Если рассматривать вертикально фрезерный обрабатывающий центр с ЧПУ или горизонтально фрезерный обрабатывающий центр, то заметим, что процесс обработки заготовок на них полностью автоматизирован. Движение рабочих органов и их остановка в необходимых позициях, величины подач, вращение шпинделя, зажимы рабочих органов, а также смена инструментов производятся автоматически по командам от системы ЧПУ.
Вместе с тем операции загрузки заготовки и съема готовой детали еще во многих обрабатывающих центрах производят вручную. Стремясь максимально сократить время простоя дорогостоящего оборудования, на некоторых станках с горизонтальным шпинделем (особенно на станках крупных типоразмеров) устанавливается два поворотных стола, что позволяет в момент обработки заготовки на одном из них устанавливать новую заготовку на другом.
Некоторые обрабатывающие центры оснащены специальными приспособлениями - стендами, автоматически меняющими спутники, на которых устанавливается деталь. Один из таких обрабатывающих центров со сменными столами приведен на рис. 1. На станке имеются два дополнительных стенда, которые установлены под углом относительно основной станины. Стенды оснащены горизонтальными направляющими, по которым может перемещаться спутник, выполненный в виде круглого стола с пазами. Движение спутника по станине стенда осуществляется автономным гидроприводом. На основном столе имеются такие же направляющие, как на спутнике. Эти направляющие в среднем положении стола являются как бы продолжением направляющих стенда, что дает возможность свободно переносить спутник со станка на один из стендов. Во время обработки заготовки на свободном спутнике, расположенном на одном из стендов, устанавливается деталь. Выверка заготовки осуществляется перемещением спутника по направляющим стенда. Управление приводом стенда производится вручную с пульта, установленного на стенде. После окончания обработки готовая деталь вместе со спутником переносится на свободный стенд, а второй спутник с закрепленной на нем новой заготовкой - со второго стенда на рабочий стол. Процесс смены спутников производится автоматически по командам от системы ЧПУ, время смены спутника с деталью составляет 7-10 с.
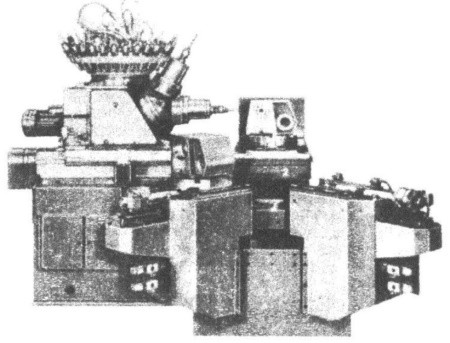
Рис. 1. Обрабатывающий центр MC20A (фирма Burkhardt und Weber) с двумя сменными столами
В обрабатывающем центре MC20 фирмы Burkhardt und Weber к рабочему столу приставлены два неподвижных стенда, несущих на своих направляющих спутники для крепления детали. На рабочем столе обрабатывают деталь, а на правом стенде устанавливают подготовленную к обработке другую деталь. При завершении обработки первой детали она будет перенесена вместе со спутником на левый стенд, а вторая деталь с правого стенда на рабочий стол.
Несколько видоизмененная компоновка со сменными столами представляет собой следующее. Рядом с обрабатывающим центром установлена станина, по горизонтальным направляющим которой перемещается стол. Верхние направляющие стола несут два стола спутника. На одном из них устанавливается деталь, в то время, как на втором, находящемся на станке, обрабатывается деталь. По завершении обработки детали салазки со столом-спутником и деталью перемещается по направлению к станине, и далее стол-спутник войдет в направляющие стола. Стол с двумя спутниками переместится вправо, подведя в рабочее положение второй спутник. Второй спутник с деталью, перемещаясь в поперечном направлении, войдет в направляющие салазок и далее вместе с ними, будет перенесен к шпинделю станка для обработки. Во время обработки второй детали будет снята первая и установлена третья. Время смены спутников с деталью составляет 7 с.
