Основные типы устройств автоматической загрузки заготовок на столы-спутники представлены на рис. 1. Часто применяется вариант с однопозиционными тумбами, размещаемыми с разных сторон станка рис. 1, а. Рабочий стол станка последовательно выходит то на одну, то на другую позицию. В варианте с двухпозиционной поворотной платформой, размещаемой сбоку или спереди станка (рис. 1, б) и оснащенной механизмом прямолинейного перемещения стола-спутника, пока на станке происходит обработка детали, на второй позиции происходит загрузка и установка новой заготовки. После окончания обработки рабочий стол выходит на позицию смены детали и подается на свободную позицию поворотной платформы. Поворотом на пол-оборота новая заготовка подается к столу станка. Применяется конструкция с двухпозиционным механизмом смены столов параллельного действия, схема действия которого показана на рис. 1, в. Гибкие производственные системы часто применяют магазин-накопитель, например, в виде транспортера, столов-спутников с числом позиций до 8-10 (рис. 1, г, д, е). Обеспечивая последовательную загрузку заготовок на стол станка, такое устройство (механизм) создает возможность для «безлюдной» технологии.
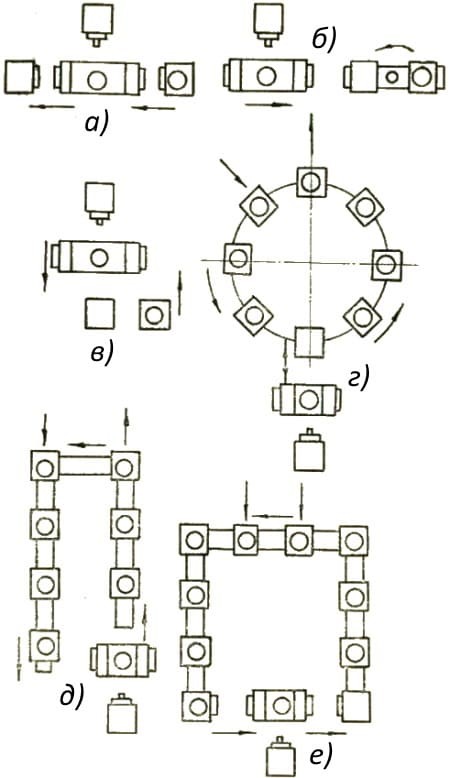
Рис. 1. Основные способы смены столов-спутников
Закрепление спутников с заготовкой на столе станка осуществляется обычно одним из двух способов: с помощью силового гидравлического привода или пружинных прихватов. Для реализации первого способа требуется организовать подвод масла под высоким давлением к подвижному и поворотному столу, что усложняет конструкцию станка. Второй способ проще, т. к. спутник закрепляется с помощью Г-образных прихватов, автоматически вводимых в пазы плиты спутника и поджимающих его к направляющим пакетом мощных тарельчатых пружин. Пружины обеспечивают постоянство силы зажима. При смене спутников требуется организовать принудительное сжатие пакета. Для этой цели используются устройства, служащие для транспортировки спутника с обработанной деталью со стола станка и подачи на него последующего спутника с заготовкой.
При автоматической смене заготовок, устанавливаемых на столах-спутниках, необходимо обеспечивать получение стабильной точности обработки всех заготовок по партиям. Параметры базирующих и других влияющих на точность обработанных деталей элементов столов-спутников, должны иметь минимальный разброс. Кроме того, необходимо обеспечивать точность и стабильность базирования каждого спутника на столе станка. В особо ответственных случаях для решения этой задачи устанавливаются датчики контроля фактического положения спутника на столе станка с последующим вводом коррекции в программу по основным координатам. Стабильность установки столов-спутников на обрабатывающих центрах составляет 0,005÷0,020 мм. Время автоматической смены детали на станках обычно не превышает 30-40 сек. Создание технологических модулей и автоматизированных станочных комплексов открывает перспективы, когда обрабатывающие центры с ЧПУ повышают эффективность применения. Вместо неподвижного магазина столов-спутников может быть установлен автоматически действующий кольцевой или другого типа транспортер с объединением им группы станков. Управление всей такой системой выполняет в этом случае единая управляющая программа. Технологические секции с транспортерами-накопителями применяют и для токарных обрабатывающих центров. В этом случае передачу заготовок или спутников на станок и обратно выполняет промышленный робот манипулятор, обслуживающий, как правило, несколько станков.
Автоматизированные комплексы и системы могут работать в три смены без перерывов. При этом присутствие обслуживающего персонала требуется только в первую, иногда и во вторую смену. В дневную смену производится подготовка и закрепление заготовок на спутниках, установка их в магазин или на транспортер, выполняется подготовка комплектов инструментальной оснастки, наладка обрабатывающего центра, а также других станков и технологического оборудования, производится организационно-техническое обслуживание и т. п. В ночную смену остается работать лишь несколько наладчиков и операторов для наблюдения за работой оборудования, смены при необходимости инструментальных комплектов, периодического контроля качества обработки деталей, устранения в случае необходимости мелких неполадок, сбоев, неисправностей.
Основную роль в автоматизации вспомогательных процессов играет уровень организации производства, обеспечивающий постоянную готовность инструмента, заготовок, приспособлений. Особое значение имеет правильное программирование обработки, исключающее пробную обработку с участием оператора. Современные технологии дают возможность не только проверить траектории инструмента, но и установить соответствующие режимы резания. Одним из основных преимуществ современных обрабатывающих центров является возможность лучшего манипулирования заготовкой с автоматической установкой ее в требуемое положение по отношению к шпинделю станка. Дальнейшее развитие заключается в совершенствовании самих шпиндельных узлов путем увеличения их быстроходности с целью наиболее полного использования возможностей новых инструментальных материалов.
