Конструкции современных машин, вне зависимости от их функционального, целевого или эксплуатационного назначения, проектируются по агрегатному или блочному принципу и компонуются из отдельных самостоятельных сборочных единиц. Каждая сборочная единица, выполняющая определенное назначение, состоит из большого числа разнообразных по форме и размерам деталей, различно ориентированных по отношению друг к другу.
Требуемое взаимное расположение деталей в сборочной единице, их ориентация, соединение и крепление осуществляются корпусной деталью. Корпусные детали являются составной частью почти всех машин и механизмов. Они представляют собой литые или сварные детали коробчатого типа, в которых монтируются и размещаются другие детали и их соединения. Преимущественно, корпусные детали это детали обрабатываемые на обрабатывающих центрах.
Входя в состав машин и приборов, корпусные детали занимают в них основное положение по весу, сложности, трудоемкости и себестоимости их изготовления. В станкостроении вес корпусных деталей составляет до 20% общего веса станка, а трудоемкость их изготовления достигает 15-20 % от общей трудоемкости обработки всех деталей станка. Корпусные детали выполняют в машинах роль базирующих деталей. С их помощью соединяются, координируются и взаимно располагаются в пределах требуемой точности детали, имеющие единое целевое и эксплуатационное назначение. Например, корпусы редукторов, коробки скоростей, коробки передач, коробки подач, коробки отбора мощности и др. соединяют и правильно взаимно располагают опоры, валы, несущие зубчатые колеса, муфты, шкивы, рычаги и вилки переключения и другие детали, предназначенные для передачи вращательного движения и крутящего момента от ведущего к ведомому звену машины.
Большое разнообразие конструкций машин, их узлов и агрегатов, а также конструкций монтируемых в корпусе деталей, разнообразие их размеров и расположений порождают большое число конструкций корпусных деталей, отличающихся конфигурацией, размерами, числом, формой и расположением обрабатываемых поверхностей и их точностью. Несмотря на многообразие и сложность корпусных деталей, стремление к упрощению их обработки вынуждает конструкторов ограничивать форму этих деталей обрабатываемыми плоскостями и отверстиями. Какой бы сложной формы ни был корпус, у него в основном обрабатывают плоскости, их сочетания, основные и крепежные отверстия. Фасонные поверхности, требующие специальной контурной или объемной обработки, у корпусных деталей, как правило, встречаются сравнительно редко. Корпусные детали характеризуются повышенной прочностью, жесткостью, компактностью и значительными габаритными размерами. Для уменьшения веса их проектируют коробчатой и ребристой формы; стенки и внутренние перегородки корпусных деталей должны иметь такие толщины и размеры, чтобы в процессе работы не возникали поломки и не появлялись деформации, ведущие к нарушению точности и снижению работоспособности машин. Наряду с этим корпусные детали должны быть настолько жесткими, чтобы в процессе их обработки не возникали деформации, вынуждающие снижать режимы резания. В зависимости от служебного назначения корпусов и условий работы их изготовляют из стального литья или легированной стали сварными или из модифицированного чугуна, а малонагруженные корпусные детали и корпусы приборов - литьем из алюминия и его сплавов.
По роду работы корпусные детали могут быть предназначены для монтажа деталей и механизмов, преобразующих вращательное движение, к ним относятся:
- корпусы редукторов, коробки скоростей станков, коробки подач станков, фартуки станков и т. д.;
- коробки передач тракторов и автомобилей; коробки отбора мощности тракторов, кранов и т. д.
В этом случае корпусные детали должны обеспечить постоянство и неизменность относительного положения деталей и механизмов, образующих узел, как в статическом состоянии, так и в процессе эксплуатации машин. Плоскости таких корпусов жестко соединяются с сопряженными плоскостями других деталей и не имеют перемещающихся (трущихся) поверхностей.
Эти корпусы характеризуются наличием большого количества отверстий повышенной точности, как правило, расположенных на нескольких осях и в нескольких стенках детали по одной оси. В отдельных корпусных деталях число осей отверстий с точными размерами между ними достигает 30 и более, а число стенок, на которых расположены соосные отверстия 8-10.
Корпусные детали, предназначенные для монтажа деталей и механизмов, преобразующие вращательное движение, могут содержать передачи, работающие с параллельными осями, скрещивающимися осями и пересекающимися под прямым или другим углом. В соответствии с этим основные отверстия могут быть расположены на параллельных стенках корпуса, перпендикулярных и наклонных стенках.
Значительная часть корпусных деталей предназначена для монтажа деталей и механизмов, преобразующих возвратно-поступательное движение во вращательное или наоборот. К ним относятся блоки цилиндров двигателей автомобилей, тракторов, дизелей, мотороллеров, мотоциклов, компрессоров. Эти детали характеризуются наличием рабочих отверстий значительного диаметра и длины, поверхности которых работают при высоком давлении и температуре. К ним предъявляются требования высокой теплостойкости, износостойкости, плотности, герметичности, газо- и водонепроницаемости. Такие отверстия должны обладать высокой точностью размера диаметра, точностью формы в поперечном сечении - круглостью и в продольном сечении - цилиндричностью; поверхности отверстий должны соответствовать высоким классам чистоты. К этим деталям могут быть отнесены корпусы, сделанные за одно целое с гидроцилиндрами, а также корпусы, несущие перемещающиеся цилиндрические гильзы: задние бабки токарных станков, несущие пиноли; механизмы подач сверлильных станков, несущие гильзы со шпинделем, и т. д. Значительная часть корпусных деталей, по условиям работы, должна сама перемещаться вместе с расположенными на них механизмами или передачами. Эти перемещения могут быть непрерывными или периодическими. В этом случае сопряженные поверхности выполнены в виде направляющих плоскостей типа ласточкина хвоста или иной формы. К ним относятся перемещающиеся головки фрезерных станков, головки револьверных станков, механизмы подач сверлильных станков, Поворотные столы делительных столов и т. д.
Отдельную группу корпусных деталей представляют корпусы масляных и водяных насосов. Они характеризуются наличием двух точных полуотверстий. Материал корпуса должен обладать повышенной плотностью, гидронепроницаемостью, износостойкостью. Большую группу корпусных деталей представляют кронштейны, стойки, угольники, характеризующиеся наличием обработанных плоскостей и одного-двух основных отверстий. К корпусным деталям относятся также крышки, имеющие обработанную плоскость и крепежные отверстия. Основные точные отверстия у этих деталей встречаются редко.
Большое распространение получили корпусные детали цилиндрической формы. Это корпусы шпиндельных блоков многошпиндельных автоматов и полуавтоматов; корпус револьверной головки револьверного станка с горизонтальной осью поворота.
Технологический процесс обработки деталей на обрабатывающих центрах зависит не только от их конструктивных особенностей, но в значительной мере и от предъявляемых требований точности. К корпусам прецизионных станков, например, наряду с требованием точности их обработки, предъявляются требования сохранения точности в течение длительного периода эксплуатации станка. Это достигается расчленением процесса обработки на черновые и чистовые операции, между которыми осуществляют операцию старения. Таким образом, корпусные детали можно разделить на две группы:
- детали, не требующие операции старения, черновые и чистовые операции у которых могут быть совмещены;
- детали, подвергающиеся старению, черновые и чистовые операции у которых не могут быть совмещены.
Многообразие конструкций корпусных деталей не позволяет их четко классифицировать по технологическим признакам, поэтому классификацию выполняют по отдельным поверхностям деталей.
В деталях обрабатываемых на обрабатывающих центрах первостепенное значение имеет число сторон у заготовок с которыми предстоит работать (рис. 1). Число обрабатываемых сторон у различных деталей может быть большим, например достигать девяти. Обработка таких деталей требует наличия станков различных компоновок (вертикальных, горизонтальных, с поворотными или глобусными столами, одно- или двухшпиндельных).
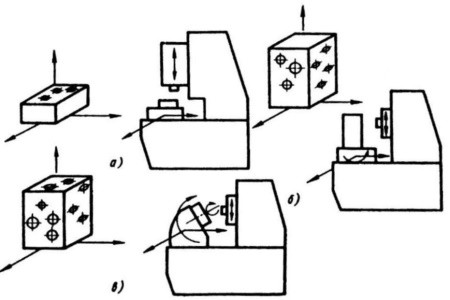
Рис. 1. Варианты обработки различного количества плоскостей на станках: а - с крестовым столом; б - с крестовым и поворотным столами: в - с крестовым и глобусным столами
Анализ технологических признаков возможности обработки корпусных деталей на обрабатывающих центрах, проведенный над 2000 чертежей деталей станкостроительной, автомобильной, тракторной, сельскохозяйственной, крановой, приборостроительной и частично авиационной отраслей промышленности, показывает, что около 20 % деталей обрабатываются за два установа с помощью одного-трех инструментов. К этим деталям не предъявляется высоких требований точности. Их обработку целесообразно осуществлять на недорогих и простых сверлильных, фрезерных и тому подобных станках. Остальные 80 % деталей требуют выполнения большого числа установов, при осуществлении которых необходимое количество инструментов достигает нескольких десятков. Применение фрезерных центров с ЧПУ в данном случае представляется весьма целесообразным. Анализ показал, что 18% общего количества пригодных для обработки на обрабатывающих центрах деталей требуют обработки с одной стороны, 32 % деталей требуют обработки с двух-трех и четырех сторон, что возможно при повороте детали вокруг одной оси (т. е. при наличии поворотного стола), 35 % деталей требуют обработки с пяти-шести и семи сторон, что возможно при повороте детали вокруг двух осей (т. е. при наличии глобусного стола), 15 % деталей требуют обработки с шести-семи и восьми сторон. Во всех случаях одна плоскость детали, по которой производится ее установка, как правило, недоступна для обработки, поэтому такие детали невозможно полностью обработать за один установ и их приходится обрабатывать за несколько установов.
Вторым фактором, характеризующим деталь с точки зрения возможности ее обработки на фрезерном обрабатывающем центре (рис. 2), является расположение обрабатываемых поверхностей (плоскостей). Эти поверхности могут быть расположены в параллельных, перпендикулярных и наклонных плоскостях. Плоские поверхности могут быть внешние открытые - сквозные или внешние замкнутые (сквозная обработка невозможна) и внутренние (обработка возможна при вводе инструмента внутрь детали).
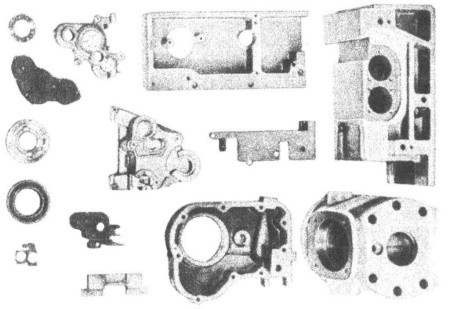
Рис. 2. Расположение обрабатываемых плоскостей в корпусных деталях
Статистический анализ деталей показывает, что 78% плоскостей являются открытыми и могут быть выполнены сквозным, однопроходным фрезерованием, 8% плоскостей требуют обработки по контуру или обработки по двум или трем направлениям перемещения инструмента и 14 % плоскостей требуют внутренней обработки. Анализ показывает, что для 42 % деталей обработку необходимо производить в параллельных плоскостях, у 43% деталей - в перпендикулярно расположенных поверхностях и у 15% деталей плоскости расположены наклонно друг к другу. Третьим фактором являются вид и форма поверхности, обрабатываемой с одной стороны детали (рис. 3): 1 - поверхность состоит из одной сплошной плоскости; 2 - одной плоскости, состоящей из двух частей; 3 - одной плоскости, состоящей из замкнутого прямоугольного контура; 4 - одной плоскости, состоящей из замкнутого фасонного контура; 5 - одной плоскости, состоящей из нескольких приливов; 6 - двух или нескольких параллельных плоскостей, расположенных на разных глубинах; 7 и 8 - одна сторона имеет три, четыре, пять и более обрабатываемых поверхностей, расположенных в параллельных и наклонных плоскостях типа ласточкина хвоста.
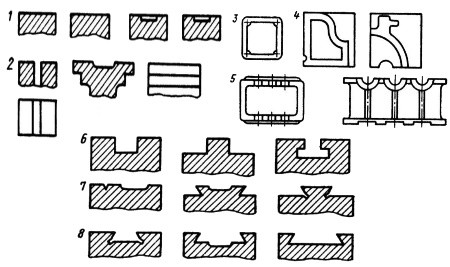
Рис. 3. Формы поверхностей, обрабатываемых с одной стороны детали
Статистический анализ поверхностей деталей показывает, что распределение различных форм поверхностей по применяемости (для случаев, показанных на рис. 3) составляет: 1 - 8%; 2 - 18%; 3 - 30 %; 4 - 14 %; 5 - 16%; 6 - 8 %; 7 - 4 % и 8 - 2 %.
Отверстия корпусных деталей подразделяются на основные, служащие для восприятия опор и базирующих поверхностей, присоединяемых к корпусу деталей; крепежные, служащие для крепления присоединяемых деталей с помощью болтов, шпилек, штифтов; свободные, служащие для удобства обработки, базирования, монтажа, смазки, ремонта и т. д. Анализ конструкций рассмотренных деталей показывает, что технологическую классификацию их основных отверстий целесообразно представить в следующей последовательности: І - наиболее часто встречающиеся типы, формы и сочетания отверстий, расположенных в одной стенке детали; ІІ - схемы взаимного сочетания отверстий, расположенных на одной оси в нескольких параллельных стенках детали; ІІІ - схемы взаимного расположения осей в различных сторонах детали.
Среди деталей обрабатываемых на обрабатывающих центрах наиболее часто встречаются определенные типы, формы и сочетание отверстий, расположенные в одной стенке, которые представлены на рис. 4. Их можно подразделить по технологическому принципу на: А - гладкие отверстия, обработка которых возможна с одной стороны детали; Б - гладкие отверстия, имеющие выточки и канавки, обработка которых возможна с одной стороны детали; В - ступенчатые отверстия без канавки и с канавками, обработка которых возможна с одной стороны детали; Г - глухие отверстия, гладкие и ступенчатые, обработка которых возможна с одной стороны детали; Д - отверстия двусторонние ступенчатые и гладкие, обработка которых возможна с двух сторон детали; E - отверстия гладкие или ступенчатые с наличием на внутренней стороне стенки подрезанного торца или выточки, обработка которых возможна при установке инструмента внутри детали или при установке инструмента специальной конструкции; Ж - фасонные отверстия.
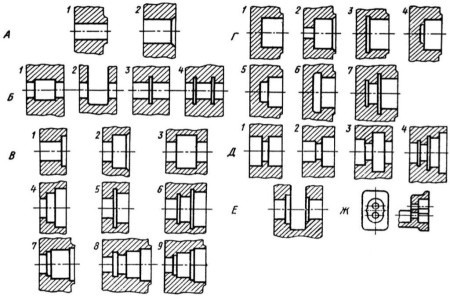
Рис. 4. Варианты и сочетания отверстий, расположенных в одной стенке детали
Отверстия, расположенные на одной оси в нескольких параллельных стенках. В корпусных деталях, отверстия которых предназначены для монтажа валов, шпинделей, червяков и других подобных деталей, они располагаются на одной оси в двух или нескольких параллельных стенках. По технологическому признаку схемы сочетания отверстий подразделяются на следующие:
- А. Взаимное сочетание гладких отверстий (рис. 5): 1 - отверстия одного диаметра на одной оси; 2 - отверстия с уменьшающимися в одном направлении диаметрами на одной оси; 3 - отверстия с возрастающими в одном направлении диаметрами на одной оси; 4 - отверстия с возрастающими навстречу диаметрами на одной оси; 5 - отверстия с уменьшающимися навстречу диаметрами на одной оси.
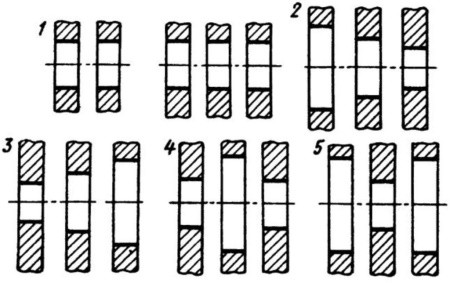
Рис. 5. Взаимное сочетание гладких отверстий, расположенных на одной оси
- Б. Взаимное сочетание ступенчатых отверстий (рис. 6): а) односторонне направленные ступенчатые отверстия на одной оси: 1- отверстия с одинаковыми диаметрами ступеней; 2 - наибольший диаметр ступенчатого отверстия во второй стенке меньше наименьшего диаметра ступенчатого отверстия, расположенного в первой стенке детали; 3 - наибольший диаметр ступенчатого отверстия во второй стенке больше наименьшего диаметра ступенчатого отверстия, расположенного в первой стенке детали; б) противоположно направленные ступенчатые отверстия на одной оси: 4-5 - отверстия с одинаковыми диаметрами ступеней; 6-7 - отверстия с разными диаметрами ступеней; 4 и 6 - отверстия с уменьшающимися навстречу диаметрами ступеней; 5 и 7 - отверстия с увеличивающимися навстречу диаметрами ступеней; в) сочетания перечисленных выше систем отверстий.
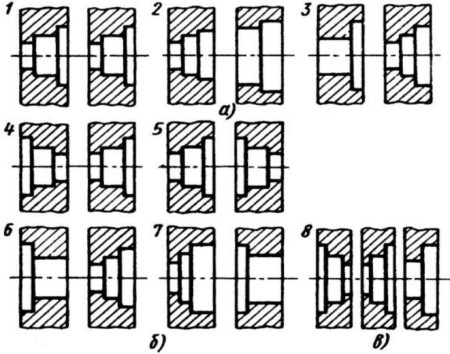
Рис. 6. Взаимное сочетание ступенчатых отверстий, расположенных на одной оси
- В. Взаимное сочетание ступенчатых и гладких отверстий (рис. 7): а) ступенчатое отверстие расположено в передней стенке, а гладкое - в задней стенке детали; когда наибольший диаметр ступенчатого отверстия у передней стороны детали: 1 - диаметр гладкого отверстия равен или меньше диаметра наименьшего ступенчатого отверстия; 2 - диаметр гладкого отверстия больше. диаметра наименьшего ступенчатого отверстия; когда наибольший диаметр ступенчатого отверстия у задней стороны детали: 3 - диаметр гладкого отверстия меньше наибольшего диаметра ступенчатого отверстия; 4 - диаметр гладкого отверстия больше диаметра наибольшего ступенчатого отверстия; б) ступенчатое отверстие расположено в задней стенке детали, а гладкое - в передней стенке; когда наибольший диаметр ступенчатого отверстия у передней стенки детали: 5 - диаметр гладкого отверстия меньше диаметра наибольшего ступенчатого отверстия; 6 - диаметр гладкого отверстия больше диаметра наибольшего ступенчатого отверстия; когда наибольший диаметр ступенчатого отверстия у задней стенки детали: 7 - диаметр гладкого отверстия меньше или равен диаметру наименьшего ступенчатого отверстия: 8 - диаметр гладкого отверстия больше диаметра наименьшего ступенчатого отверстия; в) сочетание систем перечисленных выше отверстий, расположенных в трех и более стенках детали.
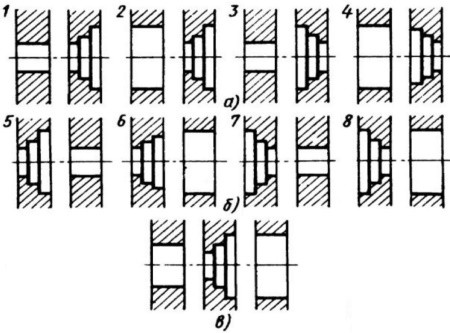
Рис. 7. Взаимное сочетание ступенчатых и гладких отверстий, расположенных на одной оси
- Г. Взаимное сочетание различных типов отверстий, расположенных на одной оси.
Отверстия, расположенные на разных сторонах детали. Взаимное расположение осей подобных отверстий в корпусных деталях, исходя из технологических признаков, показано на рис. 8 и 9: 1 - отверстия с параллельными осями, расположенными в одной стенке детали; 2 - отверстия с параллельными осями, расположенными в двух параллельных стенках, расстояние меж. ду которыми мало; 3 - отверстия с параллельными осями, расположенными в двух или нескольких параллельных стенках; 4 - фасонное отверстие, составленное из двух цилиндрических отверстий с параллельными осями, расположенными в одной стенке детали; 5 - отверстия с перпендикулярными осями, расположенными в одной плоскости в нескольких стенках; 6 - отверстия с перпендикулярными осями, расположенными в нескольких перпендикулярных плоскостях, в нескольких стенках; 7 - отверстия со скрещивающимися осями в нескольких стенках; 8 - отверстия с параллельными и перпендикулярными осями, расположенными в нескольких стенках детали; 9 - отверстия с параллельными, перпендикулярными и наклонными осями, расположенными в нескольких стенках детали.
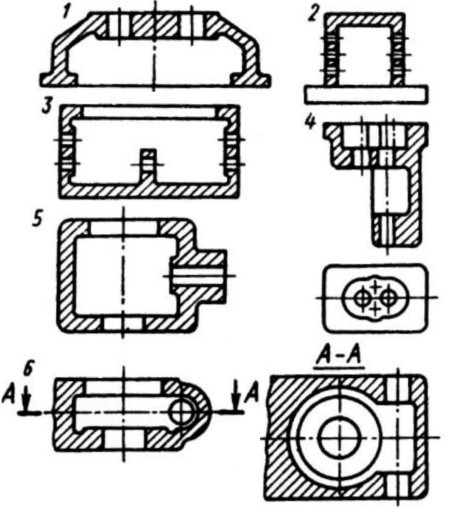
Рис. 8. Взаимное расположение осей отверстий.
Анализ конструкций деталей обрабатываемых на обрабатывающих центрах показал, что размеры диаметров основных отверстий колеблются в довольно значительных пределах (от 16 до 500 мм) и в основном зависят от вида изделия. Диаметры отверстий в корпусных деталях станков наиболее часто ограничены размерами 20-150 мм. Отверстия в корпусных деталях автомобилей имеют диаметры от 30 до 200 мм, в корпусных деталях кранов - от 40 до 320 мм, в корпусных деталях приборов - от 16 до 60 мм.
Рис. 9. Примеры деталей со сложным расположением осей отверстий
Распределение количества отверстий в зависимости от их диаметра характеризуется данными на рис. 10.
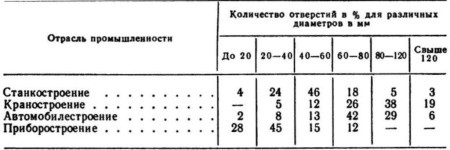
Рис. 10. Количество отверстий различных диаметров в корпусных деталях
Статистический анализ показывает, что большинство отверстий в корпусных деталях обрабатываемых на обрабатывающих центрах выполнено гладкими вследствие простоты их изготовления. Повторяемость отверстий, расположенных в одной стенке (см. рис. 4), по их типу и форме характеризуют следующие данные (форма поверхности - применяемость в %): А-80; Б-2; В-12; Г-1; Д-3; Е-1; Ж-1.
Частота повторяемости схем взаимного сочетания гладких отверстий (см. рис. 5), расположенных на одной оси, характеризуется следующими данными: (схема - применяемость в %): 1-22; 2-57; 3-; 4/1; 5-20.
Схемы взаимного положения осей отверстий, расположенных на разных сторонах корпусных деталей, зависят от вида изделия: первая схема наиболее часто встречается у блоков цилиндров двигателей автомобилей и холодильных компрессоров; вторая и третья схемы имеют наибольшее распространение и встречаются в коробках скоростей, коробках подач, фартуках и консолях станков, редукторах кранов, коробках передач автомобилей и т. д. Четвертая схема встречается в корпусах масляных и водяных насосов и т. д. Пятая схема присуща корпусам и редукторам с коническими прямозубыми передачами. Шестая схема встречается в корпусах редукторов с многоступенчатой конической передачей, корпусах пусковых двигателей, фартуках токарных станков и т. д. Седьмая схема типична для корпусов червячных редукторов, цилиндрических и глобоидных, а также корпусов передач с цилиндрическими и коническими винтовыми зубчатыми колесами. Восьмая и девятая схемы типичны для корпусных деталей всех отраслей машиностроения.
В результате статистического анализа распространения каждой схемы взаимного расположения осей получены следующие данные (схема расположения осей - применяемость в %): 1-5; 2-7; 3-48; 4-1; 5-16; 6-5; 7-12; 8-4; 9-2.
Наибольшее количество отверстий при обработке корпусных деталей на обрабатывающих центрах приходится на долю крепежных и прочих отверстий. Эти отверстия предназначены для крепления присоединяемых к корпусу деталей, удобства обработки основных отверстий, смазки деталей, монтажа гидро- и воздухопроводов и аппаратуры и т. п. Они отличаются разнообразием формы, размерами и точностью исполнения. Наиболее типичные формы отверстий представлены на рис. 11. Данные статистического анализа применяемости типовых отверстий приведены в таблице на рис. 12.
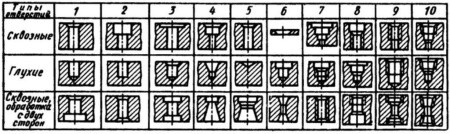
Рис. 11. Формы крепежных отверстий
Применяемость диаметров крепежных отверстий характеризуется следующими данными (диаметр отверстия в мм - применяемость в %): (3-6)-6; (6-10)-30; (10-16)-58; (16-20)-4; (20-25)-2.
Анализ размеров и формы основных и крепежных отверстий показывает, что на каждой стороне детали имеется несколько одинаковых отверстий, процесс обработки которых также одинаков. Одинаковые отверстия образуют группу отверстий. В одной стороне детали, как правило, имеется несколько групп отверстий. В другой стороне детали некоторые группы отверстий повторяются, некоторые группы образованы вновь. Одинаковые отверстия во всех сторонах образуют свою группу отверстий. У каждой корпусной детали несколько групп отверстий. Чем меньше групп отверстий, тем меньше необходимо инструментов для их обработки и тем меньше необходимо программировать циклов их обработки.
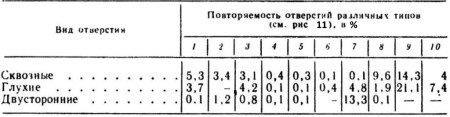
Рис. 12. Повторяемость типовых отверстий
Классификация деталей для обработки на фрезерных центрах
Правильный подбор деталей является одним из основных факторов, определяющих успешно будут работать обрабатывающие центры с ЧПУ или же иметь низкую эффективность. Поэтому очень важен анализ деталей по их техническим характеристикам и требованиям. Были рассмотрены узлы различного назначения: узлы насосов, двигателей, редукторов, коробок скоростей и подач, панелей и т. д. Даже при большом наименовании деталей в машине (до 1,5-2 тыс.) число корпусных, плоских деталей или деталей сложной конфигурации не превышает 5 %.
Детали можно разделить на три группы сложности. Первая группа - сложные детали, имеющие от 6 до 12 обрабатываемых плоскостей, с поворотом при обработке вокруг двух осей, а также свыше 50 отверстий, из которых 8-10 должны быть обработаны по квалитетам H9 и H7 с точностью межосевых расстояний ±0,1 мм. Точность взаимного расположения поверхностей не более 0,05 мм, Ra = 2,5 мкм, допуск на размеры обрабатываемых контуров не более ±0,1 мм.
Вторая группа - детали, имеющие три-пять обрабатываемых плоскостей, с поворотом при обработке вокруг двух осей, а также от 15 до 50 отверстий, из которых два-три обрабатываются по квалитетам H9, H7 с точностью межосевых расстояний ±0,3 мм. Точность взаимного расположения поверхностей не более 0,1 мм, Ra = 2,5 мкм, допуск на размеры обрабатываемых контуров - не более ±0,3 мм. Третья группа - детали, имеющие отверстия с точностью H11 и ниже, с поворотом детали вокруг одной оси или обработки с одной стороны, технические требования в пределах допусков на размеры. Для обработки на обрабатывающих центрах целесообразно отбирать детали первой и второй групп сложности и только при неполной загрузке дополнять деталями третьей группы. Наилучшими для обработки являются заготовки, размеры которых максимально вписываются в рабочую зону станка.
В приборостроении свыше 50% деталей по размерам не превышает 250X250 мм, в станкостроении детали до 400х400х400 мм составляют до 60%. Важным показателем при выборе деталей является ее материал. Обрабатывающие центры с ЧПУ предназначены для обработки различных материалов, однако для более эффективной эксплуатации рекомендуется однотипный материал.
Корпусные призматические детали, плоские и сложной конфигурации, требующие обработки с трех-шести сторон, разнообразны по техническим параметрам. Для использования стандартных базирующих элементов, комплектов крепления, режущего и вспомогательного инструмента они могут быть разделены по базирующим поверхностям, числу, виду и расположению обрабатываемых плоскостей и отверстий. По базирующим плоскостям различают детали с плоскостями направляющих различного вида: прямоугольными, призматическими или комбинированными (с плоскостями большей площади); имеющими небольшую плоскость базирования; в виде фланцев; плоскостями - опорами цилиндров или поверхностями самих цилиндров. Так как детали приходится обрабатывать с нескольких сторон с перестановкой, то базовыми плоскостями, опорными и упорными, служат почти все внешние поверхности детали. Базирующими плоскостями могут оказаться и внутренние поверхности. Анализ корпусных деталей показал, что 18% деталей требует обработки с одной стороны, 32% деталей необходимо поворачивать вокруг одной оси, чтобы обработать их с двух-четырех сторон. Остальные 50% деталей обрабатываются с пяти-шести сторон, что возможно при вращении детали вокруг двух осей (рис. 13, а, б).
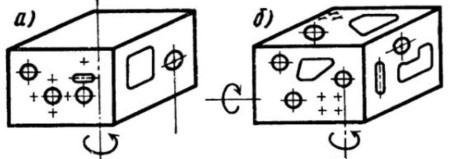
Рис. 13. Оси поворота детали для обработки с четырех сторон (а) и пяти-шести сторон (б)
Рассмотрим детали с обрабатываемыми плоскостями и отверстиями на наружных стенках (рис. 14, а).
При большой разнице между размерами детали и рабочей зоной обработки, чтобы не удлинять режущий и вспомогательный инструмент, деталь необходимо смещать в зону, наиболее удобную для обработки, с последующей ее переустановкой. Следующий вид - детали с внешними плоскостями, значительно смещенными относительно основных стенок (рис. 14, б).
Обработка точных поверхностей этих деталей затруднена. То же относится к корпусным деталям, когда обрабатываемые отверстия или плоскости находятся внутри детали на значительной глубине или необходимо обрабатывать глубокие отверстия. Встречаются случаи, когда обрабатываемые отверстия или плоскости находятся внутри детали (рис. 14, в). К этому же случаю относятся внутренние выборки, канавки, отверстия и плоскости по размерам большие, чем отверстия на внешних стенках. Для обработки таких поверхностей во многих случаях используется специальный режущий и вспомогательный инструмент, а также возможности обрабатывающих центров, связанные с ориентацией шпинделя, круговой интерполяцией, трех- и четырехкоординатной интерполяцией. Для многих корпусных деталей характерно сочетание всех видов расположения обрабатываемых поверхностей. Основные виды поверхностей, отверстий и плоскостей, классифицируют, что позволяет упростить технологическую подготовку, создав стандартные циклы.
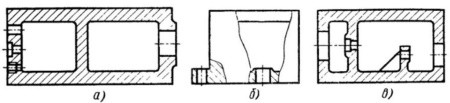
Рис. 14. Детали с внешним (а), смещенным (б) и внутренним (в) расположением обрабатываемых поверхностей
Отверстия в деталях можно разделить на сквозные, глухие, глубокие и внутренние. Сквозные отверстия (рис. 15, а) имеют свободный выход из материала, т. е. возможен перебег инструмента при обработке. В плоских деталях сквозные отверстия могут обрабатываться с любой из сторон. Глухие отверстия (рис. 15, б) не имеют выхода, т. е. обрабатываются в упор, или же имеют ограниченный выход. Глубокие отверстия - отверстия, у которых l>4d (рис. 15, в). Для обработки внутренних отверстий (рис. 15, г) требуется ввод инструмента в деталь перед началом обработки и вывод после ее окончания. Отверстия необходимо характеризовать по точности. Для корпусных деталей 10 % отверстий изготовляют по квалитету Н6, свыше 50% отверстий по H7, 30% - по H9 и до 10% - по H10 или H11. Большое число отверстий приходится на долю крепежных, большая часть которых имеет резьбу до М16. Диаметры отверстий не превышают 200 мм. Большая номенклатура отверстий требует большого числа инструмента, иногда превышающего емкость магазина.
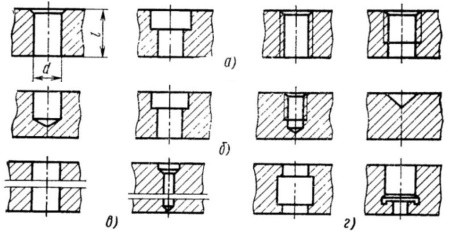
Рис. 15. Виды отверстий: a - сквозные; б - глухие; в - глубокие; г - внутренние
Плоскости на деталях можно разделить на три группы по характеру используемого инструмента: большой площади, т. е. Ширина фрезерования больше диаметра фрезы (B>Dф), малой ширины, т. е. В<Dф, и плоскости, требующие для обработки специальных инструментов. Обработку плоскостей можно производить за один или несколько проходов. В корпусных деталях, плоских и сложной конфигурации, могут встречаться плоскости, формирующие поверхности специального назначения, к которым относят различного вида канавки, Т-образные и V-образные пазы, направляющие, V-образные призмы.
Следует выделить отверстия большого диаметра (>50 мм) и резьбы >м30. Резьбовые отверстия большого диаметра, внутренние и наружные, необходимо обрабатывать с помощью специального инструмента. До 60% резьб большого диаметра имеют мелкий шаг. Допускаемые отклонения от номинального межосевого расстояния равны ±(0,01÷0,3) мм, причем 12% деталей имеют допуск до 0,01 мм, 30% деталей 0,02-0,09 мм, а остальные 58% - свыше 0,1 мм. Допуск на межосевое расстояние между отверстиями во многом определяет последовательность установки и обработки. 95% деталей имеют допуск менее 0,1 мм между отверстиями, не связанными с базовыми поверхностями.
Отверстия по квалитету H7 под подшипники должны иметь отклонение от овальности и конусности не более 0,005-0,015 мм и Ra=1,25 мкм. Отклонение от овальности и конусности отверстий по квалитету H9 и H7 обычно находится в пределах допуска на размер. Отклонение от плоскостности и прямолинейности оговаривают только для базовых плоскостей. Технические требования на взаимное расположение поверхностей до 0,01-0,02 мм могут быть выполнены на высокоточных обрабатывающих центрах.
На фрезерных обрабатывающих центрах может быть получена шероховатость Ra=1,25 мкм. Многое зависит от применяемого инструмента, однако возможность каждого конкретного обрабатывающего центра должна быть установлена в результате технологических испытаний станка. Проведенный анализ корпусных, плоских и деталей сложной конфигурации показывает, что при обработке на обрабатывающих центрах возникают сложные технологические задачи, от оптимального решения которых зависит эффективное использование дорогостоящего оборудования. При этом необходимо учитывать тенденции при проектировании новых деталей. Требования к повышению качества деталей приводят к уменьшению допусков на размеры и повышению технических требований.
Преимущества обрабатывающих центров с ЧПУ могут быть максимально использованы, если при конструировании детали будут учтены вопросы ее технологичности применительно к этим станкам. Особенности технологичности связаны с возможностями станков, необходимостью сокращения основного и вспомогательного времени, обеспечения безопасности работы, в первую очередь повышают требования к отливке. Так как на современных обрабатывающих центрах обработка начинается во многих случаях без подготовки базовых поверхностей, необходимо, чтобы через базовые плоскости не проходил разъем формы. На базовых поверхностях не должно быть раковин, трещин, газовых и шлаковых включений. Обязательно должны выдерживаться припуски на механическую обработку, так как в противном случае требуются изменения в программе обработки или может возникнуть аварийная ситуация из-за поломки инструмента. Появление отбелов в отливках из чугуна, внутренних раковин, смещений приводит к поломке инструмента и браку детали.
Точные плоскости лучше выделять в виде платиков над остальными поверхностями. В некоторых случаях не рекомендуется получать отверстия при литье, особенно если базирование осуществляется на литые поверхности. Ребра детали следует занижать по отношению к уровню обрабатываемых поверхностей. При входном контроле внимание следует обращать на припуск под обработку, отсутствие песка или любых других включений в отверстиях или выборках, наличие смещений отверстий относительно базовых плоскостей, наличие участков повышенной твердости и т. д. При обнаружении дефектов необходимо принимать решение о коррекции программы, направлении детали на дополнительную обработку или коррекции установочных базовых элементов. Кроме требований к отливкам, предъявляются и другие технологические требования. Так, конструкция детали должна обеспечивать минимальное число переустановок для ее полной обработки. Необходимо предусматривать в детали ограничения, связанные с минимальными и максимальными диаметрами отверстий и резьб. В большинстве современных конструкций обрабатывающих центрах не предусмотрено предохранение инструмента от поломок, поэтому следует обратить внимание на то, чтобы в деталях не допускалось пересечение отверстий, имеющих выход на литейные скосы и переходы. Обязательна унификация номенклатуры отверстий, особенно высокоточных и резьбовых, требующих для обработки несколько инструментов. Это позволяет сократить номенклатуру инструмента, особенно в случае небольшой емкости магазина. С этой же целью диаметры свободных отверстий должны быть согласованы с диаметрами предварительно обрабатываемых отверстий под резьбу. Желательна обработка резьбовых и растачиваемых отверстий на проход. Глубина обработки должна соответствовать возможностям стандартного инструмента. Глухие резьбовые отверстия должны иметь достаточную глубину сверления для выхода заборной части метчика. В глухих высокоточных отверстиях обязательно указывать длину посадки. Точки прижима детали к опоре должны соответствовать опорным точкам. Необходимо унифицировать обрабатываемые отверстия не только в одной детали, но и во всей группе отобранных для обработки деталях. Групповой технологический анализ позволяет сократить не только номенклатуру инструмента, но число и номенклатуру оснастки для базирования и крепления детали.
Для уменьшения числа ошибок координаты отверстий и размеры до плоскостей следует задавать от базы. Если имеется группа одинаковых отверстий с определенным шагом, то достаточно задание шага. Симметричная обработка вдвое уменьшает объем программы. Сечения располагают так, чтобы максимально облегчить поиск координат и свести до минимума пропуски обработки и ошибки в определении координат. В сложных деталях со множеством обрабатываемых поверхностей следует обрабатываемые плоскости и отверстия, а также стороны обработки нумеровать на проекциях и сечениях. Для сложного профиля необходимо задавать координаты опорных точек дуг окружности. Если профиль отличается от окружности, необходимо давать координаты опорных точек с дискретностью, обеспечивающей выполнение профиля вписанными дугами окружности с помощью круговой интерполяции или прямыми с помощью линейной интерполяции. Таким образом, комплексный анализ деталей перед обработкой на фрезерных обрабатывающих центрах с ЧПУ позволяет найти оптимальные варианты переходов, обеспечивая наибольшую производительность.
