Рабочий процесс некоторых станков построен так, что для получения обработанной детали необходимо периодически изменять относительное положение заготовки и инструментов. Периодическое перемещение соответствующего узла или детали станка происходит перед началом нового хода или цикла и может быть: прямолинейным - всякий раз на определенную длину или круговым - на определенный угол. Периодические перемещения последнего вида называются делительными или индексирующими.
К числу периодических движений относятся, например, движения подачи в строгальных и долбежных станках, движения подачи на глубину резания в шлифовальных станках, повороты револьверных головок, многие движения в автоматах и полуавтоматах, работающих по циклу.
Требования к точности периодических перемещений зависят от необходимой точности размеров или качества обрабатываемой поверхности. Наиболее высокие требования в этом отношении предъявляются к механизмам для поворота шпиндельных блоков, многопозиционных столов, револьверных головок и к делительным устройствам зубообрабатывающих станков, работающих по методу деления. Напротив, от механизмов подачи строгального или долбежного станка нет оснований требовать особенно высокой точности осуществляемых ими перемещений.
Независимо от выбранной конструкции устройство, выполняющее перемещение соответствующей части станка, само по себе не гарантирует ни высокой точности периодических перемещений, ни постоянства их величины. Это обусловлено погрешностями изготовления и сборки механизма, зазорами в сопряжениях его деталей, действием сил инерции и пр. Поэтому, если к точности перемещений предъявляются высокие требования, то необходимо предусмотреть автоматически действующие фиксирующие механизмы, которые обеспечивали бы точность положения периодически перемещаемой части станка в конце каждого движения.
В современных станках для осуществления периодических движений используют: 1) кулачковые механизмы различных типов; 2) механизмы с муфтами обгона; 3) храповый механизм; 4) мальтийский механизм; 5) электро-, гидро- и пневмомеханизмами. Некоторое применение получили для этой цели магнитострикционные устройства и шаговые двигатели. Последние имеют особенно благоприятные перспективы, так как позволяют регулировать величину периодической подачи в довольно широком диапазоне, а также автоматически изменять ее в зависимости от скорости резания.
В качестве примера применения кулачков для осуществления периодических перемещений можно привести одно-, двух- и трехпроходные плоские кулачки зубодолбежных станков. При большой общей длине перемещения использование кулачков нередко бывает затруднительно.
Обгонную муфту удобно использовать в таких цепях периодических перемещений, где движение первого ведущего звена цепи - возвратно-поступательное: при движении его в одну сторону обгонная муфта создает жесткую кинематическую связь между соответствующими элементами цепи, при движении этого звена в обратном направлении муфта разрывает эту связь.
В механизме для индексирования шпиндельного блока четырехшпиндельного автомата (рис. 1) использованы одновременно кулачки и обгонная муфта. На распределительном валу 10 автомата заклинены кулачки 9 и 11, с которыми постоянно контактируют ролики 6 и 8 зубчатого сектора 5. Кривые кулачков профилированы так, что сектор 5 периодически совершает качательное движение на оси 7. Через зубчатые колеса 4 и 3 это движение передается венцу 2 шпиндельного блока 1. В общей втулке колес 3 и 4 помещена обгонная муфта, вследствие чего повороты блока 1 могут происходить только в одном направлении - против часовой стрелки.
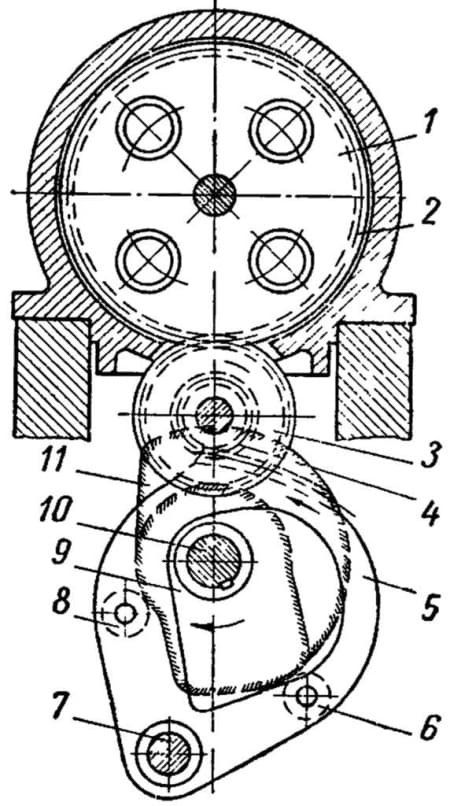
Рис. 1. Механизм поворота шпиндельного блока четырехшпиндельного автомата
Механизмы для осуществления периодических движений
Для осуществления периодических вращений валов в станкостроении используют в основном храповые и мальтийские механизмы. Первые применяют в тех случаях, когда необходимо осуществлять прерывистые движения рабочих органов в течение коротких промежутков времени.
На рис. 2, а показана схема храпового механизма с наружным зацеплением. Собачка 1, получая качательное движение, захватывает зубья храпового колеса 2 и поворачивает его вокруг оси вала I в одном направлении. Возвращаясь в исходное положение, собачка проскальзывает по зубьям, и последние остаются в покое. Схема храпового механизма с внутренним зацеплением показана на рис. 2, б. Собачка 1 установлена на диске 3, вал которого совершает качательное движение. При этом собачка захватывает зубья храпового колеса 2 и периодически вращает его также в одну сторону.
Качательные движения в храповых механизмах чаще всего осуществляются с помощью кривошипно-шатунной передачи (рис. 2, в). На ведущий вал I, непрерывно вращающийся с определенной скоростью от привода станка, насажен диск 4 с кривошипным пальцем 5. При вращении диска шатун качает рычаг 8 с установленной на нем собачкой 1 вокруг оси вала II. Величину угла качания рычага 8 можно регулировать, перемещая палец 5 по радиальному пазу на заданное расстояние R. Угол поворота храпового колеса 2 можно регулировать с помощью щитка 6, перекрывающего на пути качания собачки несколько зубьев храпового колеса. Фиксирование щитка в нужном положении, при котором будет перекрыто необходимое число зубьев, осуществляется с помощью штифта 7.
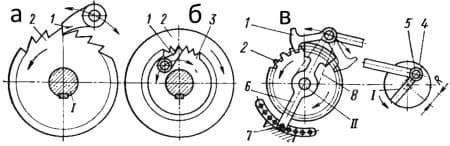
Рис. 2. Механизмы для осуществления прерывистых движений
Для периодического поворота валов на заданный угол применяют мальтийский механизм (рис. 3). Он состоит из кривошипа 1 с цевкой 2 на конце и диска 3, имеющего радиальные пазы. Кривошип вращается непрерывно. В определенный момент цевка входит в паз и, повернувшись на угол 2β вместе с диском 3, выходит из него. Диск останавливается до попадания цевки в следующий паз. Условия безударной работы требуют, чтобы скорость цевки при заходе ее в паз совпадала с направлением последнего. Это возможно, если угол ү=π/2. Угол поворота диска 2α=2π/z, где z - число пазов. Угол рабочего поворота кривошипа 2β=π-2α.
В практике нередки случаи, когда вместо кривошипа 1 устанавливают диск с двумя и большим числом цевок 2. В результате этого за один оборот ведущего звена диск 3 сделает столько периодических поворотов, сколько цевок будет участвовать в работе.
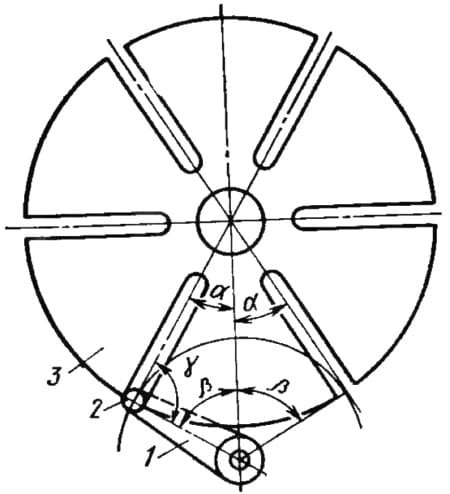
Рис. 3. Схема мальтийского механизма
Другие механизмы периодических движений станка
Наряду с вышеперечисленными механизмами для осуществления периодических движений, в металлорежущих станках нашли применение и многие другие устройства - механические, гидравлические, пневматические, пневмогидравлические, электрические - и сочетания их между собой в пределах одной и той же или различных групп. Выбор комбинированных механизмов определяется заданными условиями эксплуатации. Так, например, для уменьшения затраты времени на деление можно использовать сочетание мальтийского механизма с некруглыми колесами, для изменения передаточного отношения между ведущим и ведомым валами - сочетание того же механизма с передачей круглыми зубчатыми колесами и т. д.
Из механических устройств для осуществления периодических (прерывистых) движений используются также, помимо кулачковых, храповых и мальтийских механизмов:
- Неполнозубые (неполные зубчатые) передачи, ведомое колесо которых имеет полный зубчатый венец, а ведущее - зубья лишь на части окружности. Если ведущее колесо имеет z1 зубьев, а ведомое - z2, то за один полный оборот ведущего колеса ведомое колесо повернется, очевидно, на угол ү=2π(z1/z2). Передача этого типа работает с ударами в моменты начала и конца зацепления. Добавив к этой передаче пару специально профилированных перекатывающихся рычагов, можно сделать работу такой передачи безударной.
- Звездчатые механизмы применяются в станках редко, в основном - вследствие трудности изготовления элементов таких передач.
- Зубчатые и червячные передачи с приводом от индивидуального двигателя.
