Если вследствие сложности технологического процесса заготовка обрабатывается на большом числе последовательных позиций сблокированной линии обработки деталей, то для уменьшения потерь и повышения технического коэффициента ее использования сблокированная линия делится накопителями заделов на последовательные секции. Накопители вводятся и при наличии многопоточного участка у сблокированной автоматической линии.
Наиболее простые накопители заделов корпусных деталей выполняются в виде площадок-складов, расположенных в стыке участков линии и обслуживаемых рабочими.
Автоматизированные накопители заделов корпусных деталей применяются двух типов: проходные (транзитные) и тупиковые.
Проходные накопители станочных линий
Проходные накопители характеризуются тем, что в них детали транспортируются не только при простое одной из смежных секций, но и при их нормальной работе. Детали не застаиваются и не подвергаются коррозии в таком накопителе, но неполадки накопителя вызывают простои смежных с ним секций. Поэтому обычно в качестве проходного накопителя корпусных деталей используется транспортер для передачи заготовок из секции в секцию (рис. 1).
Транспортер выполнен в виде бесконечной цепи со свободно вращающимися роликами 1. При упоре детали 2 в неподвижный упор 3 или в ранее поданную деталь ролики прокатываются по ее нижней поверхности.
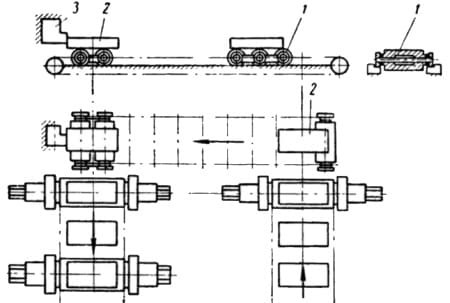
Рис. 1. Схема проходного накопителя заделов для корпусных деталей
Тупиковые наполнители линий обработки деталей
Тупиковый накопитель станочных линий работает только при простое одной из смежных с ним секций; поэтому его неполадки не вызывают дополнительных простоев секций при их нормальной совместной работе (рис. 2).
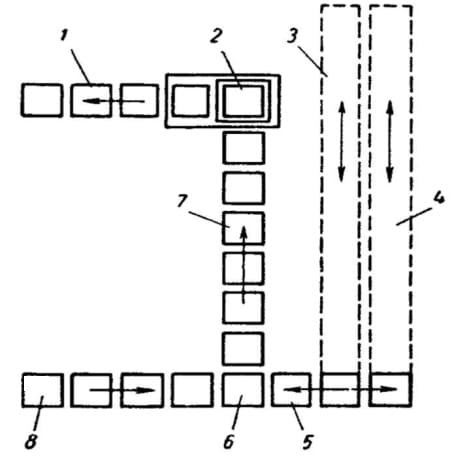
Рис. 2. Схема тупикового накопителя корпусных деталей станочной линии
Секция 8 передает детали на позицию 6, соединенную с поперечным транспортером 7, а также с транспортером 5, предназначенным для передачи деталей в тупиковый накопитель заделов и из него. Накопитель выполнен в виде стеллажей с полозками, по которым детали перемещаются штангами с двумя рядами противоположно направленных собачек (рис. 3). Переход от подачи заготовок в накопитель к выдаче их производится поворотом штанги на 180°. Наличие деталей на позициях 2 (рис. 2) и 6 контролируется конечными выключателями. Транспортер секции 8 выдает деталь на позицию 6 лишь при условии, что на позиции 6 нет детали.
Транспортер секции 7 совершает ход вперед только в том случае, если на позиции 6 есть заготовка (ее он забирает), а на позиции 2 она отсутствует.
Транспортер секции 1 совершает ход вперед (по окончании цикла обработки на секции 1), забирая деталь с позиции 2, лишь если на этой позиции есть деталь.
Рис. 3. Штанга транспортера накопителя
Эти условия соблюдаются при нормальной совместной работе секций. При простое секции 8 позиции 6 и 2 свободны (и транспортеры 7 и секции 1 не работают), и если на первом транспортере 3 накопителя есть деталь (это регистрируется конечным выключателем), то транспортер 3 выдает деталь, транспортер 5 подает ее в позицию 6, и этим включаются транспортеры 7 и секции 1. Если начнет работать секция 8, то выдача деталей из накопителя прекращается. Если секция 8 не работает, то израсходуется весь запас и остановятся все транспортеры секций 8 и 1 и накопителя.
Если при нормальной работе с позиции 2 деталь не забирается секцией 2 и в накопителе есть свободная емкость, то с позиции 6 деталь забирается транспортером 5, и штанга накопителя начинает работать в накопление до тех пор, пока не начнет работать секция 1 или не окажется израсходованной емкость накопителя.
Схема автоматической линии с тупиковым накопителем заделов приведена на рис. 4. Линия спроектирована СКБ-1 для обработки блоков двигателей на 12 агрегатных станках - по три станка на участках I и II и шесть станков на участке III. На каждом станке одновременно обрабатываются по два блока в двухместном приспособлении. Линия разделена на участки в местах установки поворотных устройств.
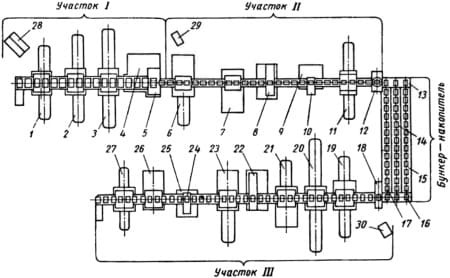
Рис. 4. Автоматическая станочная линия для обработки блоков двигателей: 1, 2, 3 - станки участка I; 4, 9, 25 - гидростанции; 5, 18 - поворотные барабаны; 6, 7, 11 - станки участка II; 8, 22 - вытряхиватели стружки; 10, 24 - контрольные приспособления; 12 - поворотный стол; 13-17 - транспортеры бункера; 19, 20, 21, 23, 26, 27 - станки участка III; 28 - общий пульт управления линией; 29, 30 - пульты управления участками II и III
При прямолинейной компоновке линии накопители заделов для корпусных деталей, выполненные в виде реверсивных транспортеров, могут располагаться параллельно транспортной трассе линии (рис. 5).
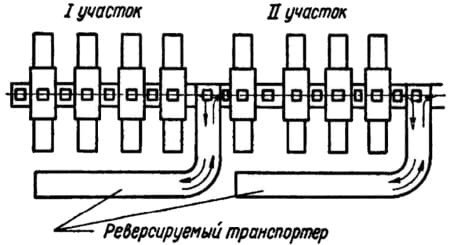
Рис. 5. Схема расположения накопителей заделов для корпусных деталей параллельно основной транспортной трассе линии
В процессе работы линии запасы деталей в накопителях заделов колеблются от нуля до максимальной величины. Чтобы эти запасы с течением времени не истощались, средняя производительность секций (участков линии между бункерами-накопителями) должна возрастать к началу обработки (рис. 6).
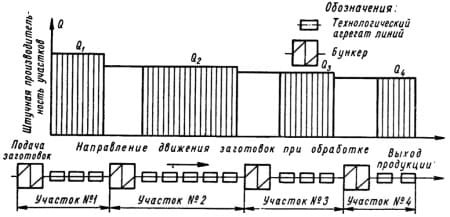
Рис. 6. Диаграмма изменения производительности секций автоматической станочной линии
Деление линии на секции и выбор места расположения накопителей заделов целесообразно производить так, чтобы длительность простоев смежных секций по неполадкам и времени, необходимому на их устранение, была одинакова. При ином делении суммарные потери линии будут равны длительности простоев участка с максимальными потерями, а участки с меньшими простоями вынуждены будут простаивать дополнительно.
При этом различие длительности простоев двух смежных секций до 30-40% мало влияет на величину технического коэффициента использования автоматической линии. Поэтому накопители заделов размещают в местах технологических разрывов автоматических линий.
Исследования станочных линий приводят к заключению, что при сумме емкостей накопителей потери системы тем меньше, чем больше число ее секций и что поэтому для уменьшения потерь желательно вводить накопители заделов между каждыми двумя смежными станками, как это делается в неавтоматизированных поточных линиях.
Уменьшение потерь - не единственный критерий для деления линии на секции. Существенное значение имеет себестоимость накопителя. Накопитель заделов вводится между двумя смежными станками, если это не связано с крупными затратами, и он включается в систему транспортирования или ориентации деталей (мелкие детали). Иногда накопители совсем не применяются из-за больших затрат, вызванных их введением. Линии со спутниками обычно не делятся на секции, так как это ведет к осложнениям и значительно увеличивает количество спутников.
Емкость накопителей заделов возрастает со средней длительностью простоя секции и, следовательно, со средней длительностью собственного простоя элементов оборудования.
Теоретически рекомендуется брать емкость бункера не меньше десятикратного числа заготовок, накапливающихся (или расходуемых) за время простоя средней длительности. На линиях для крупных корпусных деталей при средних значениях длительности единичного собственного простоя 20-30 мин емкость накопителя принимается обычно в пределах 30-120 мин.
Накопление и выдача заготовок на автоматической линии
В местах, там где автоматическая станочная линия механической обработки делится на участки целесообразно располагать промежуточные запасы заготовок, с тем чтобы питать последующие участки линии при остановке предыдущих. Накопление запасов заготовок должно происходить в специальных агрегатах, которые принимают полуфабрикаты от предыдущего участка линии и передают их последующему (при нормальной работе), либо принимают от предыдущего и накапливают (при простоте последующего участка автоматической линии), или, наконец, питают последующий участок за счет своих накоплений (при остановке предыдущего участка). В перемещении заготовок участвуют транспортные системы автоматических станочных линий. На автоматических линиях бункерного типа при обработке мелких деталей эти функции выполняют бункерные загрузочные устройства, а при обработке крупных деталей, которые не могут поместиться в бункере - промежуточные магазины транзитного или складского типа.
На рис. 7 показан шахтный магазин транзитного типа. Детали, поступающие по приемному лотку 1, эскалатором 2 подаются к змеевидному лотку 3 и под действием силы тяжести спускаются к транспортеру 4. Детали выдаются по одной рычажным отсекателем 5. Обычно лоток 3 заполнен лишь частично, и при остановке последующего участка линии запас деталей в магазине увеличивается в результате заполнения этого лотка. При остановке же предыдущего участка автоматической линии последующий продолжает получать заготовки за счет запаса, имеющегося в магазине.
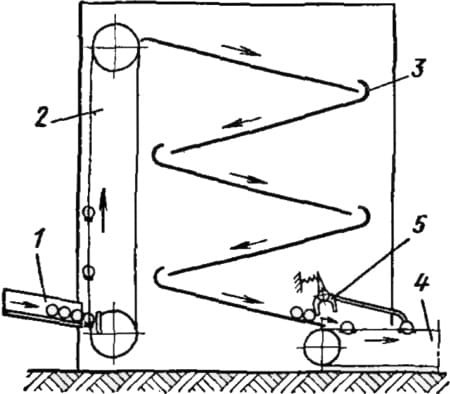
Рис. 7. Шахтный магазин транзитного типа линии механической обработки
На рис. 8 приведен другой тип транзитного магазина. Детали через приемный лоток 1, эскалатор 2 и промежуточный лоток 3 попадают в гнездо барабана 4, который, поворачиваясь, передает их через механизм поштучной выдачи 5-6 на поперечный транспортер 7 для дальнейшей передачи. В случае заполнения гнезд барабана 4 предыдущий участок линии автоматически отключается.
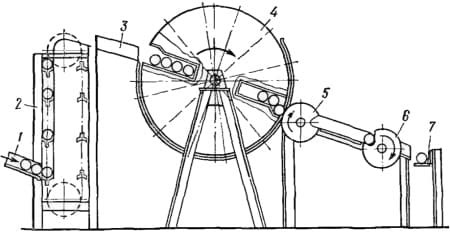
Рис. 8. Транзитный магазин автоматической станочной линии
На рис. 9 показан промежуточный магазин складского типа. Детали через приемный лоток 2 могут, в зависимости от положения переключателя 4, либо подаваться на дальнейшую обработку (как изображено на рисунке), либо при повороте переключателя на некоторый угол против часовой стрелки накапливаться в шахте 3 магазина. Собачка 1 в этом случае удерживает детали в магазине. При работе на расходование запаса, при повороте переключателя по часовой стрелке, детали из магазина поступают под действием силы тяжести в выдающий лоток 5.
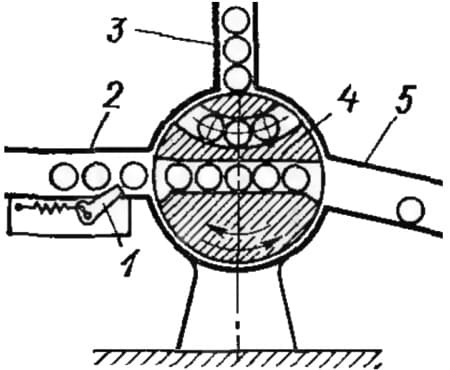
Рис. 9. Промежуточный магазин линии механической обработки
