С помощью переносных приспособлений ремонт направляющих станины станка можно выполнять строганием, фрезерованием, шлифованием и протягиванием. Широкое распространение получил метод шлифования станин.
Переносные приспособления применяют обычно для обработки направляющих тяжелых станков, имеющих большую длину. Обработка направляющих станин на станках в этом случае невозможна.
Обработка направляющих станин токарного станка
При ремонте станин токарных станков наиболее распространенных типов базой для перемещения приспособлений в большинстве случаев служат направляющие задней бабки ремонтируемого станка.
При значительном износе направляющих задней бабки они не могут служить базой. В этих случаях (сравнительно редких) вместо подушки задней бабки в качестве основания для приспособления используют плиту, перемещающуюся по вершинам призматических направляющих станин (рис. 1). При этом предварительно по линейке производится шабрение вершин призм 1 и боковых плоскостей 2.
Крупные токарные и револьверные станки часто имеют плоские направляющие, общие для салазок суппорта и задней бабки (револьверной головки). Для обработки таких направляющих с помощью переносных приспособлений приходится прибегать к созданию искусственных оперативных баз, по которым перемещают основание под приспособление. Иногда в качестве таких баз выбирают узкие полосы на самих направляющих, которые отшабривают вручную.
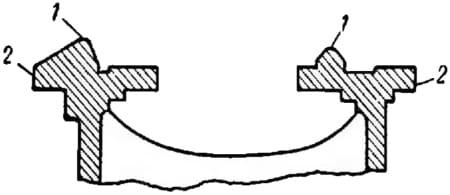
Рис. 1. Поверхности направляющих токарного станка, используемые как база при обработке рабочих поверхностей с помощью переносного приспособления
Обработка направляющих станин расточных, продольно-строгальных и других станков
При исправлении станин станков, относящихся к 3-й группе, за базы принимают плоскости 1 и 2 (рис. 2). В отдельных случаях, когда из-за большого износа основных направляющих в результате опускания стола подверглись износу также и поверхности 1, в качестве базы можно использовать поверхности 3.
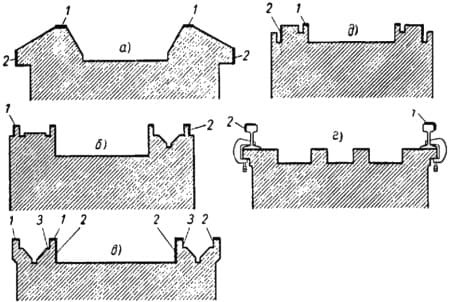
Рис. 2. Поверхности, принимаемые за базы при исправлении направляющих станин 3-й группы: а - у станин расточного станка; б, в, д - у станин продольно-строгальных станков; г - применение рельсов в качестве искусственной оперативной базы при исправлении станины крупного токарного станка
На рис. 3 показано применение промежуточных элементов (установочных плит) для приспособлений при обработке направляющих станин разной конструкции. При проектировании установочной плиты приспособления не всегда следует стремиться к ее универсальности. Часто выгоднее изготовить простую плиту, специально предназначенную для данного станка, чем приспосабливать имеющуюся плиту другого назначения. Рабочие аппараты (строгальный, шлифовальный) крепят на плите так, чтобы было удобно обработать большую часть станины. Однако участок станины, закрываемый плитой, остается необработанным. Поэтому, когда станина исправлена, переставляют рабочий аппарат на другой край плиты и шлифуют оставшийся необработанным участок станицы. Пружинный упор для переключения возвратно-поступательного движения также переносят и закрепляют на станине в соответствующем месте.
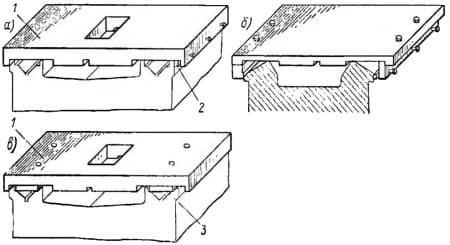
Рис. 3. Промежуточные элементы (плиты) для приспособлений: а - базирование по верхним обработанным, неизношенным поверхностям и по боковым поверхностям станины продольно-строгального станка; б - базирование по вершинам призм и боковым обработанным поверхностям; в - настройка для восстановления изношенных верхних базовых поверхностей; 1 - плита; 2 - компенсирующая планка; 3 - промежуточные планки, опирающиеся на нижние обработанные неизнашиваемые участки направляющих
Конструкция рабочих аппаратов переносных приспособлений для механической обработки направляющих приведена на рис. 4-7. Большинство из этих приспособлений монтируют на установочных плитах (см. рис. 3), но некоторые из них могут быть установлены и на таких деталях ремонтируемых станков, как, например, подушка задней бабки токарного станка (при исправлении направляющих станин, по которым перемещаются салазки суппорта).
При большом износе направляющих для предварительной их обработки используют рабочие аппараты, позволяющие с помощью переносного приспособления прострогать направляющие. Одна из конструкций такого рабочего аппарата приведена на рис. 4.
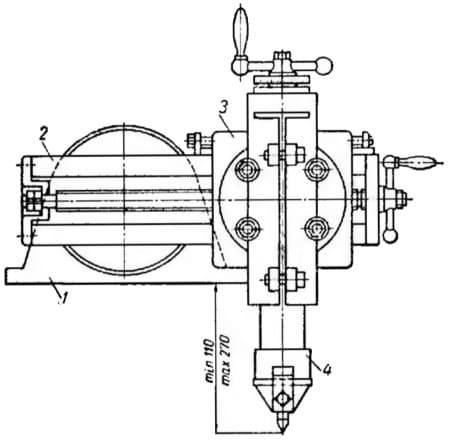
Рис. 4. Рабочий аппарат приспособления для исправления направляющих строганием: 1 - корпус; 2 - траверса; 3 - суппорт; 4 - резцедержатель
Приспособления, показанные на рис. 5, предназначены для шлифования закаленных направляющих станин токарных станков, износ которых обычно невелик. Вращение шлифовального круга на всех этих приспособлениях от воздушной турбины, к которой подводит воздух от заводской магистрали сжатого воздуха. Рабочая подача приспособлений - ручная. Эта группа приспособлений имеет следующую техническую характеристику:
- Число оборотов шлифовального круга в минуту (при давлении воздуха 6 ат) 4000;
- Скорости резания в зависимости от диаметра круга: 125 мм - 26 м/сек; 150 мм - 31,5 м/сек.
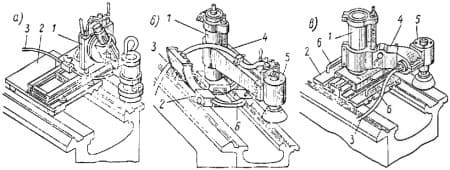
Рис. 5. Приспособления для шлифования направляющих рабочим аппаратом, имеющим пневматический привод: 1 - стойка; 2 - каретка; 3 - шланг, подводящий воздух; 4 - траверса; 5 - пневмотурбина со шлифовальной головкой; 6 - скоба для перемещения приспособления вдоль станины
Некоторые конструкции переносных шлифовальных приспособлений для обработки направляющих станин токарных станков показаны на рис. 6. Эти приспособления имеют электропривод для вращения шпинделя и движения подачи
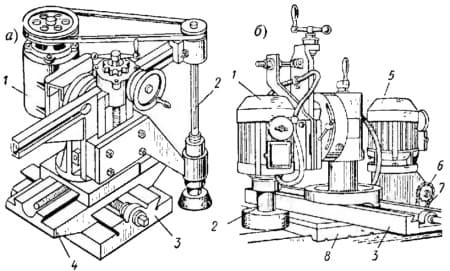
Рис. 6. Приспособления для шлифования направляющих с рабочим аппаратом, имеющим электрический привод: 1 - электродвигатель; 2 - шлифовальный шпиндель; 3 - нижние салазки; 4 - средние салазки; 5 - электродвигатель привода продольной подачи приспособления; 6 - звездочка привода; 7 - ролико-втулочная цепь; 8 - подушка задней бабки
На рис. 7 изображены представители группы переносных приспособлений, предназначенных для шлифования направляющих станин крупных токарных, расточных, продольно-строгальных, продольно-фрезерных, продольно-шлифовальных и других подобных станков. Эти приспособления имеют наиболее мощные шлифовальные головки.
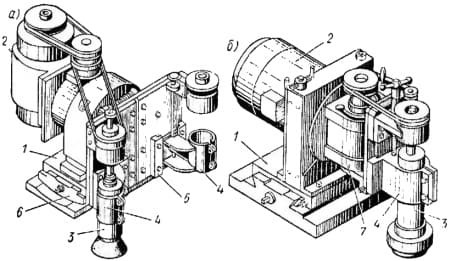
Рис. 7. Шлифовальные головки для обработки крупных станин: 1 - верхние салазки; 2 - электродвигатель; 3 - шлифовальный шпиндель; 4 - кронштейн шлифовального шпинделя; 5 - плашки фиксации кронштейна; 6 - салазки со сферическим основанием; 7 - редуктор
Приспособления, имеющие электромеханический привод подачи, монтируют на промежуточный элемент, роль которого при обработке направляющих токарных станков может выполнять подушка задней бабки или специальная установочная плита, обычно чугунная или из ДСП, пригнанная по базовым поверхностям. Привод, состоящий из электродвигателя и червячного или другого редуктора, крепят на той же подушке задней бабки или установочной плите.
Привод подачи приспособления для обработки направляющих, смонтированный на установочной плите, показан на рис. 8. Привод приспособления состоит из электродвигателя 2, червячной пары 4, звездочки 3, посаженной на один вал с червячным колесом. Звездочка 3, вращаясь, перекатывается по втулочно-роликовой цепи 1, натянутой вдоль станины, перемещая плиту вдоль станины. У торцов станин монтируют электроаппаратуру, реверсирующую электродвигатель в конце хода плиты. На плите монтируют одну или две шлифовальные головки, строгальную головку или одновременно строгальную и шлифовальную головки. Кроме цепного, в практике применяют канатные, винтовые, колесно-реечные и другие приводы. Однако цепной привод лучше и постепенно вытесняет все другие.
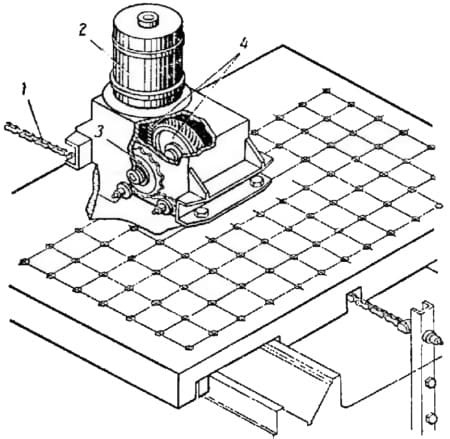
Рис. 8. Установочная плита переносного приспособления для обработки направляющих станин металлорежущих станков с установленным на ней узлом привода продольной подачи
В случаях, когда обработка направляющих па станке или с помощью приведенных переносных приспособлений оказывается по каким-либо причинам невозможной или нерентабельной, для выравнивания плоскостей иногда используют приспособления, показанные на рис. 9.
Эти приспособления позволяют шлифовать плоскость торцом чашечного абразива, вращаемого воздушной турбиной. Приспособление перемещается по плоскости вручную. Подача шлифовального круга по вертикали также ручная. На рис. 10, б показана модификация этой машины для шлифования треугольных направляющих, а на рис. 9, в - ее применение.
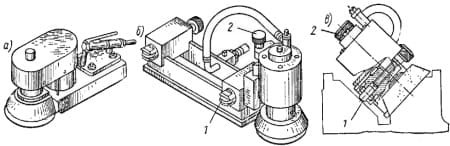
Рис. 9. Ручная машина для шлифования направляющих: а - плоских; б - U-образных; в - треугольных; 1 - упорный ролик; 2 - винт вертикальной подачи
Обработка нижних направляющих станин
Конструкция ряда рабочих аппаратов переносных приспособлений предусматривает возможность их использования для обработки верхних и нижних направляющих. Приспособления, показанные на рис. 4 и 6, а, можно использовать для обработки нижних направляющих (рис. 10, а и б). Специальное приспособление для протягивания нижних направляющих показано на рис. 10, в. Плоскую протяжку крепят в скобу 1, которая перемещается по верхней направляющей станины, Система роликов 2 сообщает скобе направление. Приводом служит электродвигатель 4 с редуктором, вращающим звездочку 5, которая передает движение скобе через втулочно-роликовую цепь 6. Привод крепят к станине при помощи специальной конструкции 3.
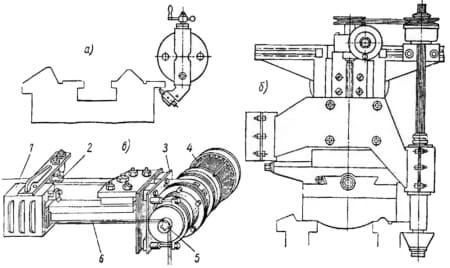
Рис. 10. Приспособления для обработки нижних направляющих: а - строганием; б - шлифованием; в - протягиванием
Обработка круговых направляющих карусельных, зубообрабатывающих, плоскошлифовальных станков
Механическую обработку направляющих этого типа ведут на карусельных станках или с помощью приспособлений. Токарная обработка направляющих аналогична чистовому строганию станин резцами с широкой режущей кромкой. Это позволяет использовать после проточки лишь чистовое шабрение направляющих станка и другие ручные способы восстановления (притирка пастой ГОИ). Правильность углов проверяют по шаблону, изготовленному по предварительно восстановленным направляющим стола. При отсутствии карусельных станков обработку круговых направляющих можно производить при помощи приспособления, показанного на рис. 11.
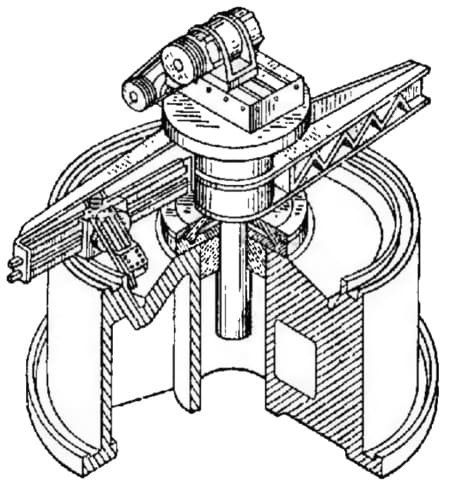
Рис. 11. Приспособление для обработки на месте круговых направляющих карусельного станка
