Проектирование станков неразрывно связано с конструированием базовых деталей. При проектировании большинство конструкций базовых деталей станков оборудуют технологическими окнами и вырезами, которые иногда используются для размещения вспомогательных устройств (например, систем смазывания и охлаждения, противовесов). Эти элементы существенно снижают жесткость, особенно крутильную. Для частичной компенсации потери жесткости применяют дополнительные ребра и перегородки. Реже используются местные утолщения и приливы, так как предпочтительнее стремиться к равномерной толщине стенок во всей конструкции.
При проектировании базовых деталей станков необходимо учитывать следующее:
- Детали, работающие на растяжение и сжатие, обладают, как правило, значительно большей жесткостью, чем детали, работающие на изгиб и кручение.
- Наибольшую жесткость на изгиб обеспечивают сечения с максимально возможным удалением части площади от нейтральной оси, а наибольшую крутильную жесткость - замкнутые кольцевые сечения. Разрез замкнутого контура приводит к уменьшению жесткости при кручении в десятки и сотни раз.
- Для уменьшения местных деформаций в базовые детали станков необходимо закладывать перегородки, препятствующие искажению контура и обеспечивающие совместную работу стенок. Этой же цели служат отдельные ребра и сетка ребер.
- Рациональный выбор опорных точек позволяет значительно уменьшить деформацию. Например, при постоянном сечении балки установка опор в точках Бесселя на расстоянии 0,223L от концов балки уменьшает прогиб от собственной массы в 48 раз по сравнению с прогибом при опорах на концах.
- Снизить погрешности обработки можно применением конструкций, обеспечивающих наименьшие перемещения между инструментом и заготовкой в направлении, определяющем точность обработки. К ним, в частности, относятся симметричные конструкции.
- Обработка базовых деталей с начальным деформированием в сторону, противоположную деформациям от массы или рабочей нагрузки, позволяет повысить точность обработки по длине. Этого добиваются также обеспечением малого изменения жесткости по координате обработки.
- Необходимо стремиться к рациональному балансу жесткости, чтобы жесткие базовые детали имели жесткость неподвижных стыков такого же порядка.
Основными материалами базовых деталей, удовлетворяющими условиям стабильности, жесткости и виброустойчивости, являются чугун и низкоуглеродистая сталь. Чугунные станины и металлические станины станков встречаются чаще. Значительно реже в станках применяют бетонные станины, хотя они имеют ряд неоспоримых преимуществ. Бетон используют в качестве материала для оснований.
Важными параметрами являются жесткость станков и температурные деформации. Далее приведена информация по расчету на жесткость и температурные деформации с точки зрения точности базовых деталей станков.
Жесткость базовых деталей станков
Жесткость базовых деталей во многом определяет погрешности обработки и характеризуется величиной смещения инструмента относительно заготовки из-за деформаций базовых деталей. Она определяет также работоспособность механизмов станка, которая зависит от распределения давлений в сопряжениях. Жесткость отдельных базовых деталей определяется собственной их жесткостью на изгиб, кручение, сдвиг и т. п., а жесткость соединений элементов характеризуется отношением нагрузки (P) к соответствующему относительному перемещению (δ) в стыке: j=P/δ; изгибная и крутильная жесткость jизг=P/f; jкр=M/θ1
где f - вызываемая силой деформация; M - крутящий момент; θ1 - угол закручивания на единицу длины.
Расчет на жесткость носит приближенный характер, вместе с тем все чаще применяют сложные, но более точные расчеты на основе метода конечных элементов с использованием современных электронно-вычислительных машин, по мере совершенствования которых доля точных расчетов будет возрастать.
Приближенный технический расчет базовых деталей на жесткость в своей основе имеет следующие допущения:
- все силовые факторы сводятся к сосредоточенным силам, т.е. распределенные нагрузки заменяют равнодействующими силами;
- базовые детали имеют стенки постоянного сечения;
- все рассчитываемые детали рассматривают как брусья, пластины или коробки соответствующей приведенной жесткости.
Нагрузку, действующую на элементы базовых деталей, представляют в виде составляющих, действующих в плоскости стенок, образующих основной контур сечения элемента, и в перпендикулярной к ним плоскости. Деформации элементов с жестким контуром сечения от нагрузки, действующей в плоскости стенок, относятся к так называемым общим деформациям, а от нагрузки, действующей в плоскости, перпендикулярной к стенкам - к местной.
При рассмотрении деформаций деталей типа станин, стоек, поперечин, рукавов, хоботов и т. п. учитывают общие деформации изгиба, сдвига и кручения, как для сплошных брусьев, или, в случае необходимости, деформации, связанные с искажением контура сечения, а также местные деформации направляющих или фланцев. Для деталей типа плоских столов, плит, суппортов и т. п. определяют главным образом деформации от нагрузки, действующей перпендикулярно их плоскости, рассматривая детали как однородные пластины (если в деталях коробчатой формы нагрузка приложена в плоскости перегородок).
Для деталей типа коробок рассматривают главным образом деформации стенок коробки в плоскости меньшей жесткости. При определении деформаций деталей, перемещаемых по направляющим (суппортов, столов, ползунов и т. п.), их рассматривают как балки на упругом основании, которым являются поверхностные слои направляющих.
Полученные в результате расчета базовых деталей упругие перемещения пересчитывают на соответствующие относительные перемещения инструмента и обрабатываемой заготовки в направлении, определяющем точность обработки. Для токарных станков таким перемещением будет перемещение резца перпендикулярно к обрабатываемой поверхности в точке резания; для сверлильных станков — перекос оси сверла относительно поверхности обрабатываемой детали; для фрезерных — перекос оси инструмента и относительные смещения детали и инструмента перпендикулярно к обрабатываемой поверхности.
Один из методов расчета деформаций конструкции называют методом перемещений. В качестве внешних воздействий могут быть сосредоточенные и распределенные нагрузки, моменты, тепловые деформации, предварительные смещения и деформации в стержнях и т. д. Элементы могут быть как стержневыми, так и пластинчатыми, как плоскими, так и пространственными.
При расчете на жесткость методом конечных элементов базовые детали станка представляют в виде произвольной композиции из стержней и пластинчатых элементов. Пластинчатые элементы могут быть треугольными и прямоугольными с шестью степенями свободы. Связь между элементами и узлами может быть не только жесткой, но и упругой.
Расчет сложной базовой детали с большим числом перегородок, ребер, окон и утолщений в стенках можно осуществить только с помощью современных электронно-вычислительных машин, часто в диалоговом режиме оператора с компьютером. Исходная информация состоит из геометрических и физических данных базовой детали и внешних и внутренних воздействий. По программе автоматически или с участием оператора происходит разбиение базовой детали на элементы с вычерчиванием результатов разбиения на графическом дисплее (рис. 1). Результатом расчета являются смещения всех узлов конструкции в абсолютных координатах.
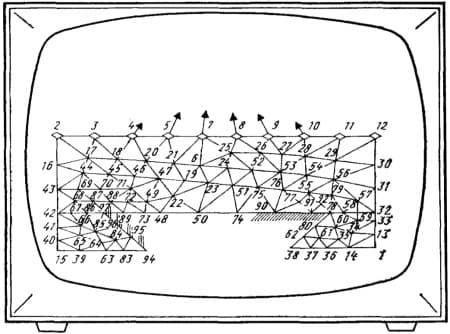
Рис. 1. Пример расчета базовой детали на компьютере методом конечных элементов
Температурные деформации базовых деталей станков
Температурные деформации базовых деталей оказывают существенное влияние на точность обработки, особенно в прецизионных станках при окончательных операциях. Основными источниками тепловыделения в станках являются двигатели, элементы привода и процесс резания. Температурные смещения узлов плоскошлифовального станка с вертикальной осью шпинделя показаны на рис. 2. Теплота, образовавшаяся в шпиндельной бабке, через стыки передается стойке станка. Ближние к источнику тепла стенки будут нагреты выше, чем отдаленные, что вызовет искривление стойки и, как следствие, нарушение заданного углового положения оси шпинделя относительно плоскости стола. Неравномерность нагрева отдельных точек стойки сравнительно невелика и лежит в пределах 5-8 °С при средней избыточной температуре корпуса шпиндельной бабки 12-15 °С. При этом нарушение заданного углового положения плоскости стола и торца шлифовального круга доходит до 0,1-0,15 мм/м.
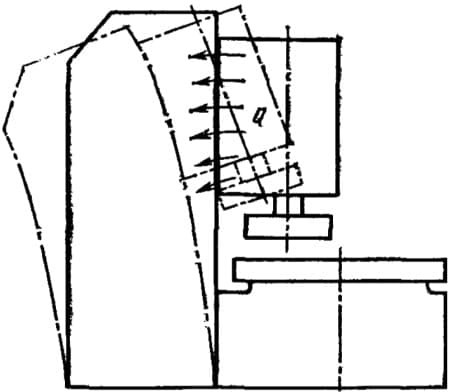
Рис. 2. Температурные деформации стойки плоскошлифовального станка
Расчет и анализ температурных деформаций несущей системы усложняются тем, что тепловое воздействие изменяется во времени по случайному закону, поэтому применяют приближенный метод расчета при наличии предварительных данных об источниках тепловыделения и температурном поле.
Температурное поле, т. е. распределение температуры в разных точках несущей системы после некоторого времени работы станка, определяют по экспериментальным данным или приближенным расчетом, например, методом элементарных балансов. При этом все базовые детали разбивают на элементарные геометрические фигуры, в пределах которых закон изменения температуры считается линейным. Детали типа прямоугольных пластин и коробок разбивают на элементарные параллелепипеды со сторонами ∆x, ∆y и ∆z, а детали типа тел вращения - на цилиндры постоянного диаметра. Для каждой элементарной фигуры составляют уравнение теплового баланса, по которому определяют приращение температуры через некоторый промежуток времени ∆τ.
Общее температурное перемещение рабочих органов станка получают суммированием отдельных температурных деформаций. Суммарные температурные смещения необходимо ограничивать, исходя из допустимых погрешностей обработки.
Основные способы уменьшения температурных деформаций сводятся к следующему:
- Уменьшение теплообразования в двигателях, опорах и передачах в результате применения жидкостной смазки и улучшения качества трения. Совершенствование системы смазывания строгим нормированием количества подаваемого смазочного материала, что способствует уменьшению тепловыделения и сокращению потерь.
- Тепловая изоляция источников тепла от основных деталей несущей системы и интенсивный отвод образующейся в них теплоты, минуя несущую систему.
- Целесообразное расположение источников тепла, как правило, в верхней части станка, а наиболее мощных источников теплообразования (двигателя главного привода, резервуаров систем смазывания, охлаждения и гидропривода) вынесением на достаточное удаление за пределы станка, как это делают в современных прецизионных станках.
- Взаимная компенсация температурных деформаций за счет внесения целесообразных изменений в конструкцию базовых деталей для улучшения баланса температурных деформаций. Для регулирования величины температурной деформации иногда используют специальные материалы с коэффициентом линейного расширения, отличным от обычного литейного чугуна. Так, легированный никелем чугун (36% Ni) имеет коэффициент линейного расширения в 5 раз меньший, чем серый чугун, а у сплавов типа инвар этот коэффициент меньше в 10-12 раз. Компенсация температурных деформаций возможна также при искусственном подогреве отдельных частей несущей системы, например, теплым воздухом от двигателей.
- Автоматическая компенсация температурных смещений путем измерения деформаций наиболее важных узлов и внесения поправок в их расположение от специального привода микроперемещений.
