Горизонтально фрезерные обрабатывающие центры в основном компонуются с горизонтальным расположением шпинделя. При оснащении этих станков плоским поворотным столом на них можно обрабатывать заготовки с разных сторон. Детали, обрабатываемые на таких станках, показаны на рис. 1. Обычно это корпусы, у которых обрабатываемые отверстия и плоскости расположены под различными углами, а также детали, в которых необходимо обработать отверстия криволинейной формы и фасонные поверхности, расположенные под разными углами.
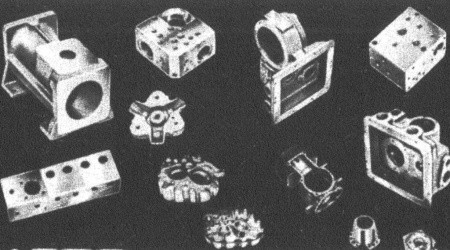
Рис. 1. Детали, обрабатываемые на горизонтально фрезерных обрабатывающих центрах
Горизонтальные обрабатывающие центры выполняют в следующих вариантах компоновки:
- по типу горизонтальных консольно-фрезерных станков;
- по типу горизонтально-расточных станков.
Первый тип компоновки, как правило, применяется для горизонтально фрезерных обрабатывающих центров малых размеров, предназначенных для обработки деталей малых и средних габаритов. Станок, скомпонованный по такому типу, приведен на рис. 2. Станок имеет обычную для консольно-фрезерных станков консоль, которая перемещается по вертикальным направляющим станины, закрепленной на плоском основании. В поперечном направлении по горизонтальным направляющим консоли перемещаются салазки, которые оснащены горизонтальными направляющими, перпендикулярными к направляющим консоли. По этим направляющим в продольном направлении перемещается прямоугольный стол. В центре прямоугольного стола вмонтирован плоский поворотный стол с вертикальной осью вращения. Заготовка устанавливается на поворотный стол. Благодаря описанным выше механизмам она может совершать в пространстве три взаимно перпендикулярных перемещения и одно вращательное движение вокруг вертикальной оси.
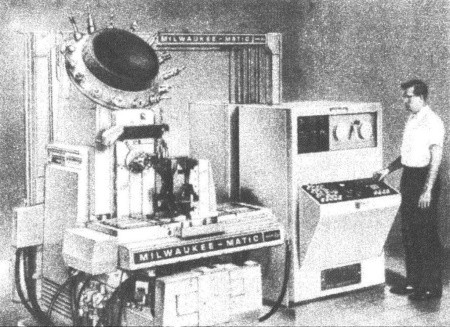
Рис. 2. Горизонтально фрезерный обрабатывающий центр Milwaukee-Matic серии Ea (фирма Kearney and Trecker, США)
Шпиндель станка смонтирован в верхней части станины, а над ним установлен револьверный магазин с наклонной осью поворота. Инструменты в магазине установлены так, что инструмент, подготовленный для установки в шпиндель, занимает положение параллельное оси шпинделя. Смена инструмента производится манипулятором. В магазине одновременно устанавливаются 15 инструментов. В начале обработки каждой детали магазин автоматически индексируется в положение первого инструмента. Максимальный размер автоматически сменяемых инструментов по диаметру 102 мм; время смены инструмента 5 с. Сверла и расточные борштанги длиной до 254 мм загружаются автоматически; инструменты больших размеров загружаются вручную. Поворотный стол диаметром 406 мм автоматически поворачивается на 90°. На нем под углом 90° установлены две направляющие планки, служащие для установки и выверки детали или приспособления.
Планки расположены на расстоянии 108 мм от оси стола и позволяют устанавливать относительно нее деталь с точностью 0,013 мм. Рабочая поверхность стола 406 x 1245 мм; величины перемещений (по оси X 610 мм, по оси Y 356 мм и по оси Z 356 мм) допускают обработку средних корпусных деталей. Шпиндель имеет 32 ступени чисел оборотов от 100 до 3000 в минуту; величины подач - от 20 до 1700 мм/мин. Скорость ускоренного перемещения 5 м/мин. Наличие поворотного стола и высоких режимов резания позволяет выполнять все виды работ при обработке корпусных деталей с четырех сторон при их одном креплении. Станок снабжен универсальной оснасткой, расширяющей номенклатуру обрабатываемых на нем деталей: координатной плитой; тисками, вертикальными и горизонтальными опорными рамами, планшайбами и трехкулачковыми патронами, а также простыми устройствами для установки, фиксирования и крепления деталей.
Точность позиционирования составляет 0,02 мм; точность растачивания отверстий - в пределах второго класса. Система программного управления работает от восьмидорожечной перфоленты в коде ISO и управляет перемещениями по трем координатам, величиной подачи по любой оси, ускоренными перемещениями, стандартными циклами обработки, остановом и пуском шпинделя, его скоростью и направлением вращения, сменой инструмента, поворотом стола и т. д. Станки с горизонтальным шпинделем и консолью имеют те же эксплуатационные недостатки, что и станки с консолью и вертикальным шпинделем. Стремление ликвидировать эти недостатки привело фирму Burckhard und Weber к созданию принципиально новой компоновки. Этот горизонтально фрезерный обрабатывающий центр состоит из двух агрегатов, один из которых несет рабочий стол, а второй - шпиндельную головку. Оба агрегата соединены и образуют единую жесткую конструкцию. Агрегат рабочего стола состоит из жесткой станины с горизонтальными направляющими, вдоль последних перемещаются салазки, в которые вмонтирован массивный ползун квадратного сечения, имеющий возможность перемещаться в вертикальном направлении. На торце ползуна установлен круглый поворотный стол с вертикальной осью вращения, на котором устанавливают заготовки.
Второй агрегат состоит из станины с горизонтальными направляющими, расположенными перпендикулярно направляющим салазок первого агрегата. По горизонтальным направляющим второго агрегата перемещается шпиндельная бабка, несущая двухшпиндельную револьверную головку с магазином инструментов и манипулятором. Шпиндели работают последовательно. В то время, когда один шпиндель, расположенный горизонтально, осуществляет обработку заготовки, во втором шпинделе производится смена инструментов. Все приводы рабочих органов - гидравлические. Они вмонтированы в станины соответствующих агрегатов. Магазин этого станка содержит 30 инструментов. Так как смена инструмента осуществляется в одной позиции револьверной головки, в то время как во второй позиции инструмент работает, затрата времени на замену инструмента (поворот револьверной Головки) уменьшена до 3 c. В этом станке кодируется каждый инструмент, поэтому он может быть установлен в любом гнезде инструментального магазина. Наибольший диаметр инструмента, который может быть установлен в гнезде магазина, равен 160 мм, при этом два соседних гнезда должны быть пустыми. Максимальные диаметры: отверстия стальной детали 45 мм, чугунной - 55 мм, нарезаемой резьбы М68 x 2; максимальная длина инструмента, устанавливаемого автоматически, - 500 мм, при диаметре до 100 мм. Рабочий объем станка, обеспечиваемый перемещениями его рабочих органов вдоль осей X, Y, Z, составляет 765 x 510 x 610 мм. Диаметр поворотного стола 508 мм.
На станке могут обрабатываться средние корпусные детали. Станок наряду с нормальным инструментом имеет программируемую плансуппортную головку. Это значительно расширяет его технологические возможности. На станке можно сверлить. рассверливать, зенкеровать, растачивать, подрезать торцы, растачивать ступенчатые отверстия, конические отверстия, нарезать резьбу, фрезеровать с различных сторон. Поворотный стол может автоматически индексироваться в восьми позициях через 45° или в 24 позициях через 15° в обоих направлениях. Шпиндель станка имеет 30 ступеней чисел оборотов от 40 до 4000. Продольная подача стола, вертикальная подача ползуна и горизонтальная подача шпиндельной бабки составляют от 10 до 1780 мм/мин. Ускоренные перемещения этих органов выполняются со скоростью 5 м/мин. На станке можно выполнять точное растачивание отверстий в пределах 2-го класса. Точность позиционирования по всем трем осям координат X, Y, Z составляет 0,01 мм; точность повторного позиционирования 0,005 мм. Точность поворота стола 10", а повторного индексирования 5". Станок оснащен системой ЧПУ, носителем информации которого служит восьмидорожечная перфолента с кодом EIA или ISO. ЧПУ управляет всеми движениями рабочих органов Вдоль осей X, Y, Z, поворотом стола, сменой инструмента, изменением режимов резания и т. д.
Наибольшее распространение получили станки, имеющие крестовый и поворотный стол, вертикальное перемещение в которых осуществляется шпиндельной бабкой. На рис. 3 представлен горизонтальный фрезерный обрабатывающий центр с ЧПУ 6904 П/В - Ф4 из гаммы прецизионных станков Одесского завода. По горизонтальным направляющим станины перемещаются в поперечном направлении салазки, по горизонтальным направляющим которых в продольном направлении перемещается стол. По вертикальным направляющим жесткой колонны, укрепленной на станине, перемещается шпиндельная бабка. Для повышения жесткости исключено осевое перемещение шпинделя путем монтажа последнего в корпусе шпиндельной бабки. Направляющие бабки находятся на передней вертикальной плоскости колонны ближе к концу шпинделя. Сама бабка размещена в нише колонны, вследствие чего исключается консольное расположение шпинделя. Стол может поворачиваться вокруг вертикальной оси и перемещаться в горизонтальной плоскости в двух взаимно перпендикулярных направлениях. В этой модификации станка детали могут обрабатываться с четырех сторон; для обработки с пяти сторон имеется дополнительная возможность установки наклонного стола с горизонтальной осью поворота. С левой стороны станка смонтирован дисковый инструментальный магазин емкостью 30 инструментов. Смена инструмента осуществляется автооператором автоматически за 5 с. Станки по точности и конструкции близки к координатно-расточным станкам. На этих станках выполняют получистовое и чистовое фрезерование плоскостей, контурное фрезерование, сверление, растачивание, зенкерование, развертывание, подрезку торцов и нарезание резьбы. Большие технологические возможности, высокая гибкость управления позволяют использовать станок в индивидуальном и серийном производстве. Рабочий объем стола 400 х 500 х 500 мм позволяет обрабатывать корпусные детали аналогичных размеров.
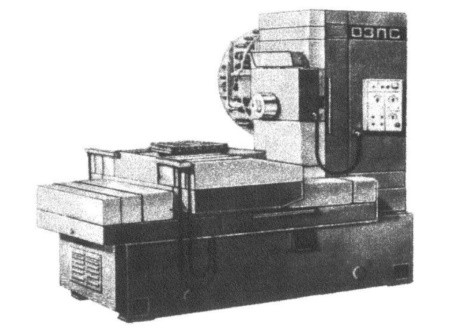
Рис. 3. Горизонтальный фрезерный обрабатывающий центр с ЧПУ 6904 П/В - Ф4 Одесского завода прецизионных станков
На станке осуществлено бесступенчатое регулирование скорости вращения шпинделя в пределах 30-1600 об/мин и плавное регулирование подачи в пределах 2,5-2500 мм/мин; скорость быстрого хода 5 м/мин. Для позиционирования рабочих органов станков класса В используется индуктивная отчетно-измерительная система с обратной связью, обеспечивающая точность 0,02 мм/м. Для позиционирования рабочих органов станков класса П информация о величине перемещения поступает от фотоимпульсного датчика, установленного непосредственно на конечном звене привода подач. Такая система обеспечивает точность позиционирования 0,05 мм/м. Для позиционирования поворотного стола на станках классов точности пи в применена отсчетно-измерительная система с индуктивным зубцовым датчиком, обеспечивающая точность автоматического поворота 40" для станков класса П и 20" для класса В. Благодаря жесткому шпинделю точность растачиваемых отверстий соответствует I и II классам с шероховатостью поверхности ∇6-∇7.
Указанные станки работают совместно с позиционными системами ЧПУ серии «Размер-2М». В качестве программоносителя используется восьмидорожечная перфолента с кодом ISO. Система позволяет производить позиционирование по пяти координатам, выдает вспомогательные команды (изменение скорости вращения шпинделя и подачи, смена инструмента и др.), а также обеспечивает работу по стандартным циклам. В систему может быть введено 35 коррекций по длине и пять по радиусу инструмента. Вся информация, введенная в систему, а также информация о фактическом состоянии рабочих органов отражается на кинескопе, что облегчает наладку станка и контроль за его работой. Система обеспечивает возможность переноса начала отсчета координат в пределах всего рабочего объема.
К этой же группе относится станок ГЦ-08 Горьковского завода фрезерных станков (рис. 4). Станок имеет крестовый стол и поворотный стол с вертикальной осью. На станине установлена колонна, по вертикальным направляющим которой перемещается шпиндельная бабка. В верхней части колонны смонтирован цепной инструментальный магазин емкостью 30 инструментов. Между магазином и шпиндельной бабкой расположен автооператор, осуществляющий автоматическую смену инструмента. Станок предназначен для многооперационной обработки корпусных деталей из чугуна, стали и цветных металлов. На нем можно производить фрезерование, контурное фрезерование, расфрезерование отверстий взамен чернового растачивания, сверление, растачивание, зенкерование, развертывание и нарезание резьбы. Размеры рабочей поверхности стола 800 x 800 мм, а наибольшие перемещения 1000 x 400 мм. Индексация поворотного стола осуществляется через 90°. Пределы чисел оборотов шпинделя 20-2000 в минуту, а подач 10-1000 мм/мин. Скорость ускоренного перемещения 3120 мм/мин. Достижимая точность обработки на станке отверстий - второй класс; точность межосевых расстояний 0,02 мм, соосность отверстий, расточенных с двух сторон, 0,03 мм на длине 500 мм; чистота обработки ∇6.
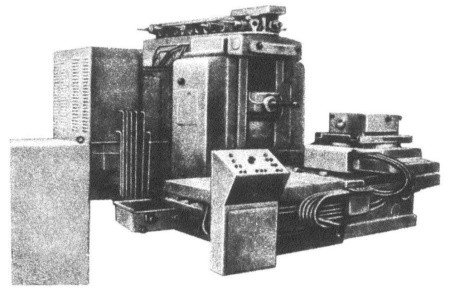
Рис. 4. Фрезерный обрабатывающий центр ГЦ-08 Горьковского завода фрезерных станков
Взаимная неперпендикулярность двух профрезерованных боковых поверхностей 0,03 мм на длине 500 мм, а боковых поверхностей к основанию - 0,02 мм на длине 500 мм. Станок оснащен системой ЧПУ УМС-2Ш, программоносителем которой является пятидорожечная перфолента, шифрованная в коде БЦК-5. Число управляемых перемещений - по трем координатным осям.
Другой разновидностью является продольно-фрезерный станок 6305Ф4 того же завода (рис. 5). По горизонтальным направляющим станины перемещается стол. По вертикальным - направляющим колонны перемещается шпиндельная бабка и по Поперечным направляющим шпиндельной бабки перемещается Ползун, несущий шпиндель. На станке установлен круглый поворотный стол диаметром 630 мм, позволяющий обрабатывать детали с четырех сторон. На передней стороне колонны смонтирован дисковый инструментальный магазин емкостью 24 инструмента. Любой, выбранный по программе, инструмент может быть автоматически установлен в шпинделе. Станок предназначен для многооперационной обработки корпусных деталей размерами 1250 x 500 x 500 мм на продольном столе и 400 x 400 x 500 мм на круглом столе с круговой подачей или делением через 15°.
На станке можно производить фрезерование плоскостей и сложных криволинейных поверхностей, расфрезерование круглых отверстий взамен чернового растачивания, сверление, растачивание, зенкерование и развертывание. Рабочий хoд пoлзуна составляет 265 мм, а вертикальное перемещение шпиндельной бабки 500 мм. Пределы чисел оборотов шпинделя - от 16 до 1600 в минуту и подач от 10 до 1000 мм/мин; ускоренный ход 3 м/мин. Наибольший диаметр автоматически устанавливаемого инструмента 125 мм. Регламентируемая станком точность обработки отверстий - в пределах второго класса; точность межосевых расстояний 0,03 мм; отклонение от соосности отверстий, расточенных с двух противоположных сторон, не более 0,05 на длине 500 мм; неперпендикулярность двух боковых поверхностей 0,05 на длине 500 мм, неперпендикулярность боковой поверхности к основанию 0,05 мм на длине 500 мм. Станок оснащен системой ЧПУ Н551, управляемой программоносителем - восьмидорожечной перфолентой, кодированной в системе ISO; число управляемых координат равно 5.
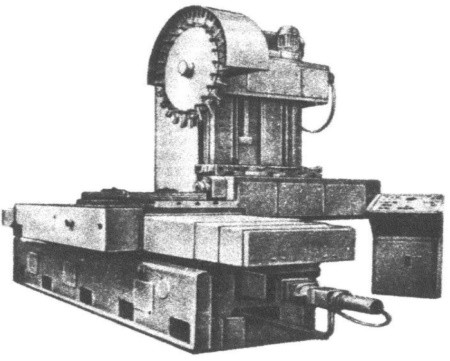
Рис. 5. Горизонтально фрезерный обрабатывающий центр 6305Ф4 Горьковского завода фрезерных станков
Для повышения жесткости на некоторых станках стремятся сократить количество движений заготовки, заменив их движениями инструмента. Один из таких станков выпускает фирма Heller. В отличие от описанных выше, в этом станке заготовка перемещается только в вертикальном направлении и вокруг вертикальной оси. Эти движения осуществляются при помощи Поворотного стола с вертикальной осью вращения, закрепленного на торце ползуна, перемещающегося в вертикальном направлении. Остальные движения (продольное и поперечное) производятся шестишпиндельной револьверной головкой, которая в продольном направлении перемещается по горизонтальным направляющим салазок, а в поперечном - совместно с салазками по направляющим станины. Четыре из шести шпинделей револьверной головки работают с постоянно установленными инструментами. Два из них несут торцовые фрезы различных диаметров, а два других плансуппортные головки. В оставшихся двух, расположенных диаметрально друг против друга, шпинделях инструмент меняется. Сменные инструменты устанавливают в магазине, смонтированном за шпиндельной головкой. При необходимости могут меняться все шесть находящихся в головке инструментов. Вместе с салазками в направлении оси рабочего шпинделя может перемещаться дисковый инструментальный магазин, несущий от 24 до 36 инструментов. Магазин поворачивается вокруг горизонтальной оси и может перемещаться вдоль оси и перпендикулярно к ней по осям Z и X. Замена инструмента осуществляется во время работы в позиции, противоположной рабочему шпинделю (для смены шпинделя револьверная головка поворачивается на 180°). На станке можно выполнять фрезерование торцовыми, цилиндрическими и концевыми фрезами, сверление, цекование, растачивание, развертывание, зенкерование и нарезание резьбы, а плансуппортной головкой - растачивание ступенчатых отверстий, подрезание торцовых поверхностей, растачивание конических отверстий, растачивание канавок, выемок и т. д.
Работа плансуппортной головки управляется ЧПУ, программирование ее работы осуществляется с точностью 0,001 мм; растачиваются отверстия первого класса точности. После окончания растачивания отвод инструмента в исходное положение происходит без повреждения поверхности отверстия. Стол станка имеет вертикальное перемещение по оси Y на 400 мм, продольное перемещение салазок по оси х составляет 800 мм, а ход револьверной головки (ось Z) равен 670 мм, т. е. на станке можно обрабатывать корпусные детали средних размеров. Поворотный стол имеет диаметр 500 мм, он может индексироваться по четырем позициям через 90°. Плансуппортная расточная головка диаметром 220 мм имеет поперечное перемещение своих салазок на 54 мм. Станок имеет 12 ступеней чисел оборотов от 32 до 1420 в минуту и подачи во всех трех направлениях от 16 до 800 мм/мин. Ускоренное перемещение в направлении осей Х и Z равно 6 м/мин, а в направлении оси Y - 5 м/мин. Наибольший диаметр отверстия при сверлении 50 мм, резьбы М35. Наибольший диаметр фрезы 200 мм. Управление станком осуществляется ЧПУ с помощью восьмидорожечной перфоленты, закодированной в системе EIA или ISO. Точность позиционирования 0,01 мм; точность отсчетной системы 0,001 мм. Система ЧПУ управляет перемещениями рабочих органов по осям X, Y, Z, поворотом револьверной головки, работой плансуппортной головки, - изменением режимов резания, коррекцией длины инструмента и т. д. Система отсчета координат имеет плавающий нуль, измерение осуществляется в абсолютных единицах и по приращениям.
Горизонтальные обрабатывающие центры для обработки крупногабаритных заготовок компонуют в большинстве случаев аналогично универсальным горизонтально-расточным станкам. Наибольшее распространение получили компоновки с подвижной в горизонтальном направлении стойкой. Менее распространены компоновки с крестовым столом.
Горизонтально фрезерный обрабатывающий центр 2Б622Ф4, скомпонованный по типу горизонтально-расточного станка с подвижным столом Ленинградского станкостроительного объединения им. Свердлова, имеет типичную компоновку горизонтально-расточного станка с неподвижной стойкой и встроенным поворотным крестовым столом. Стол перемещается в горизонтальной плоскости в двух взаимно перпендикулярных направлениях. Кроме этого, стол имеет возможность поворачиваться на 360° вокруг вертикальной оси. Шпиндельная головка станка, несущая полый и подвижный (скалку) шпиндели, перемещается в вертикальном направлении по стойке, которая закреплена на станине. На фундаменте, рядом со станком установлен цепной инструментальный магазин со встроенным стеллажом. Емкость инструментального магазина - 100 мест, наибольший диаметр автоматически устанавливаемого инструмента - 300 мм. Автоматическая смена инструмента осуществляется при помощи промежуточного носителя и двухпозиционного манипулятора и может происходить в любом положении шпиндельной бабки. Продолжительность смены инструмента 6-8 с. На станке производится обработка корпусных деталей с четырех сторон консольным инструментом. На станке можно производить фрезерование плоскостей, контурное фрезерование плоскостей, сверление, зенкерование, растачивание и развертывание отверстий, нарезание резьб метчиками (работы, выполняемые на горизонтально-расточных станках). Размеры рабочей поверхности стола 120 х 1250 мм; величины рабочих перемещений: продольное (вдоль оси шпинделя) 1000 мм, поперечное - 1000 мм; вертикальное шпиндельной бабки - 1000 мм позволяют обрабатывать корпусные детали аналогичных габаритных размеров. Стол имеет 24 автоматически индексируемых круговых положения, соответственно повороту на 15°. Шпиндель имеет диапазон чисел оборотов от 6,3 до 1250 в минуту и подачи от 1,25 до 1250 мм/мин. Скорость быстрого перемещения 5 м/мин и быстрого вращения стола 4 об/мин. При обработке на станке достигается точность межосевых расстояний 0,07 мм/м, а отклонение от соосности отверстий, расточенных с поворотом стола, не выше 0,03 мм. Точность растачиваемых отверстий соответствует второму классу, шероховатость поверхности ∇6. Станок оснащен системой позиционного программного управления «Размер 2», разрешающей автоматическое управление следующими функциями: перемещением и точным позиционированием подвижных органов станка по пяти координатам, выбором скоростей и включением и выключением вращения шпинделя; выбором скоростей и включением и выключением подач и установочных перемещений; зажимом и освобождением подвижных рабочих органов; сменой инструмента; осуществлением стандартных автоматических циклов и вспомогательных движений. Система ЧПУ обеспечивает возможность переноса начала отсчета координат в пределах всего рабочего объема. Программоносителем является восьмидорожечная перфолента, кодированная в коде ISO.
Обрабатывающий центр с горизонтальным шпинделем и подвижной стойкой приведен на рис. 6. У этого станка станина имеет в плане Т-образную форму; она оснащена направляющими, расположенными взаимно перпендикулярно в горизонтальной плоскости. По одним направляющим в продольном направлении перемещаются салазки, несущие рабочий стол, который может поворачиваться вокруг вертикальной оси, по другим направляющим в поперечном направлении перемещается стойка, оснащенная вертикальными направляющими. Вдоль последних в вертикальном направлении перемещается шпиндельная головка, в которой вмонтирована пиноль с горизонтальным шпинделем. Рабочие подачи инструмента в поперечном направлении осуществляются пинолью, а перемещение стойки производится лишь для предварительной установки, после чего она жестко зажимается на станине. Магазин инструментов смонтирован на дополнительной стойке. Он перемещается в вертикальном направлении синхронно со шпиндельной головкой, вследствие чего смена инструментов может производиться в любом положении шпиндельной головки. Смена инструмента производится двухзахватным манипулятором, установленным на каретке магазина. В отличие от предыдущей компоновки с подвижным в двух направлениях столом эта компоновка обеспечивает большую жесткость, что позволяет производить обработку заготовок на более высоких прогрессивных режимах резания. Кроме того, станки этой компоновки имеют удобный доступ к столу, что позволяет легко автоматизировать смену заготовок.
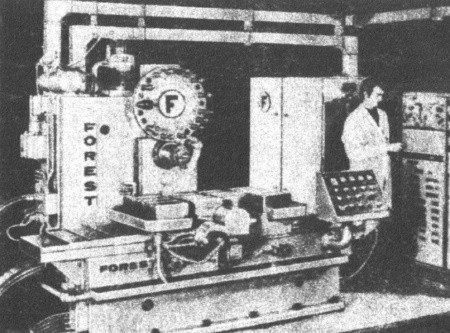
Рис. 6. Обрабатывающий центр с ЧПУ с горизонтальным шпинделем Forest, Франция
Дисковый инструментальный магазин несёт 30 инструментов; время их смены 5 с. На станке могут выполняться все виды работ, необходимые при обработке корпусных деталей. Рабочая поверхность поворотного стола 800 x 800 мм, его перемещения по оси X 830 мм; перемещение шпиндельной бабки в вертикальном направлении по оси Y составляет 630 мм, а стойки вдоль оси Z 800 мм. Скорость вращения шпинделя - от 50 до 3150 об/мин, скорость подачи от 10 до 1000 мм/мин; скорость вращения стола от 0,015 до 1,5 об/мин, скорость ускоренных перемещений 5 м/мин. Станок снабжен системой ЧПУ, информация для которой поступает от восьмидорожечной перфоленты, кодированной в системе ISO. ЧПУ управляет перемещениями по осям X, Y, Z и поворотом стола.
Для повышения жесткости на некоторых горизонтальных фрезерных обрабатывающих центрах, в особенности на станках больших типоразмеров, поперечное перемещение стойки заменяют движением ползуна, несущего шпиндель. Один из таких станков показан на рис. 7. В этом станке по вертикальным направляющим стойки перемещаются салазки, оснащенные направляющими, по которым в горизонтальном направлении перемещается ползун, несущий четырехпозиционную револьверную головку. Магазин инструментов монтируется на салазках ползуна. Смена инструментов производится при заднем положении ползуна. При этом необходимый для работы инструмент устанавливается в заднем шпинделе револьверной головки. Установка инструмента производится манипулятором. Стол станка перемещается по направляющим станины в продольном направлении и несет на себе поворотный стол. в инструментальном магазине цепного типа имеется 36 инструментов; четыре инструмента установлены в револьверной головке.
Наибольший диаметр автоматически сменяемого инструмента 100 мм. Рабочая поверхность стола 1775 x 500 мм, а поворотного стола 500 x 500 мм. Рабочий шпиндель имеет 17 ступеней чисел оборотов от 90 до 3550 в минуту, фрезерный шпиндель - от 45 до 1400 в минуту. Подачи изменяются бесступенчато от 0 до 1775 мм/мин. Скорость ускоренных перемещений 5 м/мин. Точность позиционирования 0,03 мм, точность поворота стола ±4". Вследствие широкого диапазона скоростей и подач револьверной головки, уменьшающей время смены инструмента, наличия автоматической смены плиты для установки и крепления детали и поворотного стола, на станке можно выполнять большое разнообразие работ, необходимых при обработке корпусных деталей. Станок снабжен системой охлаждения, предназначенной Для разбрызгивания или охлаждения туманом. Станок оборудован системой непрерывного числового управления, информация для которой поступает от восьмидорожечной перфоленты в коде ISO. ЧПУ управляет всеми перемещениями, поворотом стола, изменением чисел оборотов и подач, сменой инструмента и поворотом револьверной головки.
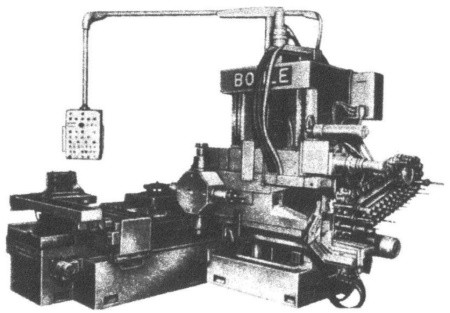
Рис. 7. Горизонтально фрезерный обрабатывающий центр с ЧПУ 65LF/ATC (фирма Bohle)
Для расширения технологических возможностей горизонтальных обрабатывающих центров и повышения точности обработки на них начали встраивать два рабочих шпинделя: один для выполнения обычных работ и второй для особо точных. Станок такой конструкции представлен на рис. 8. В поперечном направлении перемещаются салазки, по которым в продольном направлении перемещается стол с вмонтированным поворотным столом с вертикальной осью вращения. К основанию крепится колонна, по вертикальным направляющим последней перемещается шпиндельная бабка, несущая горизонтальный шпиндель, над которым расположена двухпозиционная револьверная головка. Шпиндель предназначен для выполнения фрезерных работ и тонкого растачивания. При работе этого нижнего шпинделя оба шпинделя револьверной головки находятся в горизонтальном, нерабочем Положении. Для выполнения сверления, растачивания, нарезания резьбы и других работ используется шпиндель револьверной головки. Рабочая поверхность стола 1570 x 945 мм, величины перемещений: стола по оси X 1500 мм, салазок по оси Z 1000 мм и шпиндельной бабки по оси Y 1000 мм. Эти параметры позволяют обрабатывать детали довольно больших габаритных размеров. Диаметр поворотного стола 800 мм. Шпиндель револьверной головки имеет 30 ступеней чисел оборотов от 42 до 4070 в минуту, а фрезерный шпиндель от 23 до 125 об/мин. Оба шпинделя имеют 98 ступеней подач в пределах от 12,5 до 1250 мм/мин.
Поворотный стол имеет восемь позиций при повороте на 45° или 24 позиции при повороте на 15°. Он может иметь непрерывное вращение со скоростью 0,005-1 об/мин. Скорость быстрого перемещения стола и салазок 7,5 м/мин. Магазин содержит 36 инструментов. Наибольший диаметр инструмента в револьверной головке 85 м, а во фрезерном шпинделе 300 мм. Станок снабжается плансуппортной головкой, расширяющей его технологические возможности. Диаметр головки 250 мм. Она имеет 98 ступеней подач от 2,5 до 250 мм/мин. Максимальный диаметр растачиваемого отверстия 500 мм. Точность позиционирования у этого станка ±0,01 мм, точность повторного позиционирования ±0,005 мм; точность поворота стола ±10°; точность диаметра отверстия, растачиваемого универсальным шпинделем, IT7, а фрезерным шпинделем - IT16 при шероховатости поверхности ∇7. Станок оснащен числовым программным управлением, информация для которого записана на восьмидорожечной перфоленте в кoдe EIA или ISO. ЧПУ управляет всеми движениями рабочих органов, сменой инструмента и т. д.
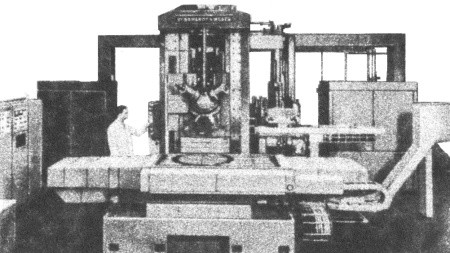
Рис. 8. Фрезерный обрабатывающий центр с двумя горизонтальными рабочими шпинделями MC-4 (фирма Burkhardt und Weber)
На рис. 9 показана шпиндельная бабка станка NC-BEA, предназначенного для комплексной обработки корпусных деталей со всех сторон. Бабка имеет два рабочих шпинделя. Верхний шпиндель предназначен для сверления, зенкерования, развертывания и нарезания резьбы. Второй шпиндель более жесткий, предназначен для выполнения тяжелых обдирочных работ, фрезерования, чернового растачивания и точной обработки плоскостей и отверстий. В этом шпинделе устанавливаются плансуппортная головка, многошпиндельные сверлильные головки, угловые фрезы и т. д. Магазин содержит 36 инструментов, которые могут устанавливаться в нем в любом гнезде и с помощью двух грейферных автооператоров переноситься в шпиндель для сверления и фрезерования.
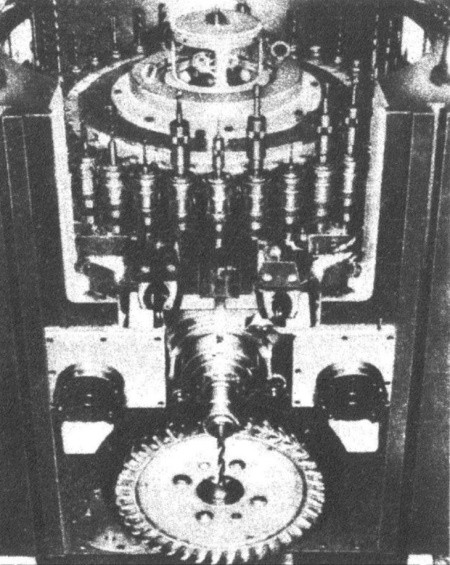
Рис. 9. Шпиндельная бабка с инструментальных магазином и двумя горизонтальными рабочими шпинделями горизонтального обрабатывающего центра NC-BEA (фирма Heller)
