В отличии от устройства для малых перемещений станка, храповые передачи особенно удобно применять в тех случаях, когда время, в течение которого перемещение должно быть завершено, ограничено. Поэтому их используют часто в механизмах подач тех станков, в которых периодическая подача производится во время перебега или быстрого обратного холостого хода (в строгальных; долбежных, шлифовальных, зубоотделочных станках).
В большинстве случаев храповые механизмы используют для прямолинейного перемещения соответствующего узла: собачка периодически поворачивает на определенный угол храповик с наружными или внутренними зубьями, кинематически связанный с ходовым винтом, который и осуществляет требуемое прямолинейное перемещение стола, суппорта и т. п. При помощи храповой передачи осуществляются также и круговые периодические перемещения.
Поворот храповика за одно двойное качание собачки достигает иногда 90-100°, в большинстве случаев он не превышает 45°.
Величина периодического перемещения, производимого посредством храпового механизма, должна, как правило, допускать регулирование. Оно производится: а) изменением угла качания (размаха) рычага, несущего собачку, или б) при неизменном размахе этого рычага - перекрытием зубьев храповика на части дуги, описываемой собачкой, или автоматическим подъемом собачки на части этой дуги.
Механические варианты первого решения показаны схематически на рис. 1, а-в. Размах рычага собачки регулируется перестановкой ползушки В в пазу кривошипного диска (рис. 1, а) или в прорезях кулисных рычагов (рис. 2, б и в). В гидрофицированных станках размах собачки регулируется изменением длины хода поршенька, сообщающего импульс собачке.
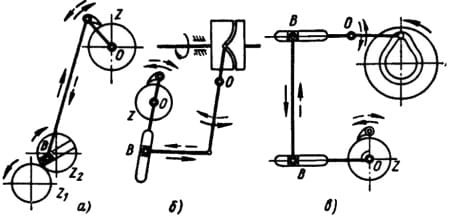
Рис. 1. Регулирование периодических движений, осуществляемых посредством храповых механизмов
Принцип конструкции устройств, позволяющих регулировать угол поворота храповика при неизменном размахе собачки, поясняется рис. 2; щитком 1 можно перекрывать большее или меньшее число зубьев храповика внутри угла α. Щиток удерживается в желаемом положении пружинным фиксатором рукоятки 3, вставляемым в соответствующее отверстие неподвижного сектора 2.
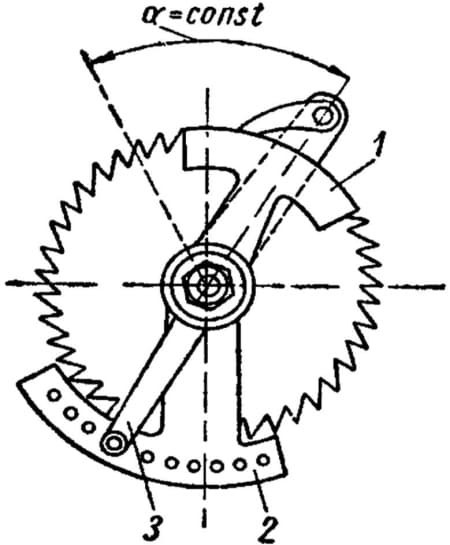
Рис. 2. Принцип конструкции храповых механизмов
Для реверсирования периодических поворотов храповика (например, в механизмах подач строгальных и долбежных станков) зубья его должны иметь симметричный профиль, а собачка должна быть сделана оборотной.
Число z зубьев храповика определяется из кинематического расчета цепи; в большинстве случаев z=12÷250. Шаг зубьев t=πm, где m - модуль, выбирается с таким расчетом, чтобы диаметр храповика был не слишком велик для узла, в который он входит. Разработанная ЭНИMCом нормаль станкостроения Н22-4 предусматривает для храповых передач с наружным зацеплением z=20÷200, m=0,6÷2,5 мм, диаметр делительной окружности храповика D=30(zm=50•0,6)÷200 (zm=200•1) мм, для передач с внутренним зацеплением z=24÷200, модули - те же и D=60÷200 мм.
Формы зубьев храповиков показаны на рис. 3, а и б - для нереверсируемых, в и г - для реверсируемых храповиков. Рабочую грань зуба нереверсируемых храповых колес целесообразно делать радиальной или с небольшим поднутрением (по нормали Н22-4 - 10°).
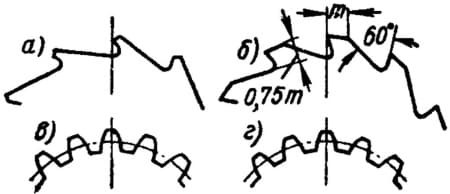
Рис. 3. Формы зубьев храповых колес, применяемых в станках
Возможности использования в станках храповых передач для сообщения движениям периодического характера иллюстрирует рис. 4, изображающая делительное устройство шлицешлифовального полуавтомата 345.
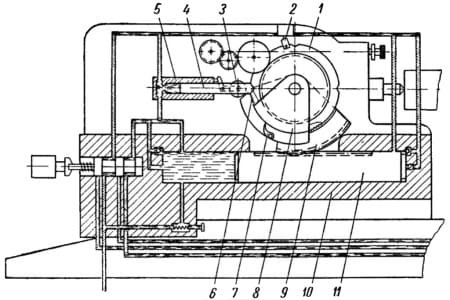
Рис. 4. Схема делительного устройства шлицешлифовального полуавтомата модели 345
Угол размаха собачки остается здесь постоянным (100°), и угол поворота храповика, связанного со шпинделем изделия, регулируется перекрытием его зубьев.
Устройство работает следующим образом. Перед началом рабочего хода стола (вправо) масло под давлением поступает в правую полость цилиндра 10 и подает влево поршень 11 с реечными зубьями, сцепленными с зубьями сектора 9, несущего собачку 7. Сектор начинает поворачиваться по часовой стрелке, собачка 7 скользит по периферии щитка 8. Кривая сектора 9, воздействуя на ролик 3, выводит плунжер-фиксатор 4 из впадины делительного диска 1, скрепленного с храповиком 6, и таким образом освобождает последний. Собачка 7 сходит со щитка 8, сцепляется с храповиком 6 и поворачивает его на требуемый угол, а вместе с ним - делительный диск, шпиндель заготовки и шлифуемый валик. Несколько ранее конца поворота кривая сектора 9 освобождает фиксатор 4, который под давлением масла в цилиндре 5 западает в очередную впадину делительного диска.
Механизм возвращается в исходное положение переключением масла в левую полость цилиндра 10. Кулачок 2, укрепленный на делительном диске 1, воздействуя на микроконечники, дает импульс механизму поперечной подачи шлифовального круга после каждого прохода всех зубьев (шлицев), т. е. после каждого полного оборота шпинделя заготовки, а вместе с ним и делительного диска.
Храповые передачи применяют также в счетных механизмах станков, в устройствах для автоматического включения станка после того, как определенный элемент станка сделает установленное число двойных ходов или полных оборотов.
