Автоматическая смена режущих инструментов - одна из главных особенностей обрабатывающего центра, определяющих его производительность и надежность. Для автоматизации смены инструментов используют систему устройств и механизмов, состоящую из двух основных элементов: магазина - для создания запаса инструментов, достаточного для обработки одной или нескольких заготовок; устройства автоматической смены инструментов, передающего инструмент из магазина в шпиндель станка и обратно.
В обрабатывающих центрах используют инструментальные магазины и устройства автоматической смены инструмента различных типов и конструкций. Чтобы судить об их возможностях, необходимо представить, какие требования к ним предъявляются.
Одной из характерных особенностей которой обладает обрабатывающий центр с ЧПУ является оснащение их механизмами автоматической смены инструментов для сокращения вспомогательного времени. Существуют различные компоновки, конструкции и схемы этих механизмов, свидетельствующие о том, что поиск оптимальных решений еще далек от завершения.
К устройствам автоматической смены инструментов предъявляют следующие требования: 1) минимальные затраты времени на смену инструментов; 2) высокая надежность работы; 3) достаточная емкость магазина при минимальной занимаемой площади; 4) механизм не должен ограничивать рабочий объем станка; 5) удобство обслуживания; 6) надежные предохранения инструментов и их посадочных мест от загрязнения и запыления; 7) возможность ручной смены инструментов.
Конструктивное и компоновочное исполнение устройств автоматической смены инструментов зависит главным образом от типа станка, расположения шпинделя, количества и типов применяемого инструмента, времени смены инструмента.
Компоновки этих механизмов в станках сверлильно-фрезерно-расточной группы принято разбивать на три основные группы механизмов:
- с заменой всего шпиндельного узла;
- со сменой инструмента в шпинделе станка;
- комбинированные.
Для автоматизации процесса смены инструментов в обрабатывающих центрах используются системы устройств и механизмов, включающие в себя два основных элемента: инструментальный магазин - для создания запаса режущего инструмента, достаточного для обработки одной или нескольких заготовок, устройства автоматической смены инструментов - для передачи инструмента из магазина в шпиндель станка и обратно. В магазине, кроме того, может быть размещена контрольно-измерительная оснастка для автоматического измерения обработанных поверхностей, многоинструментальные головки и другое оборудование. При необходимости вы можете изучить устройства автоматической смены инструмента для инструментальных головок. В обрабатывающих центрах используют различные типы варианты конструкций магазинов и устройств смены. Для оценки их возможностей и правильного выбора необходимо представлять предъявляемые к ним требования, основными из которых являются следующие. Для магазинов:
- емкость магазина должна быть такой, чтобы одного комплекта имеющегося в нем инструмента было достаточно для обработки наиболее типичной для данного станка заготовки;
- наибольшая простота и компактность магазина;
- предпочтительно расположение магазина вне рабочей зоны станка. Магазин и выступающие из него инструменты не должны мешать подходу работающего инструмента к заготовке, ее перемещениям, установке и снятию (в том числе в автоматическом режиме), наладке станка. Магазин и находящиеся в нем инструменты (особенно базовые конические поверхности оправок) должны быть предохранены от загрязнения;
- удобный и безопасный доступ к магазину для наладчика и оператора. Особенно это важно для станков, оснащенных тяжелыми инструментами весом до нескольких сот ньютонов;
- время, непосредственно затрачиваемое на смену инструмента, необходимо сокращать до минимума. Для этого вся подготовка к смене: перемещение магазина для поиска нужного инструмента, перемещение каретки автооператора и т. п. - должны выполняться во время работы станка;
- работа механизмов автоматической смены инструментов не должна вызывать недопустимые вибрации самого станка.
Для устройств автоматической смены инструментов:
- высокое быстродействие для максимального сокращения простоев обрабатывающего центра при смене инструментов. Это достигается за счет совмещения подготовительных операций поиска нужного инструмента и перемещения его к шпинделю со временем работы станка, а также конструкцией самого устройства;
- высокая надежность, без обеспечения которой эффективность применения обрабатывающих центров резко снижается;
плавность и безударность в работе для предотвращения преждевременного выхода из строя; - минимальное общее число движений в цикле автоматической смены для упрощения кинематики и конструкции механизмов, повышения надежности, улучшения условий обслуживания, упрощения настройки;
- смену инструментов желательно выполнять без изменения положения шпиндельной бабки, т. к. при перепозиционировании шпиндель не может быть абсолютно точно возвращен в исходное положение, что затрудняет обработку высокоточных поверхностей;
- безопасность обслуживания;
- высокая ремонтопригодность;
- унификация и агрегатирование конструкций для использования на разных станках одного и того же типа магазина или устройства автоматической смены инструментов.
Обеспечение выполнения всех перечисленных требований представляет собой сложную и не всегда выполнимую техническую задачу, поэтому в настоящее время процессу создания и совершенствования систем автоматической смены инструмента уделяется первостепенное внимание в развитии обрабатывающих центров.
Смена инструмента с заменой шпиндельного узла
Устройства первой группы обычно выполняются либо в виде револьверной головки с набором шпинделей, либо в виде магазина, в котором размещаются шпиндельные узлы. Магазины шпиндельных гильз бывают барабанными и кольцевыми, либо линейными. При одинаковых диаметрах гильз в них смонтированы быстроходные шпиндели для легких работ и жесткие шпиндели для тяжелых работ. Гильзы поочередно занимают рабочее положение, при этом шпиндель соединяется с приводом главного движения, а гильза - с приводом подач. Схема смены гильз представлена на рис. 1.
K достоинствам такого способа смены инструментов следует отнести:
- надежное и точное ручное крепление инструментов в шпинделях;
- достаточно большое количество инструментов;
- малое время смены (2,4-3 с).
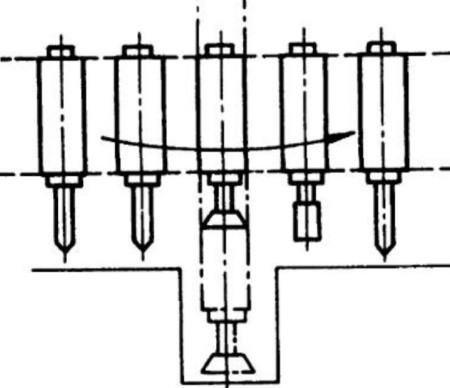
Рис. 1. Магазин шпиндельных гильз в устройстве автоматической смены инструмента
Однако из-за существенных недостатков (ограниченность рабочего объема станка; высокая стоимость; невысокая точность обработки) такие механизмы не получили распространения.
Автоматическая смена инструментов с помощью револьверной инструментальной шпиндельной головки, в которой заблаговременно укреплены инструменты, осуществляется индексацией корпуса головки. К достоинствам таких устройств следует отнести малое время смены и возможность наиболее простым образом превратить любой станок с программным управлением в обрабатывающий центр, возможность установки шпинделей для тяжелых и легких работ. Цикл смены состоит из расфиксации револьверной головки и поворота с последующей фиксацией. На рис. 2 показаны расположение шпинделей и часть привода главного движения; поворот головки, фиксация и зажим осуществляются гидравлически.
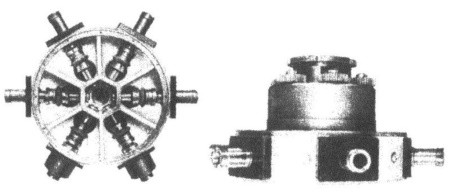
Рис. 2. Револьверная шпиндельная головка обрабатывающего центра Middlеѕеx серии 400
В станке, показанном на рис. 3, поворот восьмипозиционной револьверной головки осуществляется мальтийским крестом, включающим фрикционную механическую муфту сцепления. Фиксация револьверной головки осуществляется коническим штифтом, западающим в сменные прецизионные конические втулки и управляемым от кулачка; зажим револьверной головки осуществляется у-образным периферийным кольцом с приводом от кулачка. Револьверная головка монтируется на каретке, совершающей вертикальные перемещения. В крайнем верхнем положении каретки револьверная головка автоматически расфиксируется, отжимается муфта привода вращения шпинделей, отводится и производится поворот револьверной головки до нужной позиции. При перемещении каретки вниз из крайнего верхнего положения происходит зажим револьверной головки и включение вращения рабочего шпинделя.
Устройства автоматической смены инструментов в виде револьверных шпиндельных головок обладают рядом недостатков:
- ограниченное число инструментов (до 8 шт.);
- ограниченность рабочей зоны;
- недостаточная жесткость и точность сравнительно коротких шпинделей, которые могут быть размещены в головке.
Вследствие указанных недостатков обрабатывающие центры с револьверной шпиндельной головкой находят применение при обработке неточных деталей с ограниченным количеством инструментов.
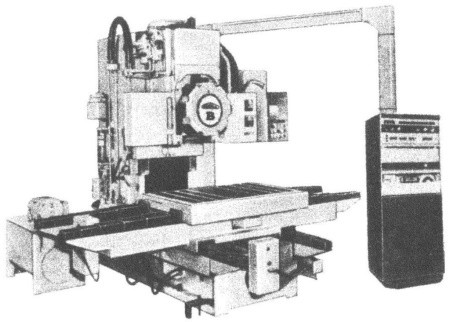
Рис. 3. Обрабатывающий центр 3BH (Newall - Burgmaster)
Устройство смены инструмента в шпинделе станка
В настоящее время наибольшее распространение получили обрабатывающие центры с устройствами автоматической смены инструментов второй группы, состоящие в общем случае из инструментального магазина, загрузочного устройства для переноса инструментов от магазина в шпиндель и обратно и транспортного устройства для передачи инструмента из магазина к загрузочному устройству. Инструментальные магазины могут устанавливаться на шпиндельной головке, на колонке, на столе и за пределами станка.
При установке инструментального магазина на столе станка удается простейшим образом превратить станок с программным управлением в обрабатывающий центр с автоматической сменой инструмента. При этом для удобства смены оси инструментов в магазине располагают параллельно шпинделю станка.
Цикл автоматической смены инструмента состоит из позиционирования стола (при этом под шпиндель подводится свободное гнездо инструментального магазина), выталкивания отработавшего инструмента в это гнездо, позиционирования стола с захватом следующего инструмента ходом шпинделя (пиноль либо шпиндельная головка) с последующим возвращением следующего инструмента в рабочую зону. Механизмы автоматической смены инструмента такого типа не получили распространения из-за существенных недостатков: большие затраты времени на смену инструментов, увеличение объема программы и уменьшение полезной площади стола.
При расположении инструментального магазина на шпиндельной головке удается упростить загрузку и транспортирование инструмента из магазина в шпиндель и производить смену инструментов в любом положении шпиндельной головки.
На рис. 4 приведен обрабатывающий центр с инструментальным магазином в виде 12-позиционной револьверной головки, расположенной на шпиндельной головке. Магазин, вращаясь, подводит необходимый инструмент до совпадения его оси с осью шпинделя. Гильза шпинделя перемещается в отверстии шпиндельной головки, захватывает оправку с инструментом и выносит его из магазина. Выбор инструмента осуществляется автоматически от перфоленты. Кодируются гнезда магазина. При возврате гильзы вверх оправка с инструментом отсоединяется от шпинделя и остается в гнезде магазина. Для смены инструментов револьверный магазин поворачивается и перемещает новый инструмент в положение, соосное шпинделю.
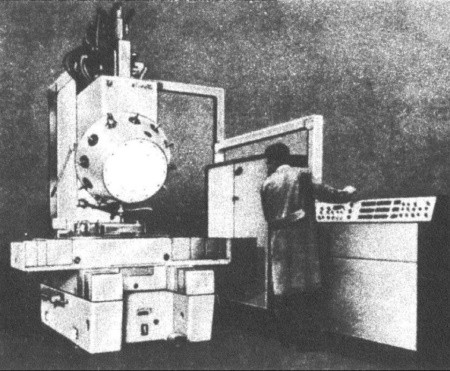
Рис. 4. Обрабатывающий центр 40А/460-CNZ/2 (фирмы olivetti, Италия)
Принцип смены инструментов показан на рис. 5. Конструктивные элементы привода вращения шпинделя, привода подачи зажима инструмента идентичного механизма автоматической смены инструмента показаны на рис. 6.
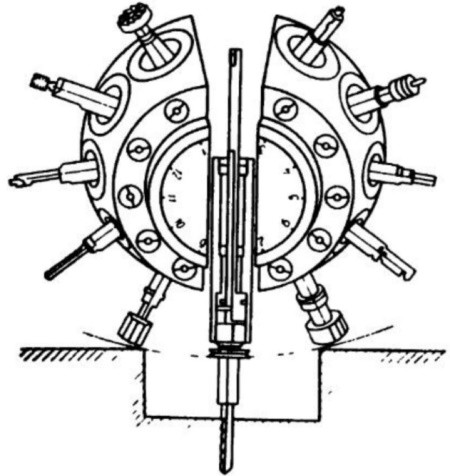
Рис. 5. Револьверный магазин обрабатывающего центра фирмы Olivetti
По сравнению с механизмами первой группы, описываемые механизмы имеют следующие преимущества:
- большая жесткость шпинделя, так как при одинаковом количестве инструментов шпиндель может быть большого размера;
- большая точность обработки, так как гильза шпинделя перемещается в точном отверстии шпиндельной головки, т. е. исключены все ошибки, возникающие при индексировании револьверной шпиндельной головки;
- увеличенный рабочий ход вследствие перемещения гильзы шпинделя; в случае револьверной головки ход ограничивается габаритами соседних инструментов;
- передача главного движения производится по одной кинематической цепи;
- простота и дешевизна.
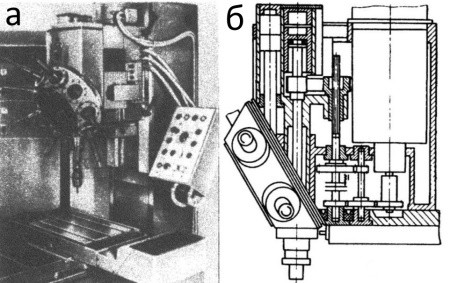
Рис. 6. Револьверный магазин обрабатывающего центра NB20 (Wörner): а - внешний вид; б - схематичный разрез
Недостатки револьверных инструментальных магазинов: а) ограниченная емкость магазина; б) рабочая зона загромождена соседним-инструментом; в) работа шпинделя с большими вылетами снижает точность обработки; г) устройство автоматической смены инструмента не удается выполнить в виде автономного узла, вследствие чего удорожается и усложняется процесс создания обрабатывающих центров на основе базовых моделей станков с ЧПУ.
Устройство автоматической смены инструментов на 40 инструментов (рис. 7) состоит из двух магазинов дискового типа, в которых крепятся оправки с инструментами с помощью подпружиненных планок. Ручная загрузка и выгрузка инструментов из магазина осуществляется рычагом, расположенным на верхней крышке магазина. Оба магазина могут периодически поворачиваться относительно вертикальных осей, расположенных на значительном расстоянии от оси рабочего шпинделя.
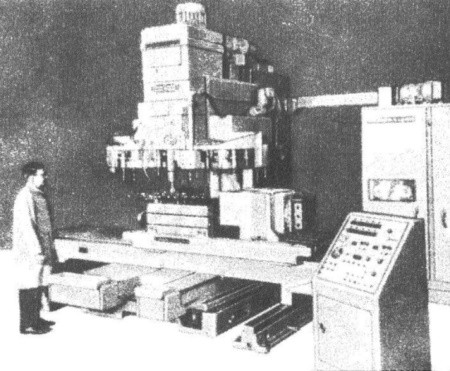
Рис. 7. Обрабатывающий центр компании Giddings and Lewis модель 70a-NC-15v (Англия)
Транспортирование необходимого инструмента из магазинов в шпиндель осуществляется двумя челноками, имеющими по два захвата. Расстояние между захватами больше диаметра гильзы; выполнены они из двух гибких пластин. Инструментальные оправки имеют развитый круглый фланец, диаметр которого больше диаметра гильзы (рис. 8).
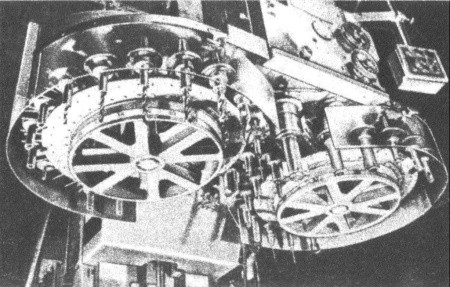
Рис. 8. Магазин обрабатывающего центра производителя оборудования Giddings and Lewis
Поиск необходимого инструмента осуществляется датчиком, связанным с поворотом магазина, т. е. принята система кодирования гнезд магазина. Привод вращения магазинов осуществляется от гидромоторов, перемещение челноков - от пары шестерня - рейка также с гидроприводом. Последовательность цикла смены инструмента приведена на рис. 9. Захват оправки 1 челноком происходит при движении шпинделя вверх. При этом фланец 5 оправки, прогибая нижнюю пластину захвата, проходит мимо нее и упирается в более жесткую верхнюю пластину, которая препятствует дальнейшему движению оправки. Шпиндель уходит вверх, а оправка с инструментом остается в захвате челнока. Фланец 5 выступает за пределы гильзы 6 и поэтому захваты 4 не препятствуют прохождению гильзы 6 шпинделя вниз. Подача нового инструмента и отвод сменяемого производятся челноками 3 и 7 одновременно. Рассмотрим работу механизма по позициям:
- Перемещение обоих челноков 3 и 7 влево; челнок 3 перемещает в диск отработавший инструмент, а челнок 7 подает из магазина 8 к шпинделю новый.
- При движении шпинделя вниз происходит зажим оправки патроном шпинделя с помощью пневмопривода.
- Гильза 6, опускаясь вниз, проходит мимо захватов челнока 7 и производит обработку детали.
- При подъеме гильзы 6 в исходное положение захваты челнока 7, задерживая оправку с инструментом, вынимают ее из шпинделя.
- Перемещение обоих челноков 3 и 7 вправо; челнок 7 yносит оправку с отработавшим инструментом в магазин 8, а челнок 3 подает новую оправку из магазина 2 к шпинделю.
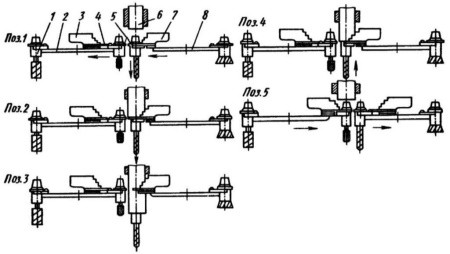
Рис. 9. Цикл смены инструмента на обрабатывающем центре 70a-NC-15v
Рассмотренный механизм обладает следующими достоинствами: 1) минимальное время смены инструмента; 2) простота конструкции; смена инструментов осуществляется простыми движениями, без применения автооператоров, т. е. загрузочных устройств.
Недостатки такого механизма:
- рабочая зона станка загромождается инструментами, находящимися в магазинах;
- пониженная точность обработки из-за необходимости обработки при больших вылетах шпинделя;
- большой вес перемещающейся системы, что вызывает увеличение веса станка, усложняет станок и ухудшает его динамику;
- механизм встроен в шпиндельную головку (не является отдельным узлом);
- размещение механизма на шпиндельной головке отдаляет оператора от рабочей зоны, ухудшая условия установки и съема обрабатываемой детали и обслуживание магазина;
- расположение инструментов в непосредственной близости от зоны обработки способствует повышенному их запылению и загрязнению.
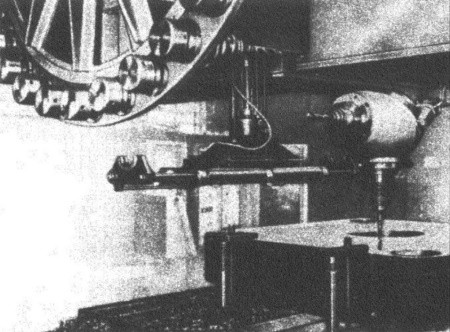
Рис. 10. Устройство смены инструмента обрабатывающего центра (производитель Kolb)
В вертикальном обрабатывающем центре портального типа дисковый 30-позиционный инструментальный магазин монтируется на портале и, таким образом, связывается со шпиндельной головкой. Механизм автоматической смены инструмента этого станка представлен на рис. 10, а схема его работы - на рис. 11.
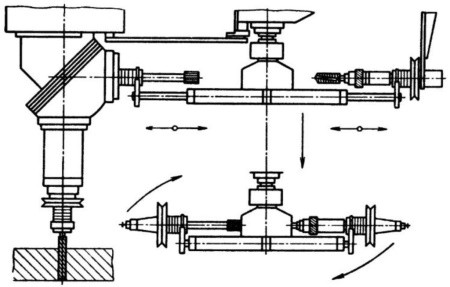
Рис. 11. Схема работы устройства автоматической смены инструмента
На торце шпиндельной головки укреплен двухпозиционный револьверный магазин, ось вращения которого наклонена под углом 45°; одна позиция магазина (расположенная горизонтально) - загрузочная, другая - рабочая. Загрузка очередного инструмента производится автооператором во время обработки, так что для смены инструмента необходимо поднять гильзу в крайнее верхнее положение (при этом отработавший инструмент остается в рабочем гнезде магазина) и затем произвести поворот револьверного магазина на 180°. Время поворота револьверного магазина 1-2 с. При перемещении гильзы вниз новый инструмент захватывается и закрепляется в шпиндель и подается в зону обработки. 30-позиционный инструментальный магазин поворачивается и подает очередной инструмент в зону загрузки-разгрузки, затем автооператор, перемещаясь вверх, захватывает одновременно два инструмента: отработавший из револьверного магазина и очередной и основного магазина, вынимает их и, поворачиваясь на 180°, меняет их местами. После этого автооператор перемещается вниз в исходное положение.
Инструментальный магазин представляет собой поворотный диск, в котором расположены 30 гнезд для хранения инструментов. Поиск необходимого инструмента осуществляется кодированием инструментальных оправок с помощью кодовых колец. Вертикальное перемещение, вращение захватов автооператора производится с помощью гидропривода.
Преимущества описанного механизма:
- упрощена смена инструментов и сокращено время их смены вследствие удачной компоновки магазина и наличия револьверного магазина на шпиндельной головке;
- механизм выполнен в виде автономного узла, что позволило его применять на серийных станках с ЧПУ; такое решение удешевляет и ускоряет производство обрабатывающих центров вследствие большой унификации с базовым станком (70-80 %).
Недостатки этих механизмов:
- из-за наличия револьверного магазина существенно увеличивается при обработке вылет гильзы, что отрицательно сказывается на точности обработки;
- затруднено обслуживание инструментального магазина.
Большое распространение имеют устройства с автоматической сменой инструментов, расположенные на колонне обрабатывающих центров. Причем для станков с горизонтальным расположением шпинделя и умеренной емкостью магазина (до 40 инструментов) механизмы выполнены конструктивно проще, чем для станков с вертикальным расположением шпинделя. Однако при большой емкости магазина (100 инструментов и более) магазин приходится выносить за пределы станка, что влечет за собой значительное усложнение загрузочных и транспортных устройств механизма автоматической смены инструмента горизонтальных станков.
Перед тем как приступить к описанию наиболее характерных представителей данной группы, остановимся на описании устройства двух главных составных частей механизма автоматической смены инструмента: инструментального магазина и автооператора. Инструментальные магазины этой группы обычно состоят из механизма вращения, системы поиска необходимого инструмента, узла крепления инструментов в магазине и собственно магазина.
Основным параметром инструментального магазина, определяющим его эксплуатационную характеристику, является его емкость n (этот параметр определяет количество инструментов, которое может быть размещено в магазине). Не менее важным параметром являются размеры инструментов (прежде всего их диаметр Dи), которые могут быть помещены в магазине.
Значения n и Dи для обрабатывающего центра того или иного типа и размера зависят от деталей, подлежащих обработке, размеров обрабатываемых плоскостей и отверстий, их точности, шероховатости поверхности и т. п.
При определении n и Dи для обрабатывающего центра модели 243ВМФ2 был изучен технологический процесс обработки значительного числа (порядка 80) деталей корпусного типа различных машин и приборов. Анализ технологических процессов изготовления этих деталей позволил определить количество (n) различных инструментов, применяемых при обработке каждой из них. Число применяемых инструментов колебалось в пределах 4-48 шт., в зависимости от сложности и точности детали. Результаты приведенного анализа приведены на рис. 12.

Рис. 12. Число применяемых инструментов в обрабатывающем центре
На основании проведенного анализа принято n=30. Такая емкость магазина обеспечивает обработку большинства обследованных деталей и габариты магазина, применяемые для обрабатывающего центра.
Рациональное проектирование деталей с учетом возможностей станков и их инструментальных магазинов позволяет во многих случаях уменьшать число потребных инструментов до 30 шт. Если 30 инструментов все же окажется недостаточно для обработки детали, то можно производить пополнение магазина вручную - вместо отработавших инструментов на их место в магазине устанавливать новые.
Анализ технологических процессов обработки позволил определить и геометрические размеры потребного инструмента. в большинстве случаев диаметр инструмента не превышает 65 мм (Dи ≤ 65 мм). Только незначительное число деталей требует инструмента с большим диаметром (Dи > 65 мм). В общем количестве инструментов различных габаритов инструменты диаметром более 65 мм не превышают 5-10%. Эти условия позволили принять шаг гнезд для инструмента в магазине равным 70 мм, обеспечивающим размещение всех 30 инструментов с Dи ≤ 65 мм. В случае необходимости применения инструментов с Dи > 65 мм следует оставлять свободными два соседних гнезда, по одному с каждой стороны гнезда, куда устанавливается инструмент большого диаметра, который в данном случае не должен превышать 130 мм.
После определения емкости магазина и размеров инструментов следует более подробно остановиться на типах инструментальных магазинов и системах поиска инструментов. Наиболее широко распространены инструментальные магазины следующих основных типов:
- стационарные многорядные магазины, устанавливаемые, как правило, на столе обрабатывающего центра либо за его пределами; транспортировка и загрузка инструментов из магазина в шпиндель осуществляется взаимным перемещением стола и шпинделя; размеры магазина определяются количеством инструментов, диаметром гильзы станка и размерами инструментов;
- круглые, поворотные, дисковые или барабанные, одно- или многорядные магазины; инструменты в них могут располагаться параллельно оси вращения магазина либо под углом (см. рис. 17). Основным недостатком поворотных магазинов является недостаточное использование площади; при большом количестве инструментов (более 50) габариты магазинов недопустимо велики.
Примером инструментального магазина дискового типа на 100 инструментов с хорошим использованием площади может служить магазин обрабатывающего центра MA2612Ф2, разработанного ЭНИМСом (рис. 13).
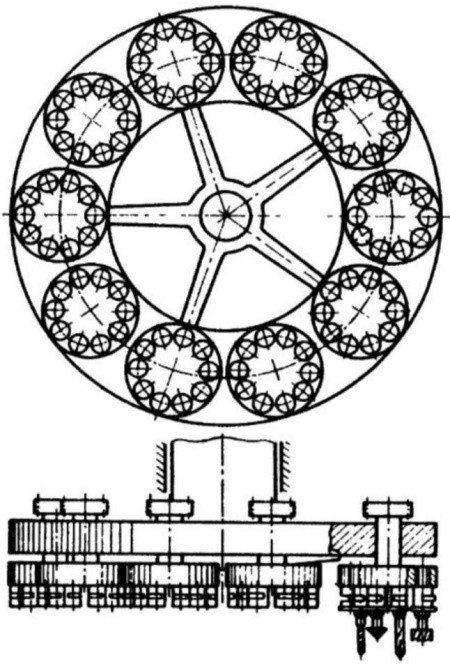
Рис. 13. Схема инструментального магазина обрабатывающего центра МА2612Ф2
Однако конструктивно такой магазин достаточно сложный, так как для поиска необходимого инструмента приходится вращать не только большой диск, но и один из десяти малых дисков, когда последний попадает в позицию разгрузки-загрузки.
Многорядный барабанный магазин имеет станок MCP100-A60 фирмы Makino (рис. 14). Наиболее сложными и дорогими, но одновременно и наиболее емкими являются магазины цепного типа.
Рис. 14. Обрабатывающий центр MCP100-160 (Makino, Япония)
В настоящее время получили распространение следующие основные системы кодирования инструментов.
- Расположение инструментов осуществлено в определенной технологической последовательности, например, при использовании револьверных шпиндельных головок, при этом программируется только шаг (угол поворота магазина).
Недостаток такой схемы заключается в невозможности повторного использования одного и того же инструмента в течение одного цикла. - При кодировании инструмента на его державке устанавливаются кодовые кольца. Комбинация колец образует код инструмента, который прочитывается считывающим устройством контактного или бесконтактного типа. Оправка с кодовыми кольцами приведена на рис. 15.
- Кодирование инструментов с использованием эффекта Холла.
Основные преимущества второй системы кодирования: 1) инструменты могут располагаться в любых гнездах магазина; 2) поиск необходимого инструмента возможен в любой последовательности; 3) отпадает возможность ошибки при загрузке магазина.
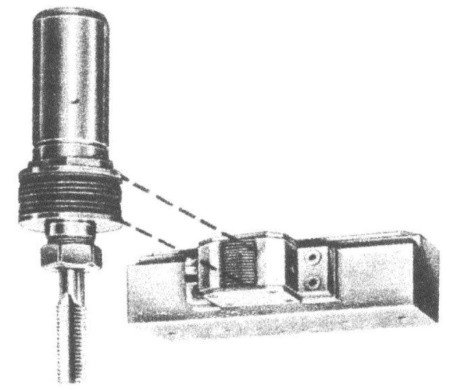
Рис. 15. Пример кодирования и считывания кода инструментальной оправки
Недостаток этой системы: 1) установка кодовых колец усложняет конструкцию оправки, увеличивает вылет инструмента, что ухудшает точность обработки; 2) невозможна автоматическая смена инструмента большого диаметра с пропуском двух соседних гнезд; 3) при большом количестве инструментов время поиска может быть значительным, так как поиск идет не по кратчайшему направлению; 4) увеличивается вес инструментов, что ухудшает динамику магазина.
Широкое распространение получил способ кодирования гнезд инструментального магазина.
Поиск нужного гнезда осуществляется различными датчиками (оптическими, сельсинами, кодовыми дисками в сочетании с микропереключателями), кинематически связанными с валом магазина.
Преимущества по сравнению со способом кодирования инструмента:
- простота и дешевизна инструментальных оправок;
- возможность автоматической смены инструментов большого диаметра (с пропуском гнезд);
- малое время поиска инструмента обеспечивается реверсивным приводом вращения магазина (поиск в кратчайшую сторону).
Недостатки этой системы:
- Необходимость дополнительного перемещения магазина для приема отработавшего инструмента в его гнездо; при применении двухзахватного автооператора время, затрачиваемое на дополнительный доворот магазина, совмещается со временем транспортировки инструмента из магазина в шпиндель обрабатывающего центра;
- Не исключена возможность аварии при загрузке магазина, если какой-либо инструмент будет вставлен не в свое гнездо.
При поиске инструмента по системе кодового ключа каждый инструмент имеет свой ключ, который вставляется в любое гнездо магазина рядом со своим инструментом, кодируя, таким образом, гнездо.
На рис. 16 представлен принцип устройства системы кодового ключа. Принцип устройства состоит в следующем: После разработки карты наладки І в ней указываются параметры инструмента и его кодовый номер, состоящий из пяти разрядов. Затем выбранный инструмент устанавливают и крепят в оправке II. Следующий этап III - изготовление из заготовок кодового ключа IV с проверкой правильности его изготовления на индикаторе VI. После этого ключ крепят к оправке и устанавливают оправку в стеллаже VІІ для хранения. При загрузке инструмента в инструментальный магазин VIII рядом с ним вставляют его кодовый ключ. Таким образом, система кодового ключа позволяет кодировать инструмент до постановки его в магазин, при этом не повышается стоимость оправки и не увеличивается вылет инструмента. После установки оправки и кодового ключа в магазине происходит кодирование гнезда магазина.
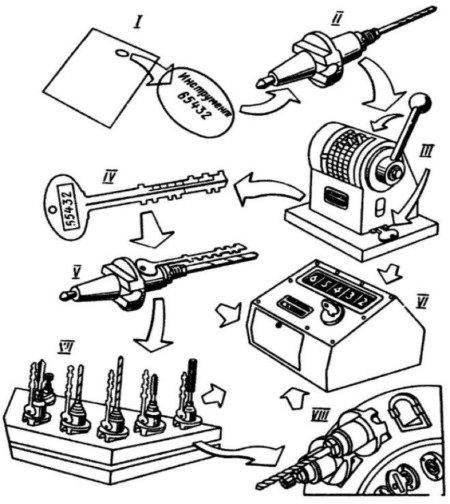
Рис. 16. Схема кодирования инструмента типа кодового ключа Scully-Gones (США)
Схема расположения устройства автоматической смены инструмента на колонне вертикального станка 243ВМФ4 (Вертикально фрезерный обрабатывающий центр с Чпу, рис. 5) имеет ряд преимуществ по сравнению с другими схемами:
- магазин инструментов расположен на боковой стороне колонны на удобной высоте, что очень облегчает его обслуживание, т. е. периодический осмотр инструментов и замену изношенных, пополнение магазина новыми инструментами взамен использованных в тех случаях, когда емкость магазина оказывается недостаточной, периодический осмотр и очистку оправок и др.;
- механизм выполнен в виде автономного узла, что позволяет довести уровень унификации деталей в станках гаммы до 70%; при больших выпусках обрабатывающих центров применение принципа поузловой сборки сокращает сроки их изготовления;
- магазин расположен далеко от рабочей зоны, т.е. рабочая зона после смены инструмента полностью освобождается; возможность загрязнения и запыления конусов оправок сведена к минимуму;
- малое время смены инструментов (порядка 5 с), вследствие того что вся подготовка к смене происходит во время предыдущей обработки.
К недостатку такой схемы расположения магазина следует отнести тот факт, что смена инструмента может происходить только в определенном положении шпиндельной головки. Так как скорости быстрых перемещений шпиндельных головок велики (2 м/мин и выше), то потери времени невелики.
Смена инструмента на станке может осуществляться в ручном (с пульта) и автоматическом режимах.
Автоматическая смена инструмента совершается в определенной последовательности (рис. 17):
- во время работы станка магазин подает очередной инструмент в позицию разгрузки-загрузки;
- рука поворачивается, захватывает этот инструмент, выносит его из магазина и опрокидывается до положения, когда оси инструмента и шпинделя параллельны; в этом положении «ожидания» движения руки прекращаются до прихода шпиндельной головки и пиноли шпинделя в крайнее верхнее положение, в котором происходит отжим отработавшего инструмента в шпинделе;
- непосредственно смена инструмента длится 5 с; при этом, поворачиваясь, рука захватывает отработавший инструмент, выносит его из шпинделя, поворачивается на 180° и вставляет очередной инструмент в шпиндель;
- рука совершает все движения в обратной последовательности и вставляет отработавший инструмент в свое гнездо, номер которого хранится в оперативной памяти системы ПУ.
Рассмотрим устройство механизма автоматической смены инструмента, состоящего из двух частей: а) круглого поворотного магазина с расположенными на его периферии 30 инструментами и системой поиска необходимого инструмента; б) автооператора с приводом, выполняющим функции разгрузки-загрузки инструментов и транспортировки их от магазина к шпинделю станка.
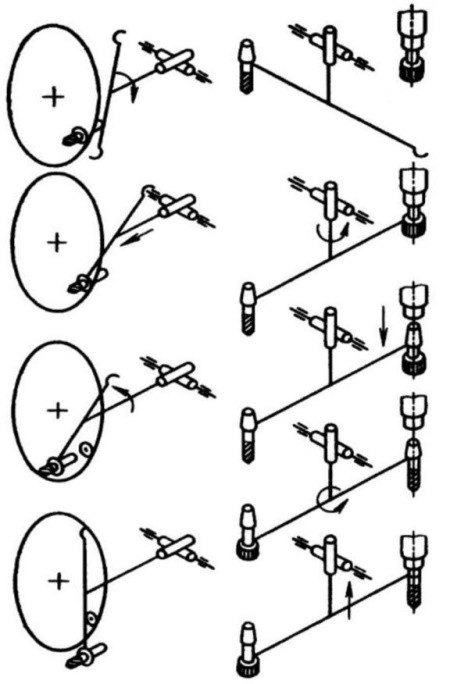
Рис. 17. Схема работы автооператора при смене инструмента на обрабатывающем центре 243ВМФ2
Инструментальный магазин представляет собой диск 6 с тридцатью отверстиями, в которых закреплены втулки 3 и 4 (рис. 18), предохраняющие хвостовики оправок от загрязнения и запыления. На оправке 5 закреплен грибок 1 для крепления инструмента в рабочем шпинделе станка; кольцевой паз 7 служит для захвата рукой автооператора. Каждая - оправка с инструментом крепится в магазине с помощью пружины 2. Такое удобное, с точки зрения обслуживания магазина, крепление инструментов стало возможным потому, что направление загрузки-разгрузки из магазина перпендикулярно направлению силы тяжести, т. е. исключается влияние веса инструмента.
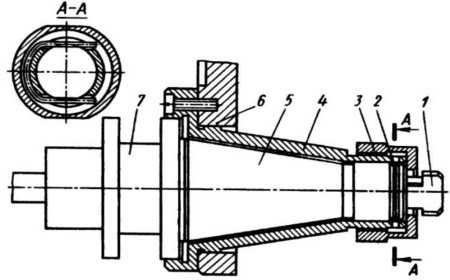
Рис. 18. Крепление инструмента в магазине обрабатывающего центра 243ВМФ2
Устройство поиска необходимого инструмента состоит из кодовых дисков, кинематически связанных с магазином, лепестки которых проходят сквозь прорези бесконтактных конечных выключателей, закрепленных на корпусе. Выходные сигналы этих выключателей кодируют в двоично-десятичной системе номер гнезда магазина. Поиск инструмента осуществляется по кратчайшему пути.
Вращение инструментального магазина и фиксация его в нужном положении осуществляются механизмом, кинематическая схема которого представлена на рис. 19. Вращение магазина осуществляется от отдельного электродвигателя 1 через червячную передачу 2, 3, винт-вал 5, зубчатые колеса 9 и 10, червячную передачу 11 и 14 и колеса 15 и 16. Передаточное отношение от винта-вала 5 к магазину 17 равно 30, т. е. соответствует числу гнезд магазина. Таким образом, если фиксатор 8 оказывается в пазу диска 7, то одно из гнезд находится точно в позиции разгрузки-загрузки. Червячное колесо з монтируется в корпусе на своих опорах и взаимодействует с винтом-валом 5 через трапецеидальную резьбу. На торцах червячного колеса 3 имеется по одному торцовому кулачку, которые взаимодействуют с кулачками дисков 4 и 6, жестко закрепленными на винте-валу 5.
При получении команды на поиск инструмента электродвигатель 1 начнет вращать червячное колесо 3 с внутренней резьбой. При этом в зависимости от направления вращения винт-вал 5 начнет перемещаться вдоль своей оси влево или вправо, удерживаясь от вращения фиксатором 8, входящим в паз диска 7. Как только фиксатор 8 выйдет из паза диска 7 винт-вал 5 начнет вращаться под действием торцовых кулаков червячного колеса 3 на один из дисков 4 либо 6. При вращении магазина бесконтактные выключатели посылают сигналы в счетную схему системы ПУ. При совпадении полученного сигнала с заданным по программе дается команда на реверс электродвигателя 1. В этом положении необходимое гнездо магазина перебегает позицию разгрузки-загрузки. При реверсе винт-вал 5 стремится сдвинуться вдоль оси, однако этому препятствует фиксатор 8, упирающийся в торец диска 7. Поэтому вначале происходит поворот винта-вала 5 в противоположную сторону до западания фиксатора 8 в паз диска 7. При этом винт-вал 5 начнет перемещаться в осевом направлении до тех пор, пока кулак 13 не нажмет микропереключатель 12 и электродвигатель 1 не остановится. Необходимое гнездо магазина будет находиться точно в позиции разгрузки-выгрузки.
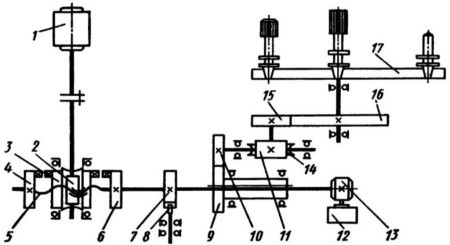
Рис. 19. Кинематическая схема привода инструментального магазина
Остановимся более подробно на выборе схемы привода автооператора. Для осуществления автоматической смены инструментов автооператор должен совершить ряд движений в определенной последовательности, достаточно быстро и точно, четко фиксируя транспортируемый инструмент в конечных и промежуточных положениях. Широкое распространение получили раздельные системы привода механизмов, в которых движения осуществляются от автономных двигателей (гидроцилиндра, гидродвигателя, электродвигателя и др.). При этом достигается значительное упрощение кинематики, появляется возможность гибко осуществлять отладку каждого перемещения и довести закон движения каждого элемента до оптимального значения. Однако при этом:
- необходимо осуществлять контроль величины перемещения каждого кинематического элемента схемы с достаточно высокой точностью, что требует применения конечных выключателей, управляемых соответствующими кулачками;
- необходимо своевременно и четко передавать команду на осуществление последующего движения по окончании предыдущего, что ведет к появлению специальных элементов (электропереключателей);
- для исключения ударов во время работы устройства автоматической смены инструмента и обеспечения точности заданных положений всех элементов необходимо задать для каждого движения оптимальные значения ускорений и замедлений в начале и конце перемещения; это достигается управляемыми по пути каждого элемента дросселями или специальными тормозными устройствами.
Все перечисленное привело к значительному усложнению схемы устройства автоматической смены инструмента и к насыщению ее не только кинематическими, но и управляющими и контролирующими элементами, а также к усложнению электросхемы управления всеми элементами механизма. Для исключения аварийных ситуаций из-за возможных сбоев в управлении движениями при автоматической смене инструмента необходимо было предусмотреть разветвленную систему блокировок, что еще более усложнило электросхему управления механизмом.
Опыт освоения станка с подобным механизмом показал, что изготовление, отладка и регулировка последнего оказались весьма трудоемкими из-за большого числа управляющих, контролирующих и блокирующих элементов. Вместе с тем надежность такого механизма была невысокой и не обеспечивала стабильной его работы. Это обстоятельство привело к созданию механизма со связанной системой привода автооператора. На обрабатывающем центре 243ВМФ2 привод конечного звена автооператора двухзахватной руки, имеющей три движения (поворот, осевое перемещение и опрокидывание), осуществляется от трех кулаков 3, 4 и 5, вращаемых через червячный редуктор 7 от отдельного электродвигателя 6 (рис. 20). На каждом кулаке дискового типа выполнены замкнутые кривые, которые задают руке точные величины перемещений, обеспечивают четкую последовательность и траекторию движений по оптимальным динамическим законам. При этом отпадает необходимость в элементах, контролирующих величины, направления и скорости последовательных перемещений, как это было в устройствах автоматической смены инструмента с автономными приводами. Вместе с тем значительно упрощается электросхема управления и блокировки и увеличивается надежность работы механизма.
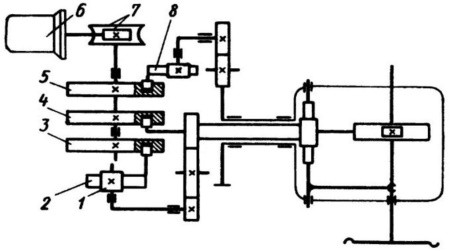
Рис. 20. Кинематическая схема автооператора обрабатывающего центра 243ВМФ2
Циклограмма движений руки автооператора приведена на рис. 21.
Конечные и промежуточные положения звеньев автооператора и траектория его движения определяются исходя из взаимного расположения оси шпинделя, перегрузочной позиции магазина и длины хвостовика переходной втулки. Однако необходимо выбрать оптимальный закон движений руки автооператора, при котором бы обеспечивалось быстродействие и отсутствие ударов, а также обеспечивались минимальные нагрузки на элементы механизма, в частности на элементы толкателей 2, 8 и 1 (см. рис. 20).
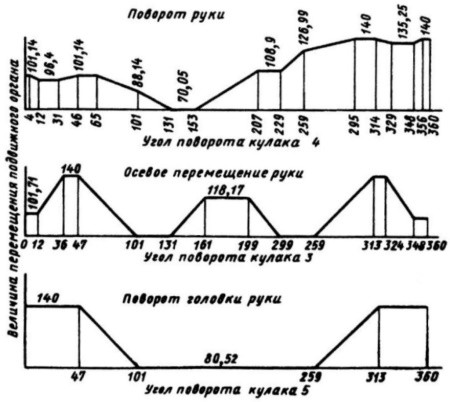
Рис. 21. Циклограмма перемещений руки автооператора на обрабатывающем центре 243ВМФ2
Для перемещения толкателей следует рекомендовать использование кривых с синусоидальным или квадратичным законом изменения ускорения.
Опыт наладки и эксплуатации описываемого механизма обнаружил большую надежность работы всех его систем при высоком быстродействии и может быть рекомендован для применения на обрабатывающих центрах.
На колонне обрабатывающего центра 6906ВМФ2 (разработан СКБПС, г. Одесса) монтируется механизм, аналогичный описанному (рис. 22). Из-за горизонтального расположения шпинделя пришлось несколько изменить конструкцию автооператора (поворот головки совершается вокруг вертикальной оси ) и увеличить диаметр диска магазина, так как на станке применяется инструмент большего размера, а число инструментов осталось прежним (30 шт.), как и в предыдущем случае; смена инструмента осуществляется в верхнем положении шпиндельной головки (гильзы на станке нет).
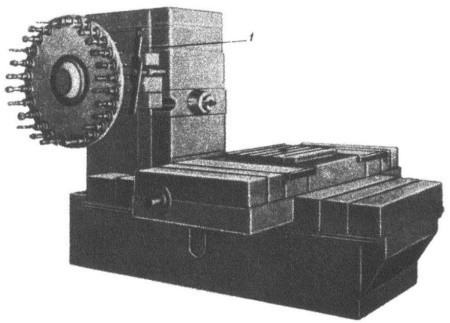
Рис. 22. Обрабатывающий центр 6906ВМФ2
Цикл смены инструмента показан на рис. 23 и включает позиции:
- поворот руки вокруг горизонтальной оси и захват очередного инструмента, который подается вращающимся дисковым магазином в перегрузочную позицию (1);
- захват инструмента и извлечение его из гнезда осевым перемещением руки (2);
- поворот руки вокруг горизонтальной оси в противоположном направлении (3);
- осевое перемещение руки по направлению к колонне (4);
- поворот всей головки вокруг вертикальной оси, т. е. выход в позицию ожидания (5).
Все предыдущие подготовительные операции происходили во время работы обрабатывающего центра. После выхода шпиндельной головки в верхнее положение рука, поворачиваясь, захватывает отработавший инструмент позиции 6 и 7, осевым перемещением извлекает его из шпинделя и, поворачиваясь на 180°, меняет инструменты местами (позиция 8). Очередной инструмент вставляется в шпиндель, а рука уносит отработавший инструмент в свое гнездо магазина, которое в это время уже находится в перегрузочной позиции. Цикл смены инструмента, как и в предыдущем случае, длится не более 5 с.
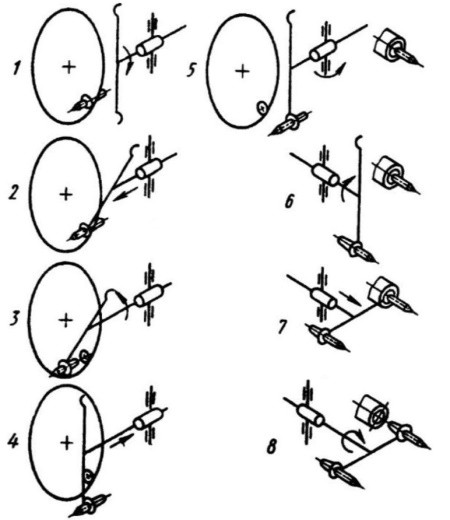
Рис. 23. Схема работы автооператора при смене инструмента на обрабатывающем центре 6906ВМФ2
Следует упомянуть также останках, в которых магазин инструментов смонтирован на колонне и шпиндельная головка снимает инструмент самостоятельно или используется подвижная каретка, имеющая вертикальное перемещение (см. Горизонтально фрезерный обрабатывающий центр, рис. 4) и рис 24.
Смена инструмента осуществляется в следующей последовательности:
- вращением магазина подводят гнездо отработавшего инструмента в позицию перегрузки; в этом случае кодируются гнезда магазина;
- вертикальным перемещением каретки магазина захватывают отработавший инструмент шпинделя;
- горизонтальным перемещением гильзы шпинделя в направлении от стола освобождают инструмент из шпинделя: отработавший инструмент остается в магазине;
- инструментальный магазин, поворачиваясь, подводит очередной инструмент в позицию перегрузки;
- при перемещении гильзы по направлению к столу очередной инструмент захватывается и зажимается в шпинделе;
- каретка с магазином перемещается вверх в исходное положение.
Смена инструмента происходит примерно в течение 1 мин. Преимуществом такой системы является отсутствие автооператора. Недостатками таких устройств автоматической смены инструмента являются очень большое время смены, увеличение габаритов колонны, а следовательно, и веса станка, увеличение объема программы, так как смена инструмента связана с позиционированием каретки и шпиндельной бабки. Вследствие этих недостатков такие механизмы распространения не получили.
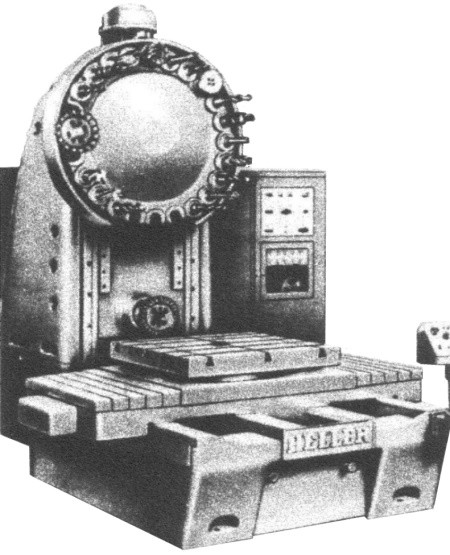
Рис. 24. Обрабатывающий центр PFHW (Heller)
Примером расположения устройства автоматической смены инструмента вне станка может служить обрабатывающий центр, (см. Вертикально фрезерный обрабатывающий центр с Чпу, рис. 12), который скомпонован путем добавления автономного узла инструментального магазина и автономного узла автооператора к серийному станку с программным управлением. Инструментальный магазин дискового типа емкостью от 66 до 138 инструментов установлен на отдельном основании и смонтирован на перемещающейся каретке. Магазин имеет отдельный привод вращения, а за магазином на неподвижной колонне смонтирована перемещающаяся в горизонтальном направлении гильза, которая выдвигает выбранный инструмент из его гнезда перед захватом его рукой автооператора (рис. 25). В магазине применена система кодирования гнезд. Автооператор также смонтирован на отдельном основании и представляет собой двухзахватную руку, которая может поворачиваться вокруг вертикальной и горизонтальной осей с помощью гидропривода.
Несмотря на крупные недостатки (значительное увеличение веса всего агрегата, увеличение занимаемой площади, увеличение объема программы в связи с необходимостью позиционирования магазина и др.), такие механизмы автоматической смены инструмента обладают серьезным достоинством: добавляя их к серийным станкам с программным управлением, удается без каких-либо изменений превращать эти станки в обрабатывающие центры с очень большой емкостью магазина. Комбинированные устройства автоматической смены инструмента представляют собой устройства второй группы в сочетании с револьверной головкой, несущей два шпинделя и более. Шестипозиционная револьверная головка имеет несколько стационарных (несменных) шпинделей, в которых смонтированы постоянные плансуппортные головки, а в остальных позициях инструмент поступает из магазина дискового типа, расположенного за револьверной головкой. Сменные позиции револьверной головки расположены диаметрально противоположно, так что один из сменных инструментов работает, а другой находится в перегрузочной позиции у магазина. Время замены инструмента совмещено с обработкой. Для ввода в работу очередного инструмента требуется поворот револьверной головки, так что затраты несовмещенного времени минимальны (1-3 с). Инструментальные магазины в этой группе механизмов могут также располагаться вне станка, обладая при этом очень большой емкостью.
Применение обрабатывающих центров обусловливает высокие требования к подготовке производства и, в частности, к подготовке инструмента, включающие систематизацию инструментов, предварительную установку инструментов по диаметру и длине, кодирование инструментов, а также своевременную замену изношенных инструментов. Очевидно, что без четко организованной службы подготовки инструмента не могут быть использованы преимущества устройств автоматической смены инструментов.
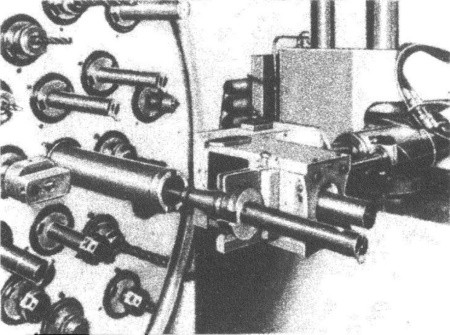
Рис. 25. Пример смены инструментов на обрабатывающем центре с автономным магазином
Автоматическая смена инструмента без автооператоров
Простотой и компактностью отличаются механизмы автоматической смены инструмента обрабатывающих центров с револьверными шпиндельными головками, так как они не имеют автооператора. Из общего количества обрабатывающих центров подобными устройствами автоматической смены инструмента оборудовано около 25% станков, причем из этого числа около 80% таких головок имеют вертикальные обрабатывающие центры. По внешнему виду указанные револьверные шпиндельные головки напоминают револьверные головки токарно-револьверных станков. Однако в гнездах револьверных головок обрабатывающих центров закрепляют шпиндельные узлы, в каждом из которых устанавливают режущий инструмент. Револьверная головки периодически поворачивается и фиксируется. В рабочей позиции один из шпинделей приводится во вращение от главного привода станка.
На рис. 26, б представлена конструкция привода к револьверной головки с вращающимися шпинделями. В данном случае головка имеет наклонную ось вращения. Один из шпинделей занимает рабочую позицию, в которой он получает вращение от кулачковой муфты 2. Кулачковая муфта приводится в движение от электродвигателя 4. Поворот головки, ее отжим и перемещение кулачковой муфты осуществляется от двигателя 3. Червячная передача 5 служит для поворота револьверной головки. С помощью реечного зацепления 6 происходит отжим и зажим револьверной головки. Рейка при перемещении поворачивает рычаг 7, который включает и отключает муфту 2.
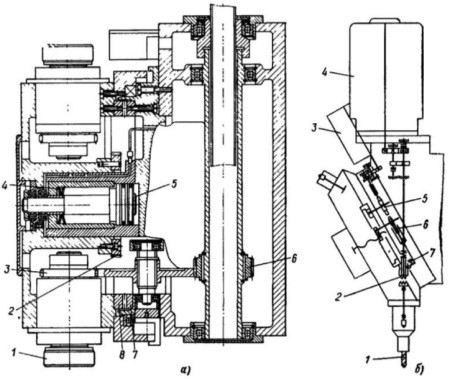
Рис. 26. Приводы к шпинделям, расположенным в револьверной головке с наклонной (а) и горизонтальной (б) осью вращения
В револьверной головке, вращающейся вокруг горизонтальной оси (рис. 26, а), инструментальный шпиндель 1 (рис. 27) получает движение в нижнем положении через зубчатую передачу 6-3 (см. рис. 26, а). Поворот головки осуществляется от отдельного двигателя с помощью шестерни 2; прижим головки - тарельчатыми пружинами 4, отжим - гидроцилиндром 5. Для обеспечения точности фиксирования поворотной части шпиндельной головки относительно неподвижной используют торцовые зубчатые зацепления 7 и 8.
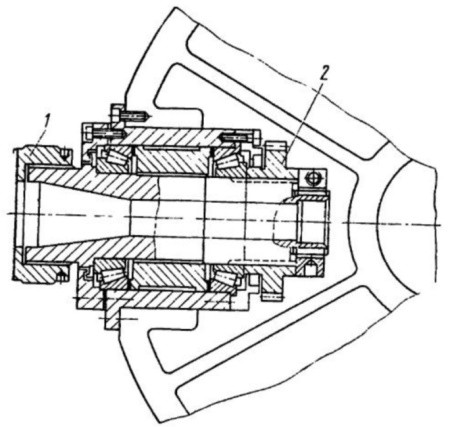
Рис. 27. Расположение шпиндельного узла в револьверной головке (позиции те же, что и на рис. 26, а)
Револьверная головка обычно размещается на шпиндельной бабке станка. Хотя это устройства и не имеют автооператора, они обеспечивают малое время смены инструментов (1-3 с) и возможность встраивания его в универсальный станок с ЧПУ с минимальными переделками, отличаются простотой и дешевизной, однако перемещения инструментов, расположенных в зоне обработки, ограничены по координатам, число инструментов также ограничено (6-12 шт.), шпиндельный узел имеет нежесткую конструкцию, расположение инструментов в рабочей зоне затрудняет обслуживание. Иногда для уменьшения помех от расположения инструментов в рабочей зоне поворот револьверной головки делают вокруг эксцентричной втулки. На рис. 28 приведена конструкция механизма АСИ с зажимом только работающего шпинделя. Эта конструкция обеспечивает повышенную жесткость. Шпиндельные узлы поворачиваются вместе с кольцевой деталью 1. Головки фиксируются с помощью торцового зубчатого зацепления 2. На рис. 29 дана схема механизма автоматической смены инструмента с использованием револьверной головки для размещения набора инструментальных оправок. Револьверная головка также расположена на шпиндельной бабке. Подобную револьверную головку иногда называют «короной».
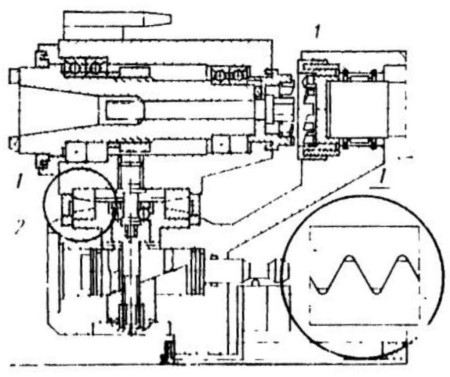
Рис 28. Механизм автоматической смены инструмента с зажимом работающего шпинделя
В рабочей позиции шпиндель станка проходит через диаметрально расположенное отверстие револьверной головки, захватывая инструмент; продвигаясь дальше, шпиндель осуществляет рабочий цикл. При возвращении обратно оправка с инструментом остается в магазине, а шпиндель выходит из револьверной головки, давая ей возможность осуществить поворот. Далее цикл повторяется. В этом случае отсутствует автооператор, кроме того можно применять шпиндель повышенной жесткости и увеличить его ход. Все же остальные недостатки, присущие предыдущей конструкции, имеются и в этом случае.
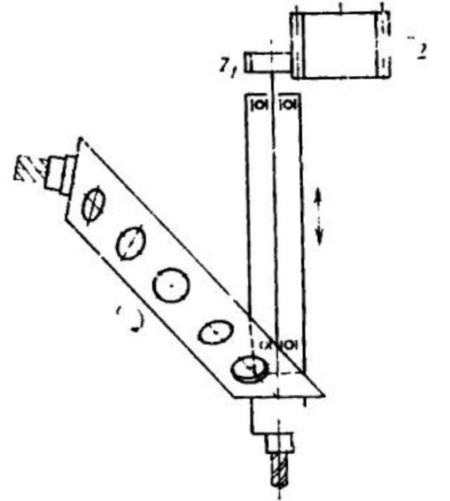
Рис. 29. Схема механизма автоматической смены инструмента типа «корона»
В конструкции, приведенной на рис. 30, имеется и магазин и револьверная головка с двумя шпинделями. В этой конструкции механизма автоматической смены инструмента число инструментов может быть увеличено, а жесткость шпинделей повышена.
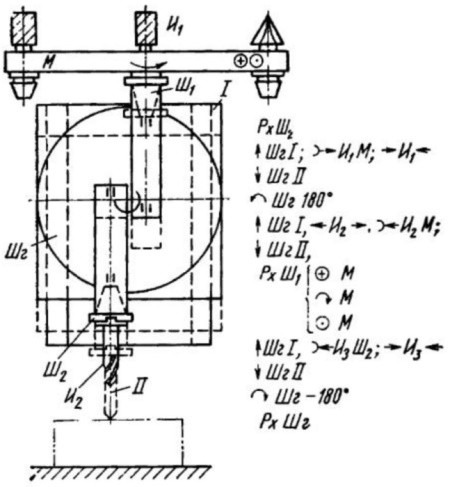
Рис. 30. Механизм автоматической смены инструмента с револьверной головкой и магазином без автооператора
Без автооператора работают механизмы автоматической смены инструмента, у которых в магазинах находятся шпиндельные гильзы. Шпиндельные гильзы поступают из магазина на рабочее место шпинделя станка, соединяются с приводами главного движения и подачи, а после рабочего цикла передвигаются снова в магазин. Подобная конструкция шпиндельного узла станка изображена на рис. 31. Пиноль 1, в которой находится шпиндель 2 на подшипниковых опорах, имеет прямоугольные направляющие, по которым пиноль выходит на рабочую позицию. На этой позиции гидроцилиндрами 3-6 шпиндельный узел жестко закрепляется на направляющих. Через зубчатую муфту 7 шпиндель приводится во вращение. С помощью шариковинтовой пары осуществляется перемещение стола, а соответствующие упоры, имеющиеся на пинолях, при перемещении их осуществляют включение устройств для установки необходимой частоты вращения различных инструментов, закрепляемых в шпинделях. В этом случае в связи с отсутствием автоматической смены самих инструментов можно обеспечить (при ручном креплении) хорошую очистку посадочных мест и надежное закрепление инструмента. Может быть обеспечена достаточная жесткость шпиндельного узла.
При сохранении одинаковых наружных размеров пиноли имеется возможность дифференцированно подойти к конструкции шпинделей и опор в зависимости от условий работы каждого шпинделя по характеру нагружения, быстроходности и т. д. Тем не менее смена пиноли не создает уверенности в сохранении постоянства положения рабочего шпинделя, т. е. соблюдения важнейшего фактора точности. Кроме того, подобная конструкция увеличивает массу механизма автоматической смены инструмента, габаритные размеры и его стоимость.
В некоторых конструкциях многооперационных станков механизмы располагают на столе. Хотя в данном случае и отсутствует автооператор, но подобная конструкция не получила широкого распространения из-за значительного времени, затрачиваемого на смену инструментов, а также в связи с необходимостью увеличения размеров стола и его хода, усложнения программы и системы управления, из-за необходимости позиционирования шпинделей или магазинов (или того или другого).
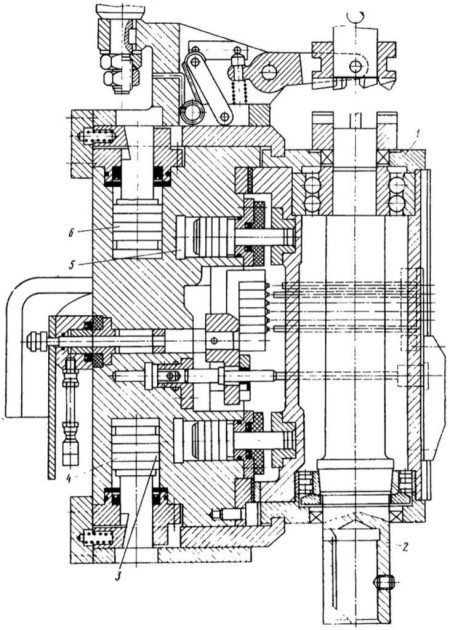
Рис. 31. Шпиндельный узел обрабатывающего центра со сменными шпиндельными гильзами
Инструментальные магазины систем АСИ
Рассмотрим основные требования к инструментальным магазинам. Емкость инструментального магазина должна быть такой, чтобы одного комплекта заложенных в него инструментов хватило на обработку наиболее типичной для данного станка заготовки с тем, чтобы наладчику не нужно было заменять инструменты в магазине на протяжении одной операции. Но чем больше емкость магазина, тем он сложнее и дороже в изготовлении, больше места требуется для его размещения на станке или рабочем месте. Отсюда следует второе требование: магазин должен быть, по возможности, простым и компактным.
Магазин и выступающие из него инструменты не должны мешать подходу работающего инструмента к заготовке, линейным и круговым перемещениям заготовок, установке и снятию заготовок, наладке станка. Магазин и находящиеся в нем инструменты нужно предохранять от загрязнения. Отсюда вытекает третье требование: магазин желательно расположить вне рабочей зоны станка.
Для того чтобы было удобнее загружать инструменты в магазин и вынимать их для замены, нужно по возможности выполнить четвертое требование: обеспечить легкий, удобный и безопасный доступ к магазину наладчику и оператору. Это особенно важно для станков, где используют инструменты весом в десятки и сотни ньютонов.
Подготовка к смене инструмента - поворот барабана или движение цепи магазина для поиска нужного инструмента, подъем или опускание магазина вместе с шпиндельной бабкой (если это предусмотрено конструкцией станка), работа механизмов кантователя, перемещения каретки автооператора - должны выполняться во время работы станка. Это необходимо, чтобы до минимума сократить время, непосредственно затрачиваемое на смену инструмента (пятое требование). Работа механизмов магазина и устройств для смены инструмента не должна вызывать вибраций самого станка (шестое требование).
Ёмкость и типа инструментального магазина
Для создания запаса инструментов, необходимых для обработки различных заготовок, применяют магазины различной емкости - в зависимости от назначения станка. Для обработки деталей с малым числом плоскостей и отверстий достаточно нескольких инструментов, а для обработки сложных корпусов, обрабатываемых с нескольких сторон, с множеством точных отверстий, требуется несколько десятков инструментов.
В современных обрабатывающих центрах нашли применение инструментальные магазины следующих основных типов: дисковые, барабанные и цепные (рис. 32). Дисковые магазины (рис. 32, а) служат для накопления сравнительно небольшого числа инструментов (обычно до 30 шт.). Барабанные магазины отличаются от дисковых только конструкцией, способом размещения инструментов. Магазины увеличенной емкости удобнее делать цепными. Изменяя конфигурацию цепи с гнездами для инструментов, магазин можно расположить вертикально (рис. 32, в), наклонно (рис. 32, д), горизонтально (рис. 32, г), придавать ему прямоугольную (рис. 32, e), квадратную (рис. 32, ж), треугольную (рис. 32, з) и более сложную (рис. 32, и-м) форму. Благодаря этому даже при большой емкости (до 60-100 инструментов и более) магазин получается компактным, Один из участков цепи можно разместить недалеко от шпинделя с тем, чтобы упростить смену инструментов, а участок, где магазин загружают инструментами, расположить так, чтобы это было наиболее удобно оператору и наладчику станка.
Значительно реже применяют многоярусные дисковые или барабанные инструментальные магазины большой емкости (рис. 32, б). Оси инструментов в них располагают параллельно оси поворота магазина или радиально. Главные недостатки таких магазинов – значительные габариты и усложнение автоматической загрузки - разгрузки.
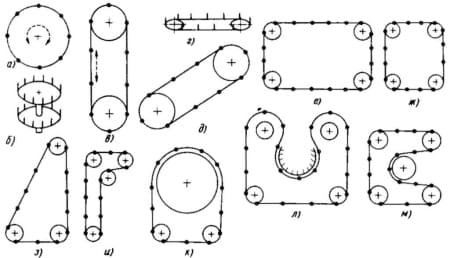
Рис. 32. Инструментальные магазины обрабатывающих центров: а, б - дисковые и барабанные; в-м - цепные
Выбор типа инструментального магазина зависит от назначения, типа и компоновки обрабатывающего центра. Исследования, проведенные под руководством А. А. Маталина, показали, что из всего многообразия корпусных деталей средних размеров, которые целесообразно обрабатывать на обрабатывающих центрах, в среднем примерно 18 % требуют применения не более 10 инструментов, 50% - до 20, 17% - до 30, 10% - 40 и 5% - до 50 инструментов. Только для особо сложных обрабатывающих центров с ЧПУ может потребоваться до 100 инструментов и более. Вот почему наибольшее распространение получили магазины емкостью до 30 инструментов, преимущественно дисковые и барабанные. Цепные магазины чаще всего имеют емкость порядка 40-60 инструментов. Значительно реже, в основном на крупных обрабатывающих центрах, используют магазины емкостью 100-120 инструментов и более.
Независимо от типа магазина и устройства автоматической смены инструмента режущие инструменты устанавливают в шпиндель станка или в гнездо магазина не непосредственно, а с помощью стандартных инструментальных оправок, в которых инструменты закрепляют, а если требуется, то и настраивают на заданный размер вне станка.
На большинстве обрабатывающих центров используют оправки с коническим хвостовиком конусностью 7:24 (рис. 33) для того, чтобы он не был самотормозящим и позволял легко извлечь оправку из шпинделя с помощью автоматизированного устройства - автооператора. В шпинделе оправка удерживается с помощью тяги и тарельчатых пружин или затягивается винтом. На конце тяги монтируют захват, который сцепляется с хвостовиком X, ввернутым в оправку.
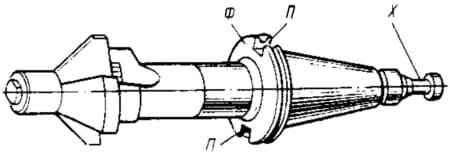
Рис. 33. Инструментальная оправка с коническим хвостовиком
Еще одна важная особенность инструментальной оправки – наличие фланца Ф с канавкой треугольной или прямоугольной формы. Этим фланцем оправка удерживается в захвате автооператора. Для передачи крутящего момента во фланце имеется один или два расположенных радиально паза П, которыми оправка сцепляется с торцовой шпонкой (шпонками) шпинделя станка. В связи с этим оправка вводится в отверстие шпинделя обязательно в определенном угловом положении. В этом же положении должен автоматически останавливаться шпиндель станка. При загрузке магазина оправка с закрепленным в ней инструментом также должна быть строго ориентирована в гнезде магазина. Она удерживается в гнезде с помощью подпружиненного фиксатора.
Чтобы программировать автоматическую смену инструментов, кодируют гнезда инструментального магазина или инструментальные оправки. В первом случае каждому гнезду присваивается номер, который вводится в нужном месте в программу работы станка. Поэтому инструмент (вместе с оправкой), взятой из определенного гнезда магазина, должен после использования возвращаться обязательно в то же самое гнездо.
При втором методе кодирования инструментальная оправка имеет сменные кольца, штифты или другие элементы, различным сочетанием которых можно задать код, присвоенный данному инструменту (подобно тому, как для разных дверных замков делают ключи с различным сочетанием выступов и впадин). При кодировании инструментальных оправок смена инструментов упрощается, так как при возврате отработавшего инструмента из шпинделя в магазин не нужно ждать, когда в позицию смены придет свое гнездо, - можно установить его в только что освободившееся. Однако из-за необходимости установки кодирующих элементов существенно усложняются конструкция оправки, ее изготовление и эксплуатация. Кроме того, в магазин невозможно установить инструмент с большими диаметральными размерами в случае, когда соседние гнезда заняты другими инструментами.
При кодировании гнезд магазина усложняется цикл смены инструментов, так как при каждой смене необходимо дважды выполнять Поиск нужного гнезда - один раз для сменяющего инструмента, второй - для сменяемого. Но упрощаются инструментальные оправки, и появляется возможность оставлять пустыми гнезда, расположенные рядом с теми, где находится крупногабаритный инструмент, - расширяются технологические возможности станка. Поэтому в обрабатывающих центрах более широкое распространение получил метод кодирования гнезд магазина.
Требования к устройствам автоматической смены инструмента
Устройство автоматической смены инструмента должно обеспечивать передачу инструмента (вместе с инструментальной оправкой) из магазина в шпиндель станка и обратно и замену отработавшего инструмента другим по ходу выполнения технологической операции. На тех многооперационных станках, где используют наряду с одиночными инструментами инструментальные одно- и многошпиндельные головки, должно быть предусмотрено устройство для автоматизации смены таких головок.
Первое требование к устройству автоматической смены инструмента - быстродействие. Чтобы сократить простой обрабатывающего центра при смене инструментов, стремятся разделить цикл работы устройства автоматической смены инструмента таким образом, чтобы подготовительные действия - поиск нужного инструмента в магазине, перенос его к шпинделю, ориентация, а также возврат сменяемого инструмента в магазин - выполнялись во время работы станка. В этом случае для остановки шпинделя и отвода его от заготовки требуется всего несколько секунд для того, чтобы извлечь отработавший инструмент из шпинделя и установить следующий.
Второе требование к автоматической смены инструмента - высокая надежность. Длительный отказ устройства автоматической смены вызывает необходимость ручной смены инструмента, из-за чего эффективность применения обрабатывающих центров резко снижается.
Для упрощения кинематики и конструкции механизмов смены инструментов, облегчения конструктивных и технологических решений, повышения надежности и улучшения условий обслуживания важно, чтобы общее число движений в цикле автоматической смены инструмента было минимальным, - это третье требование. В числе этих движений нежелательно включать перемещение шпиндельной бабки в позицию смены инструмента, так как при этом нарушается достигнутое при позиционировании положение шпинделя по отношению к заготовке, - после смены инструмента шпиндель не может вернуться абсолютно точно в исходное положение. Поэтому каждое точное отверстие стремятся обработать полностью несколькими инструментами, не смещая шпиндель относительно оси отверстия. Отсюда - четвертое требование: смену инструментов желательно выполнять при любом положении шпиндельной бабки.
В станкостроении все шире внедряется принцип агрегатирования. Применительно к магазинам и механизмам автоматической смены инструментов это означает разработку конструкций, позволяющих один и тот же тип магазина, устройства автоматической смены инструмента использовать на разных станках, или в зависимости от условий производства, где работает станок, оснащать его магазинами разных типов (пятое требование).
Очень важными требованиями к любой системе смены инструмента являются простота и безопасность обслуживания, доступность механизмов и устройств, удобство наладки и переналадки, ремонтопригодность. Обеспечить выполнение всех этих требований удается далеко не всегда. Создание совершенных систем автоматической смены инструмента представляет сложную конструкторско-технологическую проблему.
Классификация устройств автоматической смены инструмента
Для удобства рассмотрения устройств автоматической смены инструмента дадим их классификацию:
- По числу и видам сменяемых инструментов: для одиночных инструментов; для одно- и многошпиндельных инструментальных головок и плансуппортов.
- По составу устройства автоматической смены инструмента делят на устройства: без автооператора; с автооператором; с позицией ожидания; с промежуточным носителем и автооператором; с револьверными головками.
- По относительному расположению инструментов в магазине и шпинделе станка устройства автоматической смены инструмента делят на устройства АСИ для обрабатывающих центров с соосным, параллельным и угловым относительным расположением инструментов.
- По типам обрабатывающих центров выделить устройства АСИ для обрабатывающих центров с горизонтальным, вертикальным расположением шпинделя и для продольно-обрабатывающих центров.
Устройства смены инструмента в различных компоновках обрабатывающих центров
Устройства автоматической смены инструментов (АСИ) в обрабатывающих центрах весьма разнообразны. Вариант классификации устройств АСИ приведен на рис. 34. Устройства для смены инструментов делят на три группы: устройства смены шпиндельных узлов, в которых инструменты предварительно закрепляют вручную; магазины инструментов с автооператорами и без них; комбинированные устройства. Подразделения этих устройств пояснены рисунками.
Револьверные шпиндельные головки (рис. 34, а) получили вначале широкое распространение благодаря относительной простоте устройства, однако в последние годы их применение сужается вследствие малого числа размещаемых в них инструментов и дополнительных неточностей, вносимых индексацией головок и недостаточной их жесткостью.
Сменные многошпиндельные головки (рис. 34, б) используют в обрабатывающих центрах при изготовлении крупных серий деталей. Магазины шпиндельных гильз (рис. 34, в) лишены недостатков, свойственных револьверным шпиндельным головкам, Но обладают высокой стоимостью вследствие необходимости Изготовления большого числа прецизионных шпиндельных узлов.
Револьверные магазины оправок с инструментами (рис. 34, г) позволяют содержать в них больше инструментов, чем в револьверных шпиндельных головках, и разместить шпиндель любой длины. Недостатками этого способа являются неизбежное увеличение длины консольной части шпинделя и необходимость размещения громоздкого магазина непосредственно на шпиндельной бабке вблизи рабочей зоны станка.
Магазины инструментов без автооператора (рис. 34, д) требуют дополнительного радиального перемещения, что ограничивает их емкость и возможность размещения в компоновке. Перемещение же шпинделя при АСИ к неподвижному магазину нарушает предварительную координатную установку.
Устройство автоматической смены инструмента с одним загрузочным автооператором, имеющим два захвата (рис. 34, e), получило широкое распространение. При повороте автооператор захватывает одновременно оправки с предыдущим и последующим инструментами, затем осевым перемещением выталкивает их из магазина и шпинделя, поворотом на пол окружности меняет местами и обратным осевым движением посылает предыдущий инструмент в магазин, а последующий - в шпиндель. При этом устройстве магазин в компоновке нельзя располагать далеко от шпинделя.
Магазин с автооператором на каждый инструмент (рис. 34, ж) имеет ограниченную емкость или же получается громоздким. Обслуживание устройства, расположенного в рабочей зоне, затруднено. Магазины с транспортным и загрузочным автооператорами (рис. 34, з) могут быть размещены в достаточном удалении от шпинделя, в удобном для обслуживания месте. Усложнение, связанное с дополнительным автооператором, компенсируется возможностью изготовления магазинов в виде независимых агрегатных узлов различной емкости.
Устройства с автооператором - промежуточным (между шпинделем и магазином) накопителем инструментов (рис. 34, и) применяют с целью исключения работы большого магазина и ускорения АСИ при повторяющемся использовании нескольких наиболее характерных для данной детали режущих инструментов.
В комбинированном устройстве (рис. 34, к) револьверную шпиндельную головку используют в сочетании с магазином М, из которого легкие инструменты автоматически загружаются поочередно в два противоположных шпинделя. В остальных шпинделях устанавливают тяжелые инструменты, закрепляемые вручную.
В комбинированном устройстве со специализированными шпинделями (рис. 34, л) двухшпиндельная револьверная головка для легких инструментов автоматически загружается из магазина м, а шпиндель, предназначенный для тяжелых инструментов, загружают вручную или из особого магазина. Сочетание револьверной головки и магазина позволяет время автоматической смены инструмента свести к времени индексации головки, поскольку поиск и загрузка-разгрузка инструментов совмещены с работой станка. Специализация шпинделей позволяет приспособить их конструкцию к условиям работы и уменьшить размеры магазина.
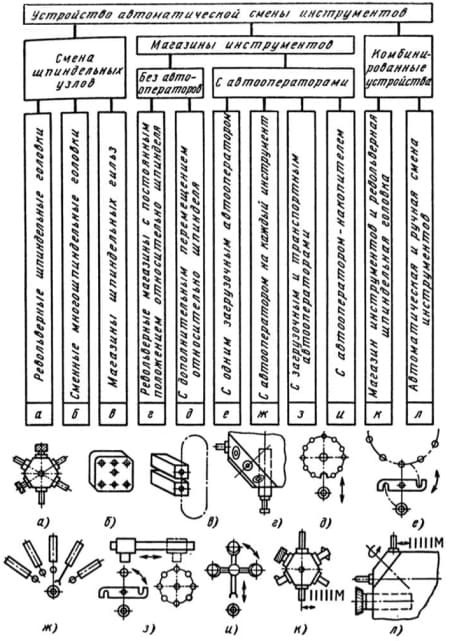
Рис. 34. Разновидности устройств автоматической смены инструментов
Из конструктивных разновидностей магазинов наибольшее распространение получили дисковые и цепные магазины, последние - вследствие большой емкости и возможности различного размещения в компоновке. Ниже рассмотрено положение магазина в компоновке станка и приведены статистические данные об устройствах автоматической смены инструмента в обрабатывающих центрах, построенных за рубежом.
Из перечня устройств АСИ следует, что положение магазина в компоновке в некоторых случаях однозначно определяется конструктивным типом устройства, а в других случаях благодаря автооператорам может иметь несколько вариантов. Известны станки, в которых автооператоры совершают сложные движения, обусловленные выбором местоположения магазина.
Расположение магазина инструментов в компоновке связано с вопросами технологии и эксплуатации станка и должно быть рассмотрено в свете следующих общих требований к устройствам автоматической смены инструмента:
- сокращение числа координатных движений узлов при АСИ;
- максимальное совмещение времени AСИ с работой станка;
- сокращение координатной установки по осям X и Y при АСИ, что обеспечивает соосность поверхностей при обработке отверстия разными инструментами;
- отсутствие влияния массы инструментов в магазине на точность станка;
- удобство обслуживания магазина во время работы станка;
- удобство и безопасность наблюдения за обработкой, для чего неработающие инструменты не должны закрывать пространство, через которое ведется наблюдение;
- уменьшение загрязнения магазина, для чего его не следует располагать вблизи зоны резания;
- магазин не должен увеличивать площадь, занимаемую станком;
- возможность увеличения емкости магазина без существенного влияния на конструкцию остальных узлов станка;
- возможность независимого агрегатного исполнения магазина (для поставки станков с АСИ и без нее) и другие требования.
Выполнение этих требований во многом зависит от расположения магазина в компоновке станка. В построенных обрабатывающих центрах магазины расположены на шпиндельных бабках, салазках, стойках, станинах, на столе и на фундаменте станка.
Простановка индекса М в структурной формуле компоновки вверху у знака блока, на котором расположен магазин, позволяет судить о минимальном составе движений, необходимых для совмещения инструмента со шпинделем станка. Эти движения могут выполнять шпиндель, магазин, автооператоры либо те и другие в различных сочетаниях. Наименьшее число движений при автоматической смены инструмента (с магазином) достигается использованием координатного движения Z шпиндельного блока как для обработки деталей, так и для смены инструментов.
Определение целесообразного размещения магазина для конкретной компоновки требует анализа соблюдения перечисленных выше требований к устройствам АСИ. В качестве примера на рис. 35 приведен подобный анализ для компоновки X0YZC. Знаками «+» и «-» в таблице отмечено соответственно соблюдение и несоблюдение требований, знаком «~» - их частичное соблюдение.
Статистический анализ обрабатывающих центров, построенных за рубежом, показывает, что требование сохранения координатной установки шпинделя при АСИ соблюдается в 78% моделей станков. В целях анализа устройства АСИ были разделены на три группы: револьверные шпиндельные головки; устройства с магазинами инструментов; комбинированные и другие устройства.
В общем числе обрабатывающих центров станки с револьверными шпиндельными головками составляют 24,5%, станки с магазинами инструментов - 57%, станки с комбинированными и другими устройствами - 18,5%. В числе станков с револьверными головками вертикальные станки составляют 79,5%, а горизонтальные - 20,5%. Горизонтальные станки с револьверными головками составляют только 5%. Следовательно, револьверные шпиндельные головки характерны в основном для вертикальных станков.
Гистограммы числа инструментов в магазинах различной емкости, включая револьверные головки, показывают, что в вертикальных станках наиболее распространенными числами являются 6, 8, 12, 20, 30 и 40 инструментов, особенно 6, 30 и 40, а в горизонтальных - 16, 24, 30, 32, 36 и 60, особенно 30 и 60. Следовательно, в горизонтальных станках емкости магазинов выше, чем в вертикальных, и достигают 100 и даже 138 инструментов. Это можно объяснить тем, что при наличии поворотного стола на горизонтальных станках потенциальные возможности интеграции обработки более высокие.
Емкость магазинов почти не зависит от размера станков (ширины стола). Коэффициенты корреляции этих величин для вертикальных и горизонтальных станков составляют соответственно 0,41 и 0,22.
Обрабатывающие центры с ручной сменой инструментов встречаются только в пяти случаях из 100. В этих случаях они имеют либо два специализированных шпинделя (для тяжелых и легких операций), либо специальные стеллажи или шкафы для инструментов с сигнализацией, указывающей очередной инструмент, подлежащий установке в шпиндель.
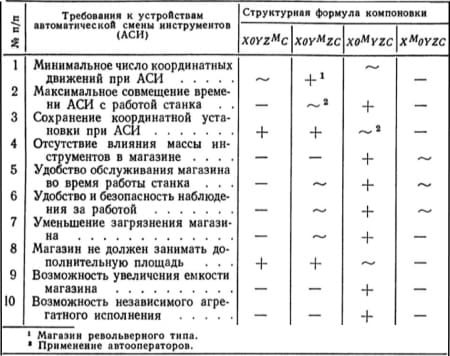
Рис. 35. Анализ вариантов размещения магазина в обрабатывающих центрах
Автоматическая смена инструмента обрабатывающего центра с автооператором
По статистическим данным большинство обрабатывающих центров имеют инструментальный магазин (57%) с автооператорами. Во многих случаях потребная емкость магазина составляет 2060 шт. инструментов. Основную часть механизмов автоматической смены инструмента составляют конструкции с различными автооператорами. Рассмотрим конструкцию, обеспечивающую наибольшую производительность, т. е. минимальное время смены инструментов (2-3 с). Для обеспечения такого времени к моменту окончания рабочего цикла необходима максимально возможная подготовка к смене инструментов. Это чаще всего делается одним из следующих способов:
- Применение двухшпиндельной револьверной головки с магазином, который расположен на шпиндельной бабке. Во время рабочего цикла для первого шпинделя осуществляется смена инструмента из магазина во втором шпинделе. Таким образом, для смены инструмента необходимо время (несовмещенное) только для поворота револьверной головки. Этот способ, являясь комбинированным, хотя и позволяет (наряду с минимальным временем смены до 1 с) увеличить число инструментов в наборе (до 20-30 шт.), но все же не свободен от недочетов, присущих механизмам автоматической смены инструмента со шпиндельными револьверными головками.
- Предварительная подготовка. Минимальное время смены инструментов обеспечивается такими механизмами автоматической смены инструмента, у которых к моменту окончания резания около шпинделя находятся захватные устройства для извлечения отработавшего инструмента и подготовленный новый инструмент, который должен быть вставлен в шпиндель тотчас же после извлечения отработавшего. Все остальные приемы, такие как возвращение отработавшего инструмента в магазин, поворот магазина, доставка нового инструмента к шпинделю, должны совершаться в период рабочего хода.
- В некоторых механизмах автоматической смены инструмента с частичным перекрытием времени смены инструментов рабочим циклом одновременно решён важнейший вопрос выноса магазина на значительное расстояние от рабочей зоны. В этих механизмах автоматической смены инструмента инструмент выдвигается из магазина в промежуточную позицию, из которой он уже захватывается автооператором. Чаще всего это выдвижение осуществляется с помощью радиально поступательного перемещения, что позволяет сблизить инструменты в магазине и получить в тех же габаритных размерах магазин с большей емкостью (рис. 36)

Рис. 36. Схемы механизма автоматической смены инструмента с выдвижением инструмента из магазина в промежуточное положение
В большинстве случаев для захвата инструмента и при необходимости поворота его вокруг двух осей служат отдельные механизмы. На рис. 37 изображено устройство смены инструмента, в которой все указанные функции выполняются одним автооператором. На рис. 38 показана схема механизма автоматической смены инструмента с цепным магазином, применяемого при большом числе инструментов (до 100 шт. и более). Это требует выноса магазина за пределы станка.
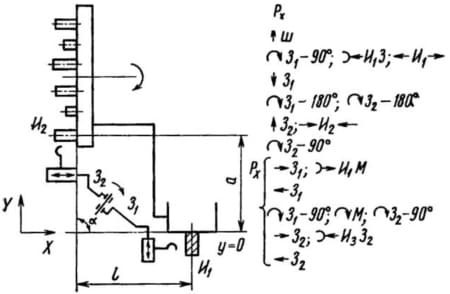
Рис. 37. Схема механизма автоматической смены инструмента с наиболее простым автооператором для кантования инструмента
Особенность данной схемы: необходимость кантования инструмента, т. е. его поворот, когда оси инструментов, расположенных в магазине, и ось шпинделя не параллельны. Кантование инструмента применяют и во многих других случаях даже при относительно небольшой емкости магазина. Это позволяет с наибольшей эффективностью вынести магазин на свободную стенку станка и, в частности, на верхние горизонтальные плоскости, что не вызывает увеличение площади, занимаемой станком.
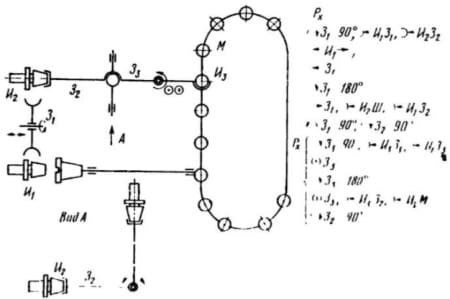
Рис. 38. Схема механизма автоматической смены инструмента с цепным механизмом
На рис. 39 приведена схема механизма автоматической смены инструмента для цепного магазина с применением двухместной револьверной головки. Для большей компактности цепных магазинов их иногда делают и для многорядных барабанных магазинов. В целях увеличения числа инструментов барабанных магазинов появились отдельные конструкции планетарного типа, а также матричные.
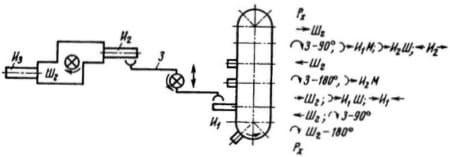
Рис. 39. Схема механизма автоматической смены инструмента с цепным магазином и двухместной головкой
На рис. 40 дан общий вид механизма автоматической смены инструмента с двумя цепными магазинами для увеличения их общей емкости. Движение элементов механизма автоматической смены инструмента для перемещения инструмента из магазина в шпиндель происходит в направлении стрелок, показанных на рисунке.
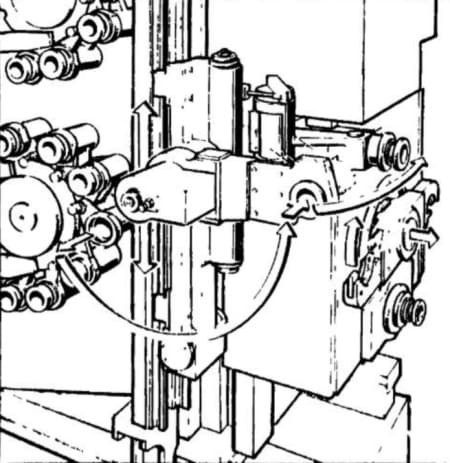
Рис. 40. Механизм автоматической смены инструмента с двумя цепными магазинами
В многооперационных станках с небольшим числом инструментов и длительным циклом резания, где время смены инструментов не имеет большого значения, применяют относительно дешевые и простые механизмы автоматической смены инструмента с двухзахватными и однозахватными автооператорами (рис. 41). Последнюю группу механизмов автоматической смены инструмента чаще всего располагают на шпиндельной бабке. Для смены инструментов диски (барабаны) магазинов поворачиваются, а иногда им сообщается поступательное движение. Периодический поворот магазина часто осуществляется с помощью мальтийского механизма, а поступательное движение - с помощью гидроцилиндра.
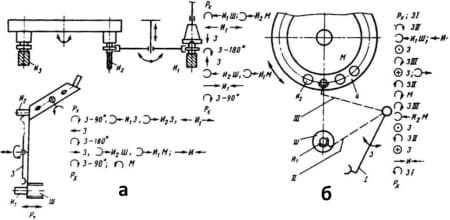
Рис. 41. Схемы механизма автоматической смены инструмента с двухзахватным (а) и однозахватным (б) автооператором
Большинство обрабатывающих центров с ЧПУ имеют устройства с магазином инструментов и совместно выполненным с ним автооператором (см. Смена инструментов с помощью автооператоров). Если инструментальный магазин большой вместимости представляет собой автономное устройство, то дополнительно имеются автоматические транспортирующие механизмы, транспортные манипуляторы или тележки для перемещения выбранного в магазине инструмента в позицию захвата его автооператором и возврата заменяемого инструмента в магазин.
Конструктивная схема устройства смены инструментов в значительной степени зависит от типа магазина, который, в свою очередь, определяется числом размещаемых инструментов (вместимостью магазина). При относительно небольшой вместимости (не более 20-25 инструментов) применяют дисковые инструментальные магазины, размещаемые непосредственно на шпиндельной бабке станка. Такие магазины могут быть с различным расположением инструментов относительно оси вращения диска: параллельным, радиальным или наклонным.
При большем числе инструментов (до 40-50 шт.) целесообразно использовать многосекционные барабанные или планетарные магазины, представляющие собой либо многорядные дисковые устройства, либо многопозиционные инструментальные головки, в каждой позиции которых устанавливается поворотный дисковый магазин с небольшим числом (4-6 шт.) инструментов. Многосекционные инструментальные магазины устанавливают непосредственно на станке или на отдельной стойке. При дальнейшем увеличении вместимости (до 100-140 шт. и более) необходимо применять цепные магазины, устанавливаемые на колонне станка или на отдельном основании и изготавливаемые в виде автономных агрегатов, предназначенных для встройки в гибкие производственные модули.
