Уникальный многоцелевой сверлильно-фрезерно-расточной станок ИР1600ПМФ4, предназначенный для обработки особо крупных корпусных деталей (длина которых может достигать 8 м, а высота 2,5 м) в различных областях тяжелого машиностроения, обеспечивает комплексную обработку детали за одну установку, высокую точность и производительность. Выполняет различные виды обработки, свойственные станкам сверлильно-фрезерно-расточной группы. На станке можно производить сверление, зенкерование, развертывание, растачивание точных отверстий по точным координатам, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьб метчиками, фрезами и резцом. При соответствующем оснащении агрегатными узлами, инструментом и принадлежностями станок предназначен для обработки корпусных деталей инструментом, закрепленным в шпинделе или в навесных инструментальных головках с подачей салазок (ось X), шпиндельной бабки (ось Y), стойки (ось Z) или шпинделя (ось W).
Широкие технологические возможности, большие скорости рабочих и ускоренных перемещений в сочетании с высокой точностью позиционирования позволяют эффективно использовать обрабатывающий центр с ЧПУ в условиях мелкосерийного производства на заводах тяжелого машиностроения, авиастроения, атомного энергомашиностроения и др.
Многоцелевой станок ИР1600ПМФ4 с контурно-позиционной системой программного управления и автоматической сменой инструмента выполнен с бесконсольной двухшпиндельной бабкой, расположенной внутри продольно-подвижной стойки, перемещаемой по салазкам. Салазки вместе со стойкой и шпиндельной бабкой имеют поперечное перемещение по станине (рис. 1). Конструкция с жесткими сварными или литыми базовыми деталями коробчатой формы обеспечивает обработку с большой точностью и производительностью.
С правой стороны салазок крепится помост, на котором монтируются шкафы электрического управления станком и станция программного управления. На правом торце стойки станков установлен лифт с индивидуальным приводом, на котором расположено рабочее место оператора. Площадка оператора, которая расположена на лифте, может выдвигаться в продольном направлении для обеспечения ручной смены инструмента и обслуживания шпинделя. Ходовой винт лифта защищен с помощью спиральной защиты. На левом торце стойки станка смонтировано устройство автоматической смены инструмента с магазином инструментов и двухзахватным поворотным манипулятором. Каретка манипулятора имеет вертикальное перемещение, а манипулятор, перемещаясь по каретке, производит замену инструмента в шпиндельной бабке в любой координате ее хода. Устройство автоматической смены инструмента может быть выполнено под стандарты ГОСТ25827, DIN69871, VD2814, MAS403 с соответствующими адаптерами для инструментальных оправок. Перед установкой инструмента конусы шпинделя и инструментальной оправки обдуваются сжатым воздухом.

Рис. 1. Компоновка станка ИР1600ПМФ4
Привод главного движения осуществляется от электродвигателя постоянного тока М1 через коробку диапазонов, что позволяет получать широкий диапазон частот вращения шпинделя с электрогидравлическим переключением ступеней. Широкий диапазон частот вращения шпинделя и скоростей подач позволяет производить обработку изделий из черных и цветных металлов. Жесткий шпиндель, вращающийся в прецизионных подшипниках, монтируется в отдельном корпусе. Шпиндель и вал привода вращения сменных навесных головок имеют раздельные кинематические цепи отключения. Бесконсольная термосимметричная конструкция шпиндельной бабки, расположенной внутри портальной стойки, гарантирует высокую жесткость и виброустойчивость при работе в тяжелых режимах и обеспечивает высокую точность обработки. Фрезерный шпиндель в радиальном направлении смонтирован в двух прецизионных двухрядных цилиндро-роликовых подшипниках и в аксиальном направлении - в двух прецизионных двухрядных радиально-упорных подшипниках. На фрезерном шпинделе могут устанавливаться фрезы с помощью специального фланца, входящего в комплект поставки станка. Выдвижной расточный шпиндель азотирован до твердости 61...67,5 HRCэ.
Движения подач и поворот стола станка ИР1600ПМФ4 осуществляются от высокомоментных электродвигателей постоянного тока М2, M3, M4, MS, M7. Конструкция направляющих качения обеспечивает плавное перемещение подвижных узлов и исключает их переориентацию. Подвижные узлы перемещаются на роликовых опорах качения по стальным закаленным (HRCэ 60) направляющим. Время разгона и торможения подвижных узлов минимальное. Силовое удержание узлов при резании осуществляется следящим приводом, исключающим необходимость применения зажимных устройств. Отсчет перемещений подвижных узлов производится индуктосинами, а по оси Z (в зависимости от исполнения) резольвером. Прецизионные роликовые опоры качения в системе направляющих обеспечивают длительное сохранение точности станка и высокую жесткость узлов при работе в тяжелых режимах. Станок также комплектуется прецизионными шарико-винтовыми парами по всем осям и стальной телескопической и рулонной защитой направляющих.
Смазка направляющих, шариковых винтовых пар и механизмов автоматической смены инструмента автоматическая централизованная, а смазка зубчатых колес и подшипников коробки скоростей - циркуляционная от отдельной насосной установки.
Стружка из зоны резания на всей длине хода стойки удаляется механически и транспортируется пластинчатым конвейером в накопитель, находящийся вне рабочей зоны станка.
Обрабатывающий центр ИР1600ПМФ4 снабжается установкой смазочно-охлаждающей жидкости, гидростанцией, предназначенной для осуществления движений вспомогательных механизмов, и электрооборудованием.
Технические характеристики станка ИР1600ПМФ4
- Наибольшая масса обрабатываемого изделия 40000; 100000* кг
- Диаметр выдвижного шпинделя 160 мм
- Конус для крепления инструмента в шпинделе 50
- Величина перемещения подвижных узлов (X/Y/Z/W) 8000 (3200)* / 2500 (3200)* / 1250 / 1000 мм
- Частота вращения расточного шпинделя 5...2000 мин(-1)
- Частота вращения шпинделя для навесных инструментальных головок 2...750 мин(-1)
- Наибольший крутящий момент на расточном шпинделе 2450 Нм
- Наибольший крутящий момент на шпинделе для навесных инструментальных головок 6300 Нм
- Рабочие подачи всех подвижных узлов 1...2000 мм/мин
- Наибольшее усилие подачи салазок и шпиндельной бабки 30 кН
- Наибольшее усилие подачи стойки 50 кН
- Скорость быстрых установочных перемещений салазок при оснащении станка винтовой передачей 4 м/мин
- Скорость быстрых установочных перемещений салазок при оснащении станка шестеренно-реечной передачей 6 м/мин
- Скорость быстрых установочных перемещений шпиндельной бабки 6; 10* м/мин
- Скорость быстрых установочных перемещений стойки 6 м/мин
- Скорость быстрых установочных перемещений выдвижного шпинделя 6 м/мин
- Наибольший диаметр растачиваемого отверстия при АСИ (автоматической смене инструмента) 400 мм
- Наибольший диаметр торцовой фрезы при АСИ 315 мм
- Диапазон параметров резьбы обрабатываемый метчиком M6...М125х4 мм
- Диапазон параметров резьбы обрабатываемый резцом M80x6...M600x6
- Количество инструментов, устанавливаемых в магазине 40; 60* шт.
- Max диаметр рядом стоящих инструментов 130 мм
- Шаг цепи магазина 135 мм
- Max диаметр инструмента при соседних свободных гнездах 350 мм
- Вылет инструмента от торца шпинделя 700 мм
- Max масса инструмента 30 кг
- Время смены инструмента 15 с
- Время смены головок 120 с
- Скорость подвижных узлов манипулятора 20 м/мин
- Мощность электродвигателя главного привода 28 кВт
- Номинальная частота вращения электродвигателя главного привода 815 мин(-1)
- Номинальный момент электродвигателей подачи саней (Х), шпиндельной бабки (Y) 81 Нм
- Номинальная частота вращения электродвигателей подачи саней (Х), шпиндельной бабки (Y) 800 мин(-1)
- Номинальный момент электродвигателей подачи стойки (Z), поворота магазина (Т) 81 Нм
- Номинальная частота вращения электродвигателей подачи стойки (Z), поворота магазина (Т) 1600 мин(-1)
- Общая установочная мощность 93,7 кВт
- Дискретность задания размеров 0,001 мм
- Количество программируемых осей 4; 6*
- Управляемые оси при линейной и круговой интерполяции 2 из 3
- Максимальный программируемый размер ±19999,999 мм
- Габаритные размеры станка 19600x6500x6900 мм
- Масса станка с электрооборудованием 85000 кг
*В зависимости от исполнения и комплектации станка
Многооперационный станок ИР1600МФ4
Многооперационный станок ИР1600МФ4 - уникальный станок для обработки особо крупных заготовок, длина которых может достигать 16-20 м, а высота - 3,5 м. По своим технологическим возможностям и конструктивным решениям он находится на уровне лучших мировых образцов аналогичного назначения, таких как «Ecocut-3» компании Scharmann (ФРГ), «OM-80» фирмы Sundstrand (США), «MCTC-130» фирмы Berardi (Италия), «YMS-30» фирмы Үmazaki (Япония), а по некоторым показателям превосходит их.
В связи с большой массой обрабатываемых заготовок их устанавливают неподвижно (а если позволяют размеры, то на поворотный стол диаметром 1600 мм). Поэтому движения по осям X, Y и Z выполняются стойкой 4 станка (рис. 2), установленной на санях 9 по оси Z, санями вместе со стойкой по направляющим станины 10 по оси Х, шпиндельной бабкой ШБ по оси Y. На рисунке видны ходовые винты подачи саней 11 и шпиндельной бабки 6. Последний получает вращение от электродвигателя 3. Раздвижные щитки, закрывающие вертикальные направляющие стойки и горизонтальные направляющие, на рисунке не показаны. Это позволяет обратить внимание на конструктивное решение узла шпиндельная бабка - стойка. Стойка портального типа (такая же, какой располагает станок ИР500ПМФ4) охватывает шпиндельную бабку с двух сторон, обеспечивая ее надежное базирование и высокую и равномерную жесткость шпиндельного узла при изменяющемся направлении силы резания.
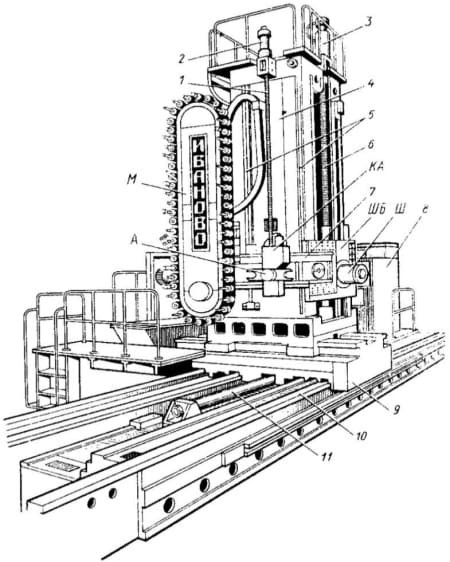
Рис. 2. Многооперационный станок ИР1600МФ4
Мощный шпиндель Ш установлен в прецизионных подшипниках качения в отдельном корпусе и получает вращение от электродвигателя постоянного тока мощностью 42 кВт через двухступенчатую коробку передач с частотой 10-2000 об/мин.
Перемещения по координатным осям обеспечивают высокомоментные электродвигатели постоянного тока с тиристорным управлением. Длина (мм) перемещения по осям: Х - 8000, Y - 2500, Z - 1000. Уравновешивание шпиндельной бабки гидравлическое.
Комбинированная система ЧПУ типа CNC 8 (рис. 2) позволяет при необходимости управлять одновременно пятью координатами и в сочетании с датчиками-индуктосинами обеспечивает точность линейных перемещений 0,02 мм на 1000 мм длины.
Перемещения шпиндельной бабки, стойки и саней происходят по стальным закаленным накладным направляющим на роликовых опорах качения. Ускоренные перемещения выполняются со скоростью 8000 м/мин при времени разгона и торможения 0,2-0,3 с.
Инструментальный магазин цепного типа, емкостью 60 или 80 шт. (по желанию заказчика). Устройство автоматической смены инструмента имеет автооператор А с двумя захватами клещевого типа, установленные на каретке КА, перемещающейся по траверсе 7. В крайнем левом положении каретки левый захват автооператора защемляет оправку инструмента, подготовленного к смене.
Траверса 7, несущая каретку автооператора, может перемещаться по направляющим 5 с помощью электродвигателя 2 и ходового. Винта 1. Благодаря этому смена инструмента выполняется при любом положении шпиндельной бабки на стойке. В сочетании с высокими скоростями движения автооператора и цепи инструментального магазина (40 м/мин) это позволяет до минимума сократить время на смену инструмента.
Для расширения технологических возможностей станок имеет устройство для автоматической смены инструментальных головок. Инструментальные головки (расточные, фрезерные, многошпиндельные и т.д.) помещают в магазин, расположенный слева от станка. Для передачи головки на станок имеется тележка, перемещающаяся по специальным направляющим. Тележка подвозит головку к шпиндельной бабке, где происходят автоматическая установка головки на базовые поверхности бабки и ее закрепление. Крутящий момент ведущему валу головки передается от главного привода через специальный вал.
На станке ИР1600МФ4 можно выполнять все виды обработки плоскостей и отверстий лезвийными инструментами, включая контурное фрезерование с линейной и круговой интерполяцией и нарезание резьб метчиками.
Широкие технологические возможности, большие скорости рабочих и ускоренных перемещений в сочетании с высокой точностью позиционирования позволяют эффективно использовать станки ИР1600МФ4 в условиях мелкосерийного производства на заводах тяжелого машиностроения, авиастроения, атомного энергомашиностроения и др.
