Используется два способа создания натяга направляющих:
- Пригонкой (достоинство - высокая жесткость и простота; недостатки - невозможность регулировки начального натяга обеспечения его при погрешностях базовых деталей);
- Специальными регулировочными устройствами (недостаток - меньшая жесткость, сложность конструкции и увеличение размеров) см. рис. 1.
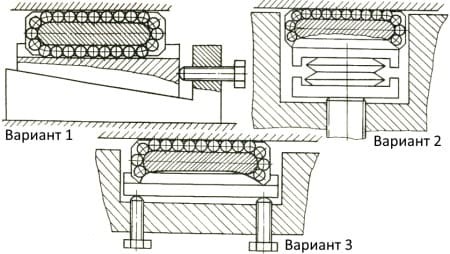
Рис. 1. Некоторые варианты регулировочных устройств для создания предварительного натяга
Влияние предварительного натяга на жесткость направляющих качения для указанных вариантов на базе стандартной танкетки типа Р88-102 приведены на рис. 2. Обычно величина натяга составляет 5÷10 мкм.
Из-за высоких контактных давлений, точность которую имеют направляющие качения, практически не зависит от наличия смазки, основное назначение которой в этом случае состоит в защите от коррозии. Для смазывания применяют как жидкие, так и консистентные смазки. Вязкость масла значения не имеет, а основным требованием к нему является чистота. В некоторых случаях для смазки направляющих качения применяется масляный туман, образуемый специальными пневматическими устройствами. Достоинство такого подхода в том, что за счет избыточного давления подаваемой среды создается надежная преграда проникновению загрязняющих частиц в пары качения, однако при этом масляные пары попадают в атмосферу, что ухудшает условия работы обслуживающего персонала. Широкое применение направляющих качения ограничивается наличием существенных недостатков, основными из которых являются сложность обеспечения требуемого режима настройки (натяга), низкая износостойкость в условиях попадания в направляющие продуктов обработки, нестабильность настройки из-за износа тел качения и погрешностей базовых деталей, низкая демпфирующая способность, высокая стоимость направляющих.
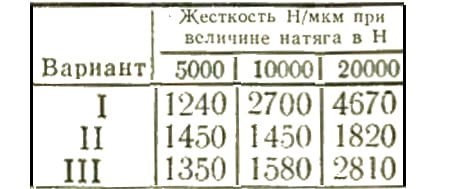
Рис. 2. Значение жесткости роликовых направляющих качения в зависимости от натяга и конструктивного варианта (см. рис. 1)
