Обработка деталей на обрабатывающих центрах имеет ряд особенностей, связанных с широкими техническими возможностями этих прогрессивных станков. Поэтому построение технологических процессов обработки деталей на них в значительной степени отличается от процессов обработки на обычных станках.
Максимальная автоматизация всего процесса обработки детали при минимальном числе ручных работ. Все рабочие и вспомогательные движения режущего инструмента, изменения режимов резания, подача охлаждающей жидкости, перемещения и поворот обрабатываемой детали, изменения направления, величина перемещений и смена режущих инструментов осуществляются автоматически, при управлении от перфорированных лент, на которых закодирована вся последовательность движений отдельных органов станка. Для снижения времени установки и снятия детали в некоторых конструкциях станков предусмотрены дополнительные столы.
Наибольшая концентрация обработки поверхностей детали за один ее установ. Так как весь процесс обработки детали на обрабатывающих центрах осуществляется автоматически (за исключением установки и снятия детали), то уменьшение количества установок уменьшает объем ручных работ и, следовательно, уменьшает трудоемкость обработки. Следует считать целесообразным выполнение полной обработки детали на этих станках при одном ее установе на поворотном столе. Максимальная концентрация обработки поверхностей позволяет значительно уменьшить число необходимых установов (операций) при обработке детали на обрабатывающих центрах по сравнению с числом установов той же детали на обычных станках.
Максимальная концентрация обработки деталей на обрабатывающих центрах возможна за счет широких технологических возможностей этих станков, позволяющих выполнить различные виды обработки: торцовое, цилиндрическое и контурное Фрезерование, сверление, рассверливание, зенкерование, растачивание, цекование, развертывание и нарезание резьбы. Точность размеров между отдельными поверхностями детали и точность взаимного расположения последних значительно выше при обработке с одного установа.
Максимальная концентрация обработки на одном станке делает необходимым осуществление установки и крепления заготовки детали по черным необрабатываемым поверхностям так, чтобы все подлежащие обработке поверхности были доступны для инструментов. При отсутствии условий крепления детали по черным необрабатываемым поверхностям иногда используют ложементы, отливаемые из алюминиевых сплавов или эпоксидных смол. При невозможности исполнения и этих условий целесообразно, чтобы полная обработка деталей выполнялась на обрабатывающем центре не более чем за два установа (операции). За первый установ осуществляется обработка базовых поверхностей и поверхностей, обработка которых возможна при том же креплении детали, за второй - обработка всех остальных поверхностей. Крепление заготовок по черным поверхностям должно обеспечивать для всей партии постоянство их положения относительно начала отсчета координат для обеспечения равномерного распределения припуска на каждой обрабатываемой поверхности.
При обработке деталей на обрабатывающем центре никакие изменения последовательности выполнения переходов, смены инструментов, движений рабочих и исполнительных органов станка, режимов резания и других запрограммированных условий обработки в процессе работы станка невозможны. Настройка станка, число, номенклатура и размеры устанавливаемых в магазине инструментов, заданная программа на программоносителе должны обеспечить полное выполнение всех предусмотренных видов обработки (технологических операций) при одной наладке станка. Это требует особо тщательной и продуманной проработки всех элементов технологии обработки деталей.
Большая номенклатура корпусных деталей по технологическому процессу их обработки требует естественного или искусственного старения. Старение вынуждает делить процесс обработки на черновые и чистовые операции, между которыми оно выполняется. Корпусные детали из легких сплавов обычно проходят естественное старение во время межоперационного пролеживания. Это не позволяет полностью концентрировать процесс обработки и осуществлять всю обработку детали при одной ее установке вследствие возможного коробления и брака. В подобных случаях обработку деталей можно проводить на отдельных станках для предварительной и окончательной обработки. К станкам, выполняющим предварительные черновые операции, предъявляются при этом меньшие требования по точности. При обработке деталей на обрабатывающем центре желательно производить их старение до начала обработки, однако это связано с опасностью возникновения коробления после снятия литейных корок и удаления основного припуска. Поэтому при обработке деталей сложной конфигурации возможность старения деталей перед их обработкой должна проверяться экспериментально.
Процесс обработки деталей на обрабатывающих центрах обычно осуществляется без специальной оснастки, в основном используются нормальные принадлежности к станку. Растачивание основных отверстий и сверление крепежных отверстий производится без расточных приспособлений и кондукторов, инструменты не направляются кондукторными втулками. Все параметры точности детали обеспечиваются точностью станка, инструментов и точностью исполнения команд системы управления. Поэтому следует избегать предъявления к деталям чрезмерно высоких требований точности; завышение этих требований затрудняет процесс обработки, требует дополнительных проходов и инструментов, а также усложняет наладку станка.
Нецелесообразно фрезеровать плоскости фрезами большого диаметра. При установке в инструментальном магазине (особенно звездообразного или револьверного типа) они перекрывают соседние гнезда, установка инструментов в которых становится невозможной. Смена инструментов больших размеров автооператором осложняется. Фрезерование не сплошных поверхностей целесообразно выполнять обходом по контуру фрезами малого диаметра.
Обработка отверстий осуществляется инструментами без их поддержки кондукторными втулками, т. е. инструментами консольной конструкции. Для повышения точности обработки, уменьшения увода и отжатия инструментов они должны быть выполнены жесткими, т. е. короткими. Поэтому растачивание отверстий, лежащих на одной оси, и отверстий расположенных в нескольких параллельных стенках, приходится выполнять с двух сторон - поворотом стола с деталью. Одновременное растачивание несколько лежащих на одной оси отверстий одной расточной борштангой, выполняемое с одной стороны детали, не обеспечивает требуемых межосевого расстояния и параллельности осей, а также соосности отверстий из-за отжатия и увода инструмента.
Обычно обрабатывающие центры имеют один инструментальный шпиндель, поэтому обработка поверхностей выполняется последовательно без совмещения переходов. Работа без кондукторных втулок при наличии одного шпинделя позволяет растачивать отверстия с малыми межосевыми расстояниями и близкими осями при одной установке детали (невозможность растачивания или сверления близко расположенных отверстий на агрегатных или радиально-сверлильных станках по кондукторным втулкам вынуждает делить процесс обработки на несколько операций или позиций). Интенсивность выделения тепла при работе одним инструментом значительно меньше, чем при многоинструментной обработке, поэтому тепловые деформации детали ниже тепловых деформаций, возникающих при их обработке на продольно-фрезерных и агрегатных станках.
Вся последовательность обработки различных поверхностей детали на обрабатывающих центрах, перемещения рабочих органов станка, обеспечение длин хода инструмента, межосевых расстояний, позиционирования, расстояния между плоскостями, расстояния осей отверстий от базовых плоскостей и т. д. осуществляются системой ЧПУ. Весь отсчет размеров в процессе обработки ведется от начала отсчета, принятого на станке. Для обеспечения выполнения требуемых размеров детали необходимо при ее установке согласовать начало отсчета размеров детали с началом отсчета размеров станка. Поэтому у деталей, обрабатываемых на этих станках, должна быть тщательно проанализирована система простановки размеров на чертежах, так чтобы она по возможности совпадала с их отсчетом на станке.
Методы и последовательность обработки детали на обрабатывающем центре
При обработке деталей на обрабатывающих центрах, так же как и при их обработке на универсальных и специальных станках, наряду с всемерным стремлением повышения производительности труда необходимо обеспечить точность отдельных поверхностей и их взаимного расположения в соответствии с требованиями технических условий. При использовании обрабатывающих центров в различных отраслях промышленности не были созданы новые методы обработки, повышающие производительность и точность, а были применены известные методы обработки. Поэтому технологический процесс обработки корпусных деталей на этих станках такой же, как и на других станках. Особенности обработки на обрабатывающих центрах вынуждают выбирать из существующих методов наиболее приемлемые для каждого случая; укажем некоторых из них.
Сверление отверстий в детали на обрабатывающих центрах осуществляется без направления инструмента кондукторными втулками, поэтому перед сверлением короткими центровыми сверлами производят центровку, препятствующую уводу инструмента (рис. 1). Оставшийся след центрового сверла после сверления может служить фаской, облегчающей врезание метчика, если нарезается резьба. Общепринятый технологический процесс обработки крепежных отверстий (сверление, цековка фаски, нарезание резьбы) несколько изменяется: центровка (цековка фаски), сверление, нарезание резьбы.
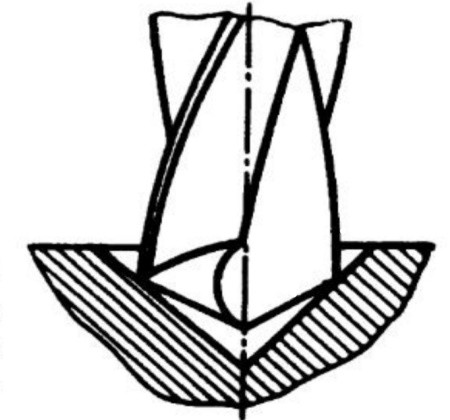
Рис. 1. Сверло, направляемое центровым гнездом на обрабатывающем центре
Первый проход при обработке литых отверстий детали на обрабатывающем центре необходимо выполнять растачиванием резцом, установленным в борштанге. Неравномерность снимаемого припуска при первом проходе вызывает отжим и увод инструмента. Если первый проход выполняется зенкером, то вследствие неравномерного припуска радиальная и тангенциальная составляющие резания, возникающие на каждом лезвий инструмента, будут неодинаковы, равнодействующая этих сил смещает и уводит инструмент, а следовательно, и ось обработанного отверстия относительно требуемой координаты. Так как тело зенкера недостаточно жесткое, то диаметр отверстия остается неизменным.
Последующая обработка отверстия многолезвийными инструментами не может полностью изменить положение оси. При растачивании отверстия резцом неравномерный припуск непрерывно изменяет действующую на лезвие силу резания, смещая резец коси. Расточенное отверстие не будет круглой формы, но увод и смещение оси будут значительно меньше. Последующее растачивание отверстий может полностью восстановить требуемое положение оси. Следовательно, при обработке литых отверстий необходимо отдавать предпочтение растачиванию, а не зенкерованию. Хотя оно и производительнее растачивания. Для уменьшения радиальной составляющей силы резания при зенкеровании рекомендуется применять зенкеры с торцовыми режущими лезвиями, так как возникающие в этом случае осевые силы меньше деформируют стержень инструмента или борштангу и вызывают меньшее отклонение и увод оси.
Первый переход у литых отверстий большого диаметра деталей при обработке на обрабатывающем центре целесообразно выполнять фрезерованием концевыми фрезами по контуру отверстия. Неравномерный припуск, вызывающий изменяющуюся по окружности отверстия силу резания, будет смещать инструмент к оси, уменьшая его увод. Последующий проход должен быть выполнен растачиванием. Черновое фрезерование рекомендуется производить торцовыми фрезами малого диаметра последовательными проходами вдоль обрабатываемой поверхности. При этом меньше сказывается влияние неравномерного или повышенного припуска, меньше возникающая сила резания и меньше вибрации стола (минутная подача при работе фрезами большого диаметра меньше минутной подачи при работе фрезами малого диаметра).
Разработка технологического маршрута обработки детали на обрабатывающем центре
Технологические маршруты обработки корпусных, плоских деталей и деталей сложной конфигурации для мелкосерийного и серийного производства на универсальных станках разработаны и определены регламентами. Маршрут обработки детали должен использовать возможности которые предоставляют обрабатывающие центры с ЧПУ. Если на обработку на фрезерный центр переводится деталь, которая в настоящее время изготовляется на универсальных станках, необходимо рационально использовать имеющуюся технологию. Например, операция по проверке литья, включая проверку припусков и правильность их расположения, должна входить в маршрутную технологию при переводе детали на обработку на обрабатывающем центре.
Ответственные детали из чугуна после черновой обработки, как правило, проходят термическую операцию старения, все чаще заменяемую вибростарением. После старения деталь проходит механическую обработку черновую, получистовую и чистовую. Рекомендуется выполнять черновую обработку на обрабатывающем центре нормальной точности, чистовую - на обрабатывающем центре повышенной и высокой точности. Правильность выполнения черновой обработки обеспечивает равномерность припуска и точность базирования при окончательной обработке. Когда выделение черновой обработки в отдельную операцию на обрабатывающем центре с ЧПУ неэффективно, ее выполняют на универсальных станках с ручным управлением или объединяют с операцией чистовой обработки на обрабатывающем центре. На станках с ручным управлением выполняют первую черновую операцию, если базирование детали затруднено из-за литейных приливов и малой площади опорной поверхности. На этих же станках выполняют обработку базовой плоскости, если у ответственных и точных деталей она велика по размерам и требует минимального числа инструментов (1-2 фрезы). Выполнение операции на станках с ручным управлением требует дополнительных транспортных операций, поэтому при коэффициенте загрузки 0,8 такой станок следует устанавливать на участке станков с ЧПУ.
При необходимости обрабатывать деталь с пяти или шести сторон, когда с одной установки обработка детали невозможна, в маршрут включают две черновые операции. На первой операции обработку детали ведут с двух-трех сторон, и деталь базируется на плоскости, являющиеся конструкторской базой с выверкой по линиям разметки. Производится обработка плоскостей и отверстий большого диаметра. Плоскости, к которым предъявляют повышенные технические требования, обрабатывают с припуском 2 мм, занижения, выборки обрабатывают окончательно. На второй черновой операции поверхности обрабатывают аналогично. При выполнении черновых операций необходимо в каждой из них стремиться обрабатывать плоскости и отверстия, взаимосвязанные допусками и техническими требованиями.
Если имеется возможность обработать деталь с трех-четырех сторон с одной установки с поворотом стола, то черновая обработка выполняется за одну операцию. Учитывая большой разброс припусков на литье, в некоторых случаях предусматривают дополнительный проход. Шероховатость поверхности на черновых операциях Rz=40 мкм. в некоторых случаях чистовым операциям предшествует доводка или шлифование основных базовых плоскостей детали и только после этого деталь поступает на обрабатывающий центр. Чистовые операции разбивают на две, если требуется обработка с пяти или шести сторон. Обычно чистовые операции требуют большого числа инструментов, которое может превысить емкость инструментального магазина. Рекомендуется разбивать эту операцию на две, чтобы на одной из них производили сверление, нарезание резьб, а на следующей чистовые проходы.
При обработке корпусных деталей из цветных сплавов или алюминия, отливки которых отличаются высокой точностью и не требуют старения, возможно совмещение черновых и чистовых проходов. При этом необходимо учитывать жесткость детали и ее деформации при зажиме. При совмещении черновых и чистовых операций могут возникнуть тепловые деформации, влияющие на окончательную точность детали. Поэтому при наличии отверстий большой длины и плоскостей большой площади черновые и чистовые проходы должны быть выделены в отдельные операции. Таким образом, технологический маршрут для большинства корпусных, плоских и деталей сложной конфигурации определяется группой операций (рис. 2). При необходимости включения в маршрут обработку на станках с ручным управлением общий цикл изготовления детали резко увеличивается.
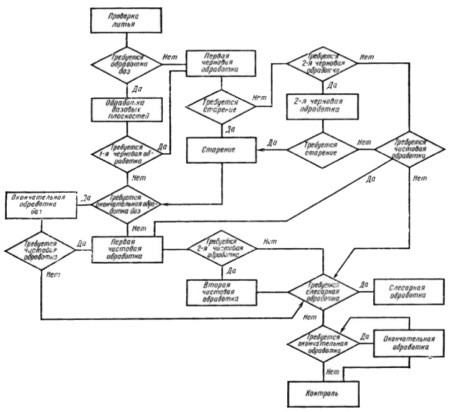
Рис. 2. Алгоритм технологического маршрута обработки корпусных деталей
В соответствии с маршрутом обработку детали разбивают на черновую и чистовую операции. При разработке операции следует иметь в виду ряд положений. Последовательность перемещений инструмента или рабочих органов станка при выполнении перехода определяется минимальным временем и обеспечением точности обработки. Последовательность выбора инструмента для обработки отверстий и плоскостей производится по схемам, разработанным регламентами обработки корпусных деталей. При обработке группы отверстий несколькими инструментами с одной, двух и более сторон инструмент не меняется пока не будут им обработаны все отверстия. Это связано с тем, что поворот стола происходит быстрее, чем цикл смены инструмента. Для группы отверстий с точными межосевыми расстояниями, где по обычной технологии каждое отверстие обрабатывается всеми инструментами, в обрабатывающем центре следует каждым инструментом обрабатывать все отверстия и только затем менять его, так как при смене инструмент смещается с координаты отверстия.
Обработку базовых поверхностей производят за одну установку. Если в этой же операции выполняют другие переходы, то для исключения влияния деформации детали на точность базовых поверхностей, их обрабатывают в конце операции после останова программы и перезажима детали. При выборе технологических маршрутов необходимо стремиться к совмещению обработки различных поверхностей одним инструментом. Так, центрование отверстий совмещается с формированием фаски, фрезерование концевыми фрезами используется для обработки плоскостей и отверстий и т. д. Если задаются точные межосевые расстояния, то при черновой обработке предпочтительнее растачивание пластинами вместо зенкерования, которое при неточно изготовленных отверстиях создает неравномерный припуск перед чистовой расточкой. Расточка обязательна при задании межосевого расстояния до ±0,1 мм, так как обработка другим стандартным инструментом приведет к браку детали.
При обработке группы одинаковых поверхностей переходы строятся так, чтобы использовать стандартные программы, которые сокращают объем программирования и уменьшают число ошибок. Если в одной операции совмещают черновые и чистовые переходы, они должны быть разделены по времени для стабилизации температуры перед чистовой обработкой. Разработка операции обычно начинается с выбора обрабатываемых поверхностей для этой операции. Для каждой поверхности выбирается технологическая последовательность переходов и соответствующий инструмент. Число инструментов проверяется по емкости инструментального магазина и в случае ее превышения часть переходов переносится на следующую операцию или пересматриваются все операции на обрабатывающем центре. Последовательность выполнения переходов зависит от вида обработки, числа переходов, выполняемых одним инструментом, технических требований к взаимному расположению обрабатываемых поверхностей, точности обрабатывающего центра с ЧПУ, количества одинаковых поверхностей, расположенных на одной или нескольких плоскостях, взаимного положения пересекающихся отверстий и т. д.
Черновые операции обычно начинают с фрезерования основных плоскостей, имеющих наибольший припуск. Для уменьшения вспомогательных переходов операцию начинают с обработки плоскостей, расположенных перед шпинделем. Для обработки внешних плоскостей большой площади используют торцовые фрезы. Если подход торцовой фрезы невозможенні, то используют концевые фрезы. В зависимости от ширины обрабатываемой плоскости используют фрезы максимально возможного диаметра для уменьшения числа переходов. При этом должны соблюдаться соотношения между шириной обрабатываемой поверхности и диаметром фрезы: В=(0,6-0,8) Dф.
С увеличением ширины фрезерования необходимо в зависимости от припуска корректировать режимы резания. Обработку плоскости большой площади, но с малыми радиусами, следует вести фрезой максимально возможного диаметра с последующим «подбором» металла в местах закруглений поверхности. При обработке закрытых выборок и пазов, когда врезание фрезы на заданную глубину может быть осуществлено только осевой подачей, необходимо предварительно сверлить технологическое отверстие на глубину обработки диаметром большим, чем диаметр выбранной фрезы. При обработке выборок на перепадах плоскостей следует использовать жесткие короткие концевые фрезы. Перед сверлением отверстия на скосах следует подготовить фрезерованием плоскость для центрования. После чернового фрезерования плоскостей производят черновую обработку высокоточных отверстий, внутренних выборок, фасок, канавок и торцов, если к ним не предъявляются особые требования по шероховатости и геометрии. В деталях из чугуна, подвергающихся старению, оставляется припуск на высокоточных отверстиях, остальные отверстия обрабатываются окончательно.
Чистовые переходы начинают с фрезерования в той же последовательности, что и при черновых переходах. При этом производится чистовая обработка плоскостей, а затем и высокоточных отверстий. Как исключение в конце операции может производиться обработка поверхностей, которые при предварительной обработке затрудняют получение высокоточных отверстий или плоскостей с высокими техническими требованиями. Если чистовые поверхности имеют большую площадь и при обработке возникает нагрев, необходимо перед окончательной обработкой выдержать паузу или производить обработку на других плоскостях до общей стабилизации температуры детали. Обработку резьбовых отверстий производят обычно в чистовых операциях перед доводочными переходами с тем, чтобы возникающие деформации не влияли на форму других поверхностей. Если в корпусной детали черновые и чистовые переходы можно выполнять при одной установке, то последовательность их выполнения сохраняется. Однако при создании программы минимальное время обработки может быть получено только при оптимальном задании перемещений каждого инструмента как на вспомогательном ходу, так и на рабочей подаче. При всем многообразии плоскостей и инструментов для их обработки имеется ограниченное число схем перемещения инструмента, которые позволяют достичь минимального времени обработки. Эти схемы предназначены для создания подпрограмм, которые можно использовать, изменяя значения координат, что сокращает объем программирования и вероятность ошибок. Такие подпрограммы для обработки отверстий реализованы в современных системах ЧПУ в виде постоянных циклов. Применение фрезерования для обработки отверстий должно быть обосновано. В некоторых случаях оно необходимо даже при очевидном проигрыше во времени на обработку, например, при недостаточной емкости инструментального магазина, необходимости изготовления специального инструмента для расточки отверстий и нестабильном припуске на изготовлении отверстий и т. д. Точность фрезерования отверстий зависит от точности контурной обработки обрабатывающего центра и инструмента. Отверстия большого диаметра (свыше 100 мм) могут быть выполнены по квалитету H9 и H7.
При обработке деталей на обрабатывающем центре повышается стабильность точности обработки, уменьшается число операций и переходов большинства поверхностей детали и число установок детали на станке, увеличивается число плоскостей, пазов, отверстий детали, обрабатываемых за одну установку. Это позволяет уменьшить припуски на обработку деталей на обрабатывающем центре. Для отверстий под черновое растачивание оставляют припуск 2-3 мм на диаметр, под получистовое - 0,5-1 мм, под чистовое - 0,2-0,3 мм, под развертывание - 0,03-0,1 мм. Для отверстий в отливках при литье в землю, учитывая нестабильность припуска и возможность смещений, предусматривают припуск 8-10 мм и в случае необходимости проводят обработку фрезерованием. Припуски на обработку плоскостей не должны превышать для получистового фрезерования 1-2 мм (припуск односторонний), для чистового фрезерования - 0,3-0,5 мм. Таким образом, разработка операции на обрабатывающем центре с ЧПУ окончательно определяет виды и число обрабатываемых поверхностей, последовательность их обработки, которые являются материалом для создания наладки и программы.
Обработка детали на фрезерном центре с ЧПУ
Потребность в применении высокотехнологичного оборудования, все чаще возникает в отечественном машиностроении. Портальный обрабатывающий центр с ЧПУ STANOTEX сочетает надежность и скорость выполнения операций. При помощи различных инструментов станок позволяет выполнять комплексную обработку заготовок больших размеров. Купить портальный станок с ЧПУ STANOTEX, это значит выбрать современное оборудование по доступной цене.
