Шпонки служат для соединения различных деталей передач (зубчатых колес, шкивов и др.) с валом. Для этого на валу и соединяемой с ним детали выполняются шпоночные пазы (рис. 1, а), в которые устанавливается общая призматическая шпонка (рис. 1, б) в виде прямоугольного бруска или сегментная шпонка (рис. 1, в), имеющая форму части диска.
Фрезерование шпоночных пазов на валах имеет ряд особенностей. Сквозные и открытые пазы (под призматические шпонки) с выходом канавки по окружности, радиус которой равен радиусу фрезы, обрабатывают дисковыми фрезами.
Закрытые и полузакрытые пазы (под призматические шпонки) фрезеруют используя концевые фрезы или специальные шпоночные фрезы. При обработке паза концевой фрезой в крайней его части необходимо просверлить отверстие для ее установки, поскольку концевые фрезы не работают при осевых подачах.
Особыми требованиями, предъявляемыми к точности шпоночных пазов, являются выполнение их ширины в пределах допустимых отклонений по ПШ и строгая симметричность паза к оси вала. Для соблюдения этих требований необходимо правильно подобрать фрезу, установить ее на станке с минимальным биением (не более 0,02 мм по боковым зубьям) и выверить приспособление и заготовку относительно направления продольной подачи стола станка.
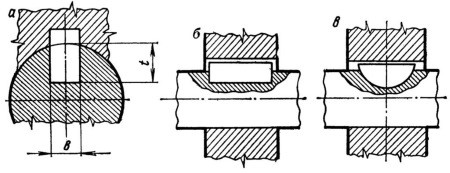
Рис. 1. Шпоночные соединения
Для фрезерования на валах шпоночных пазов стандартами предусмотрены дисковые пазовые и трехсторонние цельные фрезы (см. рис. 2 и 4, а и б Обработка уступов и пазов на фрезерном станке), которыми могут быть обработаны открытые и полуоткрытые пазы, имеющие выход по радиусу фрезы. Закрытые пазы выполняются двузубыми шпоночными фрезами (рис. 2), торцовые зубья которых пересекаются в центре. Такие фрезы перетачиваются главным образом по задним поверхностям торцовых зубьев и могут работать с осевой подачей.

Рис. 2. Шпоночная двухзубая фреза
Шпоночные фрезы выполняются с цилиндрическими или коническими хвостовиками и изготавливаются из быстрорежущей стали или оснащаются пластинками твердого сплава. Для фрезерования закаленных и труднообрабатываемых материалов освоен выпуск монолитных твердосплавных шпоночных фрез. Пазы на валах под сегментные шпонки обрабатываются специальными грибковыми фрезами (рис. 3, а) с цилиндрическими хвостовиками либо насадными фрезами (рис. 3, б) - для пазов крупного диаметра.

Рис. 3. Фрезы для пазов под сегментные шпонки
При фрезеровании шпоночных пазов валы можно закреплять в станочных тисках, на призмах, непосредственно на столе станка или в специальных самоцентрирующихся тисках. При установке заготовок в станочных тисках (рис. 4) на губки следует надеть угловые нагубники из мягкого листового металла, предохраняющие поверхность вала от смятия. В этих случаях целесообразно также применять специальные призматические накладные губки к тискам (см. рис. 2, д Фрезерование плоскостей на станке).

Рис. 4. Фрезерование открытого шпоночного паза с установкой вала в тисках
Призмы 4 (рис. 5) имеют паз 1 с углом профиля 90° и направляющие шпонки 5, с помощью которых осуществляют выверку призм по пазу стола. Заготовка 3 прижимается к призмам прихватами 2.
Длинные валы часто устанавливают непосредственно на столе по фаскам Т-образного паза и закрепляют по концам прихватами.
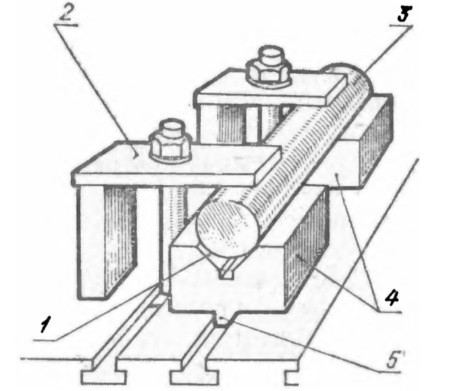
Рис. 5. Установка вала на призмах
Самоцентрирующие тиски (рис. 6) могут быть применены для установки заготовок типа валов как на горизонтально-фрезерных, так и на вертикально фрезерных станках, что достигается наличием у них двух взаимно перпендикулярных опорных плоскостей 8. Заготовку ставят цилиндрической поверхностью на призму 5 и при вращении маховичка 1 зажимают губками 3 и 6, которые поворачиваются на осях 2 и 7. Для установки валов крупного диаметра призма 5 может быть повернута и установлена в тисках другой стороной. Регулируемый упор 4 служит для закрепления вала в требуемое положение по длине.
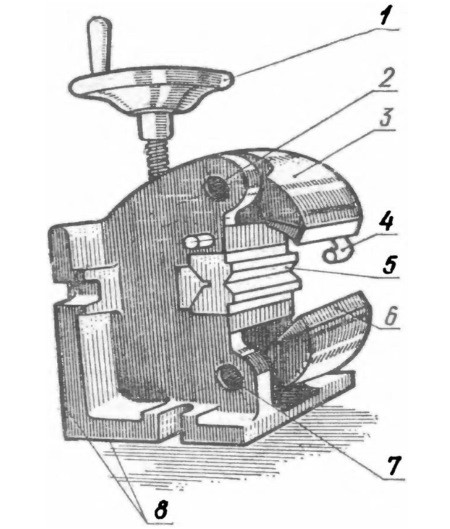
Рис. 6. Самоцентрирующие тиски для валов
Приемы фрезерования шпоночных пазов практически мало отличаются от соответствующих приемов обработки пазов общего назначения. Особенностью здесь являются способы установки фрезы симметрично оси вала и контроль поперечного расположения паза на нем.
Заготовку обрабатываемого вала обычно закрепляют на станке так, чтобы она имела свободный конец. В этом случае фрезу подводят до касания с боковой образующей цилиндра заготовки (рис. 7, а), а затем уже известными действиями смещают стол в поперечном направлении на расстояние
l=(d+b)/2
где d - диаметр вала, мм; b - ширина паза, мм.
Контроль расположения фрезы относительно оси вала выполняют угольником и штангенциркулем по размеру S (рис. 7, б), который определяется по формуле
S=T+((d+B)2),
где Т - ширина полки угольника, мм; В - ширина фрезы, мм.
Если размер S с двух сторон вала одинаков, то фреза расположена правильно.
Когда конец заготовки не выступает из приспособления, расположить фрезу симметрично оси вала можно с помощью сравнительно простого приспособления (рис. 7, в), которое состоит из стойки 1 и подвижной призмы 2. Нижним V-образным пазом призма устанавливается на поверхность вала, а в верхний паз вводится фреза до касания уголков зубьев с его сторонами. Точность симметричного расположения шпоночного паза проверяют шаблоном (рис. 7, г).
В массовом производстве для фрезерования шпоночных пазов ранее широкое распространение получили станки с программным управлением 6Д95, работающие немерными концевыми фрезами. Необходимая точность ширины паза на этих станках достигается за счет регулируемого осциллирующего (колебательного) движения фрезы в направлении, перпендикулярном продольной подаче.
Фрезерование пазов сегментных шпонок производят хвостовыми или насадными фрезами под сегментные шпонки, диаметр которых должен быть равен двойному радиусу канавки. Подача осуществляется в направлении, перпендикулярном оси вала.
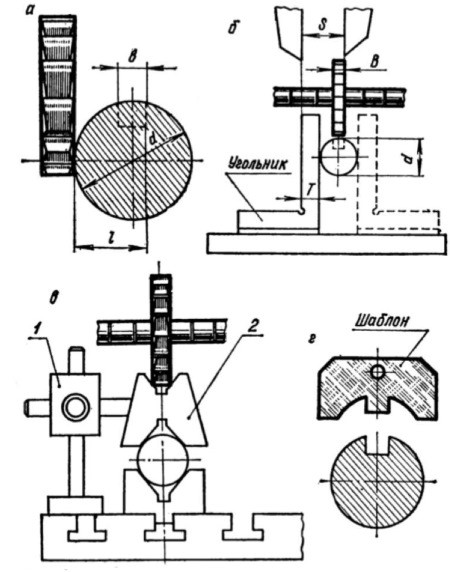
Рис. 7. Способы установки и контроля расположения фрезы относительно оси вала
