Под координацией инструмента при обработке отверстий на расточных станках понимают совмещение оси вращения инструмента с заданной осью отверстия. Неправильно выполненная координация инструмента вызывает погрешности обработки: смещение или перекос осей отверстия между собой или относительно базовых поверхностей.
В общем случае координация инструмента состоит в обеспечении соосности осей борштанги, шпинделя, подшипника задней стойки и обрабатываемого отверстия. Соосность выверяют используя метод пробных проточек, применяют индикаторные устройства, частым является использование шаблонов, оптических устройств или специальных приспособлений.
Совмещение оси шпинделя с осью отверстия
Совмещение оси шпинделя с осью разъемного отверстия - один из методов координации инструмента. Если требуется, чтобы ось отверстия лежала в горизонтальной плоскости разъема, используют контрольную линейку 1 (рис. 1, а), которую устанавливают на предварительно обработанную и шабренную плоскость разъема, чтобы ось бобышки 2 располагалась по центру литого отверстия. С помощью центроискателя 3, установленного в шпиндель станка, ось шпинделя совмещают с осью отверстия.
Для правильного положения борштанги при обработке отверстия обеспечивают соосность шпинделя с отверстием люнетной стойки. Соосность выверяют в двух положениях I-I и II-II (рис. 1, б) с применением индикаторного устройства и учетом прогиба консольных оправок под действием собственной массы.
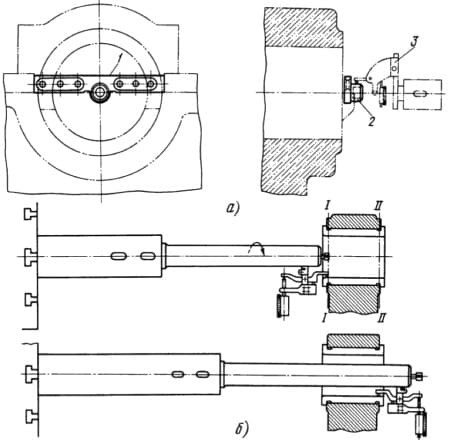
Рис. 1. Совмещение оси шпинделя: а - с осью разъемного отверстия; б - с осью подшипника люнетной стойки
Положение борштанги
Положение борштанги в горизонтальной плоскости выверяют с помощью уровня. При этом добиваются одинакового показания уровня на борштанге и на шпинделе.
Положение борштанги относительно плоскости разъема выверяют индикатором в двух наиболее удаленных друг от друга точках, лежащих на плоскости разъема; при этом добиваются одинаковых показаний стрелки индикатора. Положение борштанги относительно плоскости стола выверяют аналогично.
Положение борштанги в боковом направлении выверяют от вертикальных базовых поверхностей детали (рис. 2, а) или от линейки, установленной на горизонтальную базовую плоскость (рис. 2, б, в). Базовые поверхности детали и линейки при этом предварительно выверяют с точностью 0,02-0,03 мм на 1000 мм с помощью шпинделя с индикатором. Борштангу в боковом направлении выверяют также от ранее расточенных отверстий с помощью контрольных оправок (рис. 2, г) (l - расстояние между центрами отверстий; d1 - диаметр контрольной оправки, установленной в расточенное отверстие; d2 - диаметр борштанги; l1, l2 - размеры, контролируемые микрометром или набором мерительных плиток).
Расположение осей отверстий в одной плоскости (под углом 90°) выверяют большим угольником 1 (закрепленным на столе 2 вместе с деталью) и индикатором 3 (рис. 2, д). Положение стола выверяют индикатором при его перемещении вдоль одной из сторон угольника (до и после поворота стола). После каждой выверки стола растачивают одно из перпендикулярных отверстий. Расположение борштанги при растачивании взаимно перпендикулярных отверстий выверяют также с помощью контрольного валика и оправки с индикатором после растачивания одного из отверстий. В расточенное отверстие вставляют контрольный валик, а в шпиндель станка - рычажную оправку с индикатором. Поворачивая оправку с индикатором на 180° и регулируя положение детали, добиваются одинакового натяга индикатора при контакте его наконечника с контрольным валиком.
Для проведения такой выверки на современных расточных станках имеются специальные индикаторные упоры.
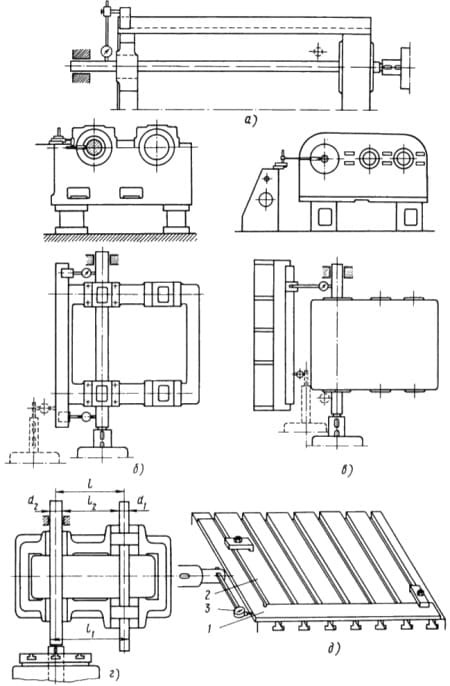
Рис. 2. Выверка положения борштанги: а - относительно вертикальной базовой поверхности детали; б - относительно линейки, установленной на горизонтальную базовую поверхность; в - относительно ранее расточенного отверстия (с применением контрольной оправки и индикатора); г - относительно ранее расточенного отверстия (с применением контрольной оправки, втулок, микрометра или измерительных плиток); д - относительно ранее расточенного отверстия (с применением оправки с индикатором и угольника)
Расстояние от оси одного отверстия до торцовой поверхности другого отверстия (с перпендикулярной осью) выверяют одним из следующих методов.
Оправку 1 устанавливают в шпиндель 2 станка (рис. 3, а). На размер α набирают концевые меры 3: А = α + (d/2), где А - заданный размер от внутреннего торца детали до оси растачиваемого отверстия; d - диаметр оправки.
Когда базой является наружный торец детали (рис. 3, б), A1 = A + K + α + (D/2), где А1 - расстояние от оси шпинделя до оси растачиваемого отверстия; К - расстояние между торцами детали; α - размер мерительных плиток, D - диаметр шпинделя.
Угольник 1 (рис. 3, в) закрепляют к торцу отверстия, а центроискатель 2 устанавливают по центру отверстия угольника.
Перемещая стол с деталью на величину A1 = A + K + b, совмещают ось шпинделя с осью другого отверстия (А - требуемый размер от внутреннего торца до оси отверстия; К - расстояние между торцами; b - размер от основания угольника до оси вспомогательного отверстия).
Для случая, изображенного на рис. 3, г, центроискатель устанавливают по отверстию Б оправки.
Контрольный валик 1 (рис. 3, д) вставляют в расточенное отверстие, а через другое отверстие пропускают борштангу 3. Установка оси борштанги на точное расстояние от торца отверстия обеспечивается при соблюдении размера A = α + b + (d/2), где А - размер от торца отверстия до торца вилки 2 (набор концевых мер 4); b - постоянный размер вилки 2; d - диаметр борштанги.
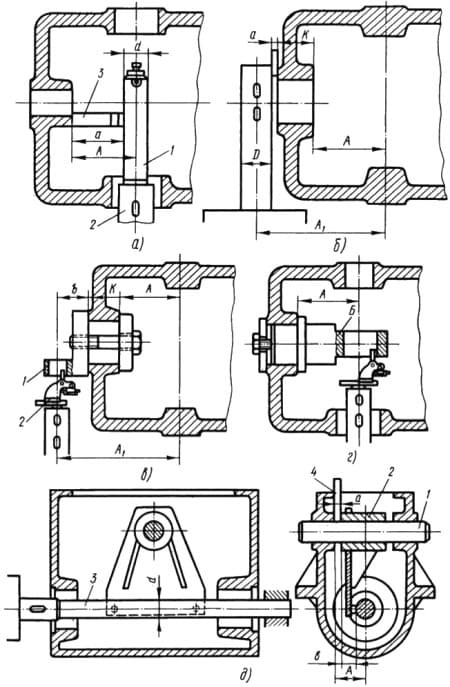
Рис. 3. Выверка расстояний от торца отверстия до оси шпинделя с применением различных приспособлений: а, б - измерительных плиток; в - угольника и центроискателя; г - оправки и центроискателя; д - вилки и измерительной плитки
