Поверхности заготовки (детали), на которые производится ее установка, называется установочными базовыми поверхностями или сокращенно установочными базами.
Фиксация положения заготовки относительно фрезы достигается соприкосновением установочной базы с соответствующими поверхностями приспособления или стола станка, или же путем выверки положения установочной базы. Фиксация положения заготовки по установочным базам называется базированием заготовки. Таким образом, базирование деталей на фрезерных станках с ЧПУ должно предшествовать ее закреплению для обработки. От точности базирования зависит успех обработки.
Установочные базы детали
Установочной базой заготовки могут быть разные поверхности детали: плоскость, наружные, внутренние и торцовые поверхности цилиндрических тел, поверхности центровых гнезд, конические и криволинейные поверхности.
Установочными базами могут быть необработанные поверхности или черновые базы - при первоначальной обработке на станке. Точная повторная установка заготовки на необработанную поверхность невозможна, поэтому для второй и последующих операций черновая база заменяется поверхностью, прошедшей механическую обработку, или чистовой базой.
Различают основные и вспомогательные установочные базы детали. Основной базой называют такие поверхности, которые необходимы для работы детали в собранном узле и изделии. Например, отверстие во втулке зубчатого колеса, служащее для его базирования во время нарезания зубьев, является основной базой, так как этим отверстием зубчатое колесо надевается на вал при сборке. Цилиндрическая поверхность вала, служащая установочной базой заготовки во время фрезерования в нем шпоночной канавки, является основной базой, так как на эту поверхность надеваются зубчатые колеса, Шкивы, муфты и т. п. Вспомогательная база обычно создается искусственно для облегчения базирования заготовки: она не имеет никакого значения в детали, собранной в узел. Например, центровые гнезда вала - вспомогательная база для установки в центрах делительной головки на фрезерных, резьбофрезерных или зубофрезерных станках - и не требуется для работы вала в собранной машине.
Поверхности, линии и точки, от которых производят измерения обрабатываемых поверхностей, называют измерительными базами. Измерительная база может совпасть с установочной, что, как увидим дальше, весьма желательно.
На рис. 1, а установочная база 1 служит одновременно измерительной, так как на рабочем чертеже она непосредственно связана размером 30 ±0,15 мм с фрезеруемой плоскостью 2. На рис. 1, б измерительной базой является поверхность 3, а установочной базой остается поверхность 1. Для того чтобы установить фрезу на требуемый размер 20 ±0,15 мм (расстояние фрезеруемой плоскости 2 от измерительной базы 3), надо определить размер x - величину расстояния от установочной базы 1, что требует дополнительных расчетов.
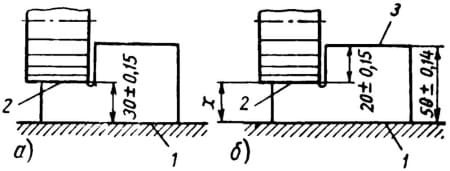
Рис. 1. Две схемы установок, когда: а - измерительная база совпадает с установочной; б - измерительная база не совпадает с установочной
Выбор черновой базы при обработке заготовки
При обработке отливок, поковок или проката приходится для первой операции пользоваться черновой базой. Приводим некоторые правила, которыми следует руководствоваться при назначении черновых баз.
Если у детали некоторые поверхности не требуют механической обработки, то их обычно принимают за черновую базу при первой операции. В этом случае эти поверхности будут иметь наименьшие смещения относительно обработанных.
Если деталь обрабатывают полностью, за черновую базу следует принимать поверхность с наименьшим припуском.
Черновые базы заготовки должны быть по возможности ровными и чистыми. Нельзя принимать за черновую базу места, где в заготовках расположены прибыли, литники, разъемы опок или штампов.
Черновая база должна обладать достаточными размерами и в самой заготовке должна занимать наиболее определенное место относительно других поверхностей. С этой точки зрения поверхности литых отверстий менее надежны, так как при заливке металла формовочные стержни могут сдвинуться относительно самой модели.
Черновая база должна обеспечивать наиболее удобную обработку поверхности, принимаемой далее за чистовую установочную базу.
Выбор чистовой базы при обработке детали
Для выбора чистовой базы детали также установлены некоторые правила.
Чистовая установочная база должна по возможности совпадать с измерительной, т. е. быть непосредственно связанной размерами с обрабатываемой поверхностью (см. рис. 1, а).
При выборе чистовой базы надо стремиться, чтобы ее сохранить как установочную для обработки поверхностей во всех дальнейших операциях, т. е. стремиться обеспечить принцип постоянства баз.
Чистовая база заготовки должна обеспечить наибольшую устойчивость и наибольшую жесткость заготовки (т. е. наименьшие деформации) от зажима и сил резания.
Чистовая база заготовки должна обеспечить наибольшую простоту и дешевизну приспособления, удобство установки и надежность зажима заготовки.
