В станках многих типов для обработки на них деталей необходимо более или менее часто менять направление, по крайней мере, некоторых движений. Это обусловлено прежде всего тем, что в большинстве станков либо главное движение, либо некоторые движения подачи прямолинейны; такими же являются чаще и установочные движения. В строгальных и долбежных станках прямолинейны оба движения - резания и подачи. Отсюда - необходимость реверсировать узлы станка, движущиеся прямолинейно.
Выполняя автоматизированное проектирование станков по металлу бывает необходимо предусмотреть реверсирование также некоторых вращательных движений, чтобы сделать возможным выполнение на них всех работ, для которых эти станки предназначаются. Введение реверсирующего устройства усложняет конструкцию станка и управление им, иногда и технологию изготовления или электросхему; поэтому реверсирующее устройство следует вводить Только в те кинематические цепи станка, где надобность в нем обусловлена назначением и функциями цепи.
В некоторых металлообрабатывающих станках реверсируются также и другие движения, что может быть вызвано характером выполняемой операции, введением дополнительных движений, необходимых или желательных для получения более высокого качества обработанной поверхности, большей стойкости инструмента и т. п.
Должны допускать реверсирование также все установочные движения, выполняемые при наладке станка или во время его работы.
Критерии применимости различных систем реверсирования
Реверсирование движений в станках может быть осуществлено при помощи средств электротехники или гидравлики, применением одних лишь механических устройств, либо комбинированием тех и других. Выбор варианта определяется требованиями, предъявляемыми к реверсирующему устройству, с одной стороны, и тем, в какой степени этим требованиям удовлетворяют возможные системы и варианты реверсирования, с другой. Как обычно, при сравнении вариантов, эксплуатационно равноценных, решающую роль играют технологические и экономические факторы.
Независимо от системы и конструктивного выполнения реверсирующее устройство должно удовлетворять следующим основным требованиям:
- оно должно быть способно передавать моменты наибольшей необходимой величины в каждом из направлений движения; эти моменты часто неодинаковы;
- инерционные силы, действующие во время реверсирования, не должны приводить к быстрому износу деталей устройства;
- потери энергии на реверсирование должны быть возможно малыми, особенно, если реверсирование происходит часто;
- габариты реверсирующего устройства должны быть достаточно малыми;
- если реверсирующее устройство работает не автоматически, то сила, необходимая для управления им, должна быть тем меньшей, чем чаще производится реверсирование, и во всех случаях не должна вызывать утомления рабочего, обслуживающего станок.
Наряду с этим к реверсирующему устройству предъявляются требования в отношении частоты реверсирования, времени, затрачиваемого на каждое реверсирование, и точности реверсирования по времени и месту. Строгость этих требований зависит от функции реверсирующего устройства в проектируемом станке. Электрические, гидравлические и механические решения удовлетворяют этим требованиям в различной степени.
К настоящему времени электрический реверс получил в станках особенно широкое применение. Он осуществляется, например, от двигателя постоянного тока с параллельным возбуждением, достоинствами которого являются не только интенсивное торможение в периоды реверсирования, но также и возможность бесступенчатого регулирования скорости соответствующей части станка. Однако такой способ реверсирования не лишен и недостатков (необходимость сети постоянного тока в цехе, сравнительно большие потери энергии при каждом реверсировании и др.).
Предпочтительнее использование системы «генератор - двигатель», поскольку затраты на реверсирование здесь много меньше, чем при приводе двигателем постоянного тока с параллельным возбуждением.
Вопросы, связанные с электрическим реверсированием станков, подробно рассмотрены в специальной литературе.
Электрическое реверсирование заслуживает предпочтения в приводах установочных движений, для перемещения тяжелых частей крупных станков (в том числе и тяжелых блоков зубчатых колес в механизмах уникальных станков), в механизированных устройствах для зажима различных частей станков. В подобных случаях перемещение вручную утомительно для рабочего; время, расходуемое на реверсирование, не имеет большого значения; установка производится не часто, а требуемая окончательная точность установки, если она выше гарантируемой двигателем, достигается дополнительным устройством, например толчковым управлением, или перемещением вручную отдельной части узла. В остальных случаях нужно сопоставить показатели различных вариантов, оценивая при этом каждое реверсирующее устройство вместе с его управлением. Реверсивный электродвигатель окажется нередко наиболее удобным и экономичным. Если при этом скорости прямого и обратного ходов должны быть различны, можно применить двух- или многоскоростной двигатель.
При помощи гидравлического привода можно реверсировать с такими высокими частотами и с такой большой быстротой, какие практически еще недостижимы для привода от реверсивного электродвигателя. Это объясняется прежде всего тем, что в последнем случае в процессе каждого реверсирования необходимо сначала поглотить кинетическую энергию массивного ротора, вращающегося с большой угловой скоростью, и затем разогнать его до такой же или другой (однако тоже высокой) угловой скорости в противоположном направлении. Одновременно тормозятся и разгоняются в обратную сторону также детали реверсируемого узла станка, например в продольно-строгальном станке - зубчатые колеса передач к рейке стола, их валы и стол с обрабатываемой заготовкой. Решающую роль играет ротор двигателя, на долю которого приходится 80-95 % всей кинетической энергии реверсируемых масс.
Условия при гидравлическом реверсировании более благоприятны: во всей гидросистеме нет возвратно-вращающихся деталей, обладающих большой кинетической энергией в момент начала реверсирования. При использовании гидравлического привода не применяют также более или менее быстроходных возвратно-вращающихся зубчатых колес передач к реверсируемой части станка. Периодически реверсируются, кроме поршня, лишь малые по диаметру и легкие детали распределительного устройства - золотники, краны и т. п., притом из состояния покоя, вследствие чего на перемещение их требуется очень мало времени.
По причине сравнительно малых инерционных сил точность реверса, достигаемая при гидравлическом реверсировании, очень высока и зависит главным образом от инерции реверсируемых масс самого станка.
Несмотря на большие достоинства, электрические и гидравлические устройства могут быть использованы для реверсирования не везде и не во всех станках. Ряд условий ограничивает применение реверсивных электродвигателей, а гидравлическое реверсирование удобно лишь в станках с гидроприводом основных движений.
Частота реверсирования, возможная для механических устройств, может быть очень высокой и ограничивается лишь силами инерции реверсируемых масс.
От тех же факторов зависят и время т, затрачиваемое на реверсирование, и точность реверсирования. Если в кинематической цепи реверсируемого узла имеются элементы или передачи, допускающие буксование, например фрикционные муфты или ременные передачи, либо упругие звенья, то время τ будет больше, чем при отсутствии их в этой цепи. Вследствие этого уменьшаются толчки при реверсировании, и оно происходит более мягко. При реверсировании посредством механизмов с одними лишь жесткими связями между звеньями время τ крайне мало. По мере увеличения в механизме зазоров, обусловленных износом и автоматически не компенсируемых (например, в шарнирах, в зацеплениях зубчатых и червячных передач), время на реверсирование возрастает, и процесс реверсирования сопровождается ударами в сопряжениях с зазорами; от величины и числа их сильно зависит также точность реверсирования по месту и времени.
Улучшения важнейших эксплуатационных показателей реверсирующего устройства (возможной частоты реверсирования, затрачиваемого на него времени и точности) можно достигнуть целесообразной конструкцией его, предусматривая в нем, в частности, элементы для уничтожения зазоров, и уменьшением сил инерции, действующих во время реверсирования. С этой целью детали, кинетическая энергия которых играет при реверсировании решающую роль, изготовляют иногда из легких сплавов или сварными.
Потери энергии при реверсировании
Процесс реверсирования с какой-либо угловой скорости ω2 на скорость ω1 вращения в противоположном направлении (или с линейной скорости υ2 на обратную скорость υ1) состоит из двух фаз - торможения с ω2 до 0 и разгона в обратную сторону с 0 до ω1 (аналогично - для прямолинейного движения). Изменение скорости во время реверсирования, вообще говоря, не следует линейному закону, как это принято, например, на графике рис. 1, на котором ускорение в периоды реверсирования имеет постоянную величину.
При частом периодическом реверсировании какого-либо узла (например, стола продольно-строгального станка) проблема уменьшения потерь энергии и увеличения долговечности деталей реверсирующего устройства приобретает серьезное значение. Анализ показывает, что торможение реверсируемого вала муфтой, вращающейся в противоположную сторону со скоростью, равной скорости этого вала, сопровождается потерей энергии, которая в 3 раза больше потери энергии при торможении отдельным тормозом. Следовательно, в интересах уменьшения расхода энергии и увеличения долговечности фрикционных деталей или обкладок муфты целесообразно конструировать реверсирующий механизм таким образом, чтобы кинетическая энергия реверсируемого узла поглощалась тормозом, а муфта производила лишь разгон на обратную скорость. Если принять в расчет также потери энергии при разгоне, то окажется, что для случая, когда скорости прямого и обратного ходов одинаковы, полная потеря энергии за весь период реверсирования вдвое меньше, если процесс торможения осуществляется не муфтой, а тормозом.
Управление муфтами и тормозом реверсирующего механизма должно иметь блокировку, которая делает невозможным переключение с одной муфты на другую без промежуточного включения тормоза. Это достигается проще всего при однорычажном (или однокнопочном) управлении реверсирующим устройством.
В связи с тем, что реверсирующие устройства с муфтами, в том числе и электромагнитными, все более вытесняются в станках другими решениями, эти механизмы подробнее здесь не рассматриваются.
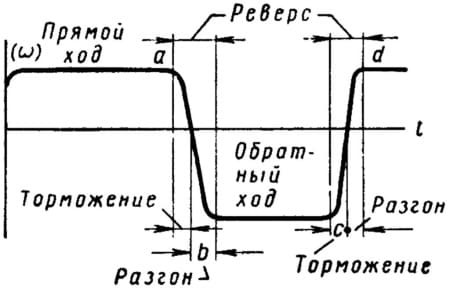
Рис. 1. Схема изменения скорости реверсируемого узла
Конструкции реверсирующих механизмов станка
В качестве элементарных реверсирующих механизмов в станках используются цилиндрические и конические трензели, планетарные и червячные механизмы. Довольно широко применявшиеся в прежних станках ременные реверсирующие передачи в станках современных конструкций почти не применяются, а поэтому ниже не описаны, как и применяемые для этой цели в немногих станках цепные передачи.
Если возвратно-поступательное или возвратно-вращательное движение соответствующей части станка осуществляется при помощи кривошипно-шатунного, кулисного или кулачкового механизма, надобность в особом реверсирующем устройстве отпадает.
Цилиндрические трензели
Для реверсирования вала, параллельного ведущему, широко используются в станках механизмы, состоящие из цилиндрических зубчатых колес, - цилиндрические трензели. Реверсирование движения получается передачей его через четное или нечетное число паразитных колес, чаще всего через одно такое колесо при одном направлении вращения и непосредственным зацеплением колес ведущего и ведомого валов, либо через два паразитных колеса - при противоположном направлении вращения.
Чаще всего применяют варианты цилиндрических трензелей; с передвижными зубчатыми колесами или передвижными двойными блоками одинаковых колес; с колесами, находящимися в постоянном зацеплении и включаемыми посредством сцепных муфт или скользящих шпонок; с накидными колесами, включаемыми посредством поворота вокруг неподвижной оси (плоские трензели).
На рис. 2, а-д даны схемы трензелей первого вида. Паразитное колесо везде обозначено z0, штриховыми линиями показано положение передвижного зубчатого колеса при переключении трензеля на обратную скорость. На каждой схеме указаны также наименьшая строительная длина трензеля, выраженная через ширину b ординарного зубчатого колеса, и передаточные отношения при прямом и обратном вращении. Цифрами I и II обозначены соответственно ведущий вал, вращающийся в неизменном направлении, и ведомый - реверсируемый. Все схемы по рис. 2 обратимы - валы I и II можно поменять местами.
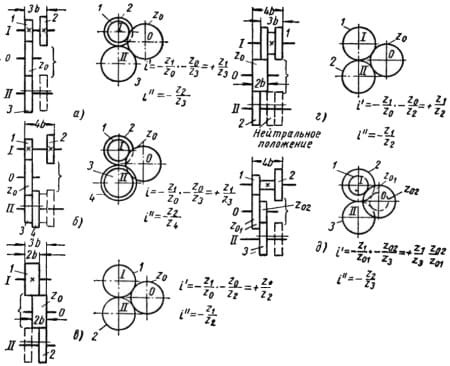
Рис. 2. Схемы цилиндрических трензелей с передвижными колесами
Трензели, построенные по схемам рис. 2, конструктивно очень просты. Зубчатые колеса, сидящие на одном валу (например, колеса I и II в схемах рис. 2, а и б), часто изготовляют в виде двухвенцового блока; передвижные колеса и блоки помещают на зубчатых (шлицевых) валах. В паразитные колеса, вращающиеся на осях вхолостую, запрессовывают Втулки, что удлиняет срок их службы.
Если в механизмах по рис. 2 отказаться от передвижных колес и заменить каждое из них двумя, которые находятся в постоянном зацеплении с сопряженными колесами и соединяются со своим валом посредством муфты, получатся цилиндрические трензели, отнесенные выше ко второму виду. Наиболее распространенные схемы таких трензелей показаны на рис. 3, а-в; они получаются из схем рис. 2, а, в, и д если видоизменить их указанным способом.
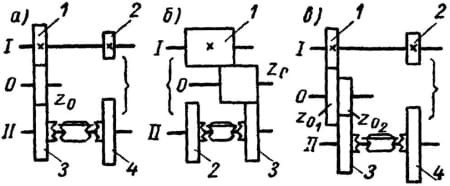
Рис. 3. Схемы цилиндрических трензелей со сцепными муфтами
В механизмах подач токарных, карусельных, фрезерных станков для переключения трензеля служат обычно кулачковые, реже - зубчатые муфты. Для шпиндельных бабок таких станков, которые требуют частого реверсирования, находят применение конструкции реверсирующего устройства с двумя фрикционными муфтами для правого и левого вращения, если для этой цели не используется реверсивный электродвигатель. Наиболее распространенные схемы таких механизмов, понятные без пояснений, даны на рис. 4, а-в. Чтобы уменьшить нагрев и износ фрикционных поверхностей в результате буксования, целесообразно предусмотреть подвод к ним масла изнутри. Схемы по рис. 4, б и в применяют в тех случаях, когда число ступеней скорости шпинделя при правом вращении должно быть больше, чем при левом (или наоборот).
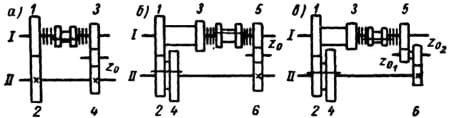
Рис. 4. Схемы цилиндрических трензелей с фрикционными муфтами
Моменты инерции масс мнoгoдисковых фрикционных муфт, как правило, много больше моментов инерции зубчатых колес; отсюда следует, что реверсирующие муфты этого типа выгоднее располагать на ведущем валу, как показано на схемах рис. 4. Если поместить эти муфты на ведомом валу, то зубчатые передачи реверсирующего механизма будут работать и при выключенных муфтах. Моменты инерции кулачковых муфт меньше, чем у зубчатых колес, с которыми они сцепляются, поэтому их располагают на реверсируемом валу.
Конические трензели, составленные из конических зубчатых колес, используются в станках самых различных типов - в механизмах рабочих и быстрых подач, в механизмах обкатки и пр. Основное преимущество конического трензеля - его универсальность в том отношении, что он одинаково применим при любом относительном положении ведущего и ведомого валов, недостатки - сравнительно большие габариты при передаче больших крутящих моментов и более сильный шум, чем при работе цилиндрических трензелей. Как видно из схем рис. 5, на которых I и II - ведущий и ведомый валы, причем первый вращается в неизменном направлении, а второй должен реверсироваться, эти валы могут быть соосны (рис. 5, а), параллельны (штриховая линия на той же схеме), взаимно перпендикулярны (рис. 5, б) или расположены под углом, отличным от 90° (рис. 5, в). При одной и той же угловой скорости ведущего вала угловые скорости ведомого могут быть одинаковы в обоих направлениях (рис. 5, а и б) или различны (рис. 5, в-е); однако в последнем случае конструкция трензеля осложняется.
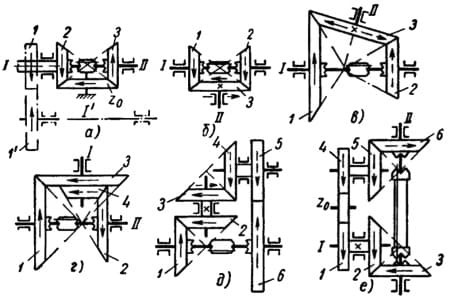
Рис. 5. Конические трензели
Так же как цилиндрические трензели, конические обратимы в том смысле, что реверсируемым может быть сделан любой из валов I и II.
Если реверсируемый вал - тихоходный, практически безразлично, на каком из двух валов располагать заклиненные зубчатые колеса; в противном случае холостые колеса и сцепную муфту следует располагать по возможности на реверсируемом валу.
Переключение с правого вращения на левое и наоборот производится при помощи кулачковой или фрикционной муфты либо передвижением блоков конических колес. В станках для скоростной обработки с успехом применяются для этой цели электромагнитные муфты.
В технологическом отношении конический трензель сложнее цилиндрического, поэтому в последние годы наблюдается тенденция заменять конические трензели, где это возможно, более простыми в изготовлении и дешевыми цилиндрическими, сохраняя первые только для реверсирования валов, оси которых перпендикулярны оси ведущего вала.
Планетарные реверсирующие механизмы позволяют не только реверсировать вращение, но и осуществлять вместе с тем любые передаточные отношения и очень большие, и очень малые; поэтому в станках они применяются главным образом в цепях подач, где требуется большое замедление для получения рабочих подач и реверсирование на быстрый обратный холостой ход.
При сопоставлении варианта планетарного реверсирующего устройства с другими механизмами того же назначения необходимо принимать в расчет потери энергии в планетарном механизме, которые зависят от его схемы и исполнения и могут быть относительно велики. Низкий КПД механизма может не иметь практического значения при очень малой абсолютной мощности привода. Следует считаться и с тем, что сборка планетарных механизмов иногда довольно трудоемка.
Червячные реверсирующие механизмы находят в современных станках ограниченное применение, поэтому подробно здесь не рассматриваются. Принцип работы подобных устройств поясняется схемой на рис. 6, где цифрой I обозначен ведущий, а II - ведомый реверсируемый вал. Управление муфтами α и b должно быть обязательно сблокировано так, чтобы одновременное включение их было невозможно.
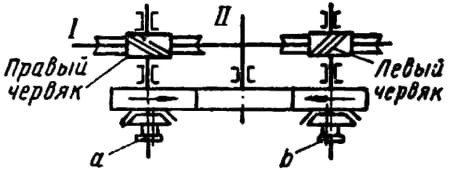
Рис. 6. Схема червячного реверсирующего механизма
В некоторых моделях зубообрабатывающих станков нашли применение зубчатые механизмы, преобразующие вращательное движение зубчатого колеса 1 (рис. 7 и 8) в прямолинейное возвратно-поступательное (рис. 7) или возвратно-вращательное (рис. 8) движение узла 2 станка - ползуна, салазок, стола, люльки и т. д.
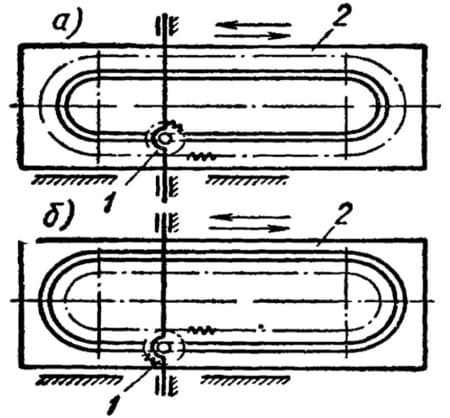
Рис. 7. Схема реверсивного зубчатого механизма для преобразования вращательного движения в возвратно поступательное.
Ведущим элементом в этих механизмах является зубчатое колесо, вращающееся, как правило, с неизменной скоростью в одном направлении, ведомым — пара параллельных зубчатых реек, соединенных по концам двумя полушестернями в механизмах первого типа (рис. 7), или два концентричных зубчатых сектора, соединенных по концам такими же полушестернями (рис. 8). В обоих случаях зацепление может быть либо внутренним (рис. 7, а), либо наружным (рис. 8, б).
При постоянной скорости ведущего зубчатого колеса реверсивный механизм по схеме рис. 7 обеспечивает равномерное Возвратно-поступательное движение ведомого узла станка на участках, соответствующих зацеплению колеса с рейками, и реверсирование - на участках пути, соответствующих зацеплению колеса с замыкающими полушестернями.
Механизм по схеме рис. 8 обеспечивает равномерные, но различные по величине скорости вращения ведомого узла на участках, отвечающих зацеплению равномерно вращающегося ведущего колеса с зубчатыми секторами (т. е. с зубчатыми венцами с центральным углом а) и реверсирование этого узла на участках, соответствующих зацеплению колеса с замыкающими концевыми полушестернями составного зубчатого элемента.
В механизмах первого типа (рис. 7) скорость ведомого узла изменяется в периоды реверсирования по косинусоидальному закону, в механизмах второго типа (рис. 8) она изменяется в эти периоды плавно между равномерными скоростями прямого и обратного вращения узла.
Реверсивный механизм по схеме рис. 8 использован, например, в цепи обкатно-делительного движения станков моделей 525 и 528 для нарезания конических зубчатых колес с круговыми зубьями.
Реверсирующие устройства рекомендуется рассчитывать, принимая во внимание переменность действующих во время реверсирования сил, следовательно, вводя в расчет коэффициент срока службы и переменности режима по общему методу, разработанному Д. Н. Решетовым.
При невозможности достаточно точной оценки этих величин для проектируемого станка приходится вести расчет с запасом, исходя из наибольших действующих сил, главным образом - сил инерции во время реверсирования.
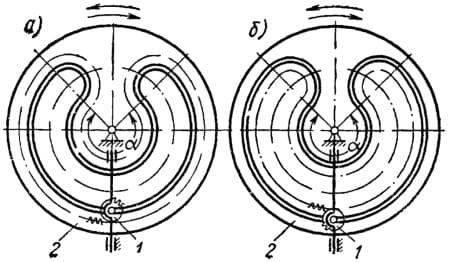
Рис. 8. Схема реверсивного зубчатого механизма для преобразования вращательного движения в возвратно-вращательное (качательное)
Устройства, для изменения направления движения исполнительных механизмов
Реверсирование движений в металлорежущих станках может быть осуществлено с помощью реверсирования электродвигателя, гидродвигателя и механических устройств. Чаще реверсирование осуществляется с помощью цилиндрических и конических зубчатых передач. На рис. 9, а, б показаны механизмы реверса с цилиндрическими колесами. При передаче движения через два зубчатых колеса валы I и II вращаются в разных направлениях, а при передаче через три зубчатых колеса - в одном направлении.
Работа реверсивных устройств с коническими колесами основана на том, что два колеса z1 и z3, находясь в зацеплении с колесом z2 (рис. 9, в, г), вращаются в противоположных направлениях. В этом случае реверсирование производят переключением муфты (рис. 9, в) или перемещением блока колес z1-z3 (рис. 9, г).
В станках, которые требуют частого реверсирования, в конструкциях, изображенных на рис. 9, а, в, устанавливают фрикционные муфты, в механизмах токарных, карусельных и фрезерных станков чаще всего кулачковые муфты.
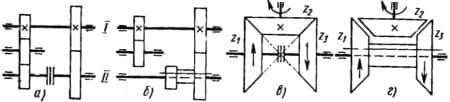
Рис. 9. Схемы реверсирующих механизмов
В некоторых моделях зубообрабатывающих станков находят применение зубчатые колеса для получения возвратно-вращательного движения (рис. 10). Ведущим звеном в таких механизмах является колесо 1, а ведомым - два концентричных зубчатых сектора внутреннего зацепления 3 и наружного зацепления 4, соединенных по концам секторами 5. Поскольку центр вращения колеса 2 неподвижен, центр вращения колеса 1 при зацеплении с различными колесами меняет свое положение. Поочередное зацепление производится при помощи копировального механизма, устанавливающего соответствующее межосевое расстояние. Во время работы частота вращения колеса 2 и его направление меняются в зависимости от того, с каким колесом связано ведущее звено.
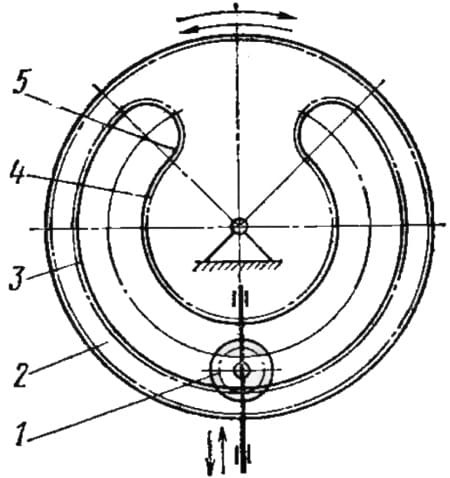
Рис. 10. Схема реверсивного зубчатого механизма станка
