На рис. 1-4 приведены типовые схемы обработки отверстий, торцов и выточек корпусных деталей. На каждой схеме изображены эскизы последовательно выполняемых ходов, указаны размеры обработки и приведена нумерация применяемых инструментов.
Схемой консольной обработки отверстия Ø20H7 в сплошном материале (рис. 1, б) предусматривается последовательное применение сверла, консольной расточной оправки, двух зенкеров и развертки или зенкера и двух разверток.
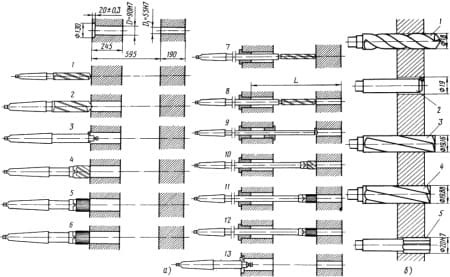
Рис. 1. Типовые схемы обработки отверстий: а - Ø 90H7 и 55H7; б - Ø 20Н7
Обработка соосных отверстий Ø52Js 7 и 43 мм с открытой выточкой диаметром 55 мм изображена на рис. 2, а.
Прежде всего сверлят и растачивают глухое отверстие до диаметра 51 мм на длину 204 мм, затем сверлят и растачивают сквозное отверстие диаметром 43 мм. Открытую выточку до диаметра 55 мм и глухое отверстие до диаметра 51,8 мм растачивают консольной оправкой с наклонным креплением резца, установленного в державку кулисы. Черновое и чистовое развертывание отверстия Ø52Js7 осуществляют донной разверткой, закрепленной на шарнирной оправке.
Отверстие диаметром 72 мм и два открытых торца обрабатывают по схеме, приведенной на рис. 2, б. Деталь с предварительно отлитым отверстием растачивают двумя односторонними резцами с пластиной твердого сплава ВК8, закрепленными поочередно в консольной оправке диаметром 40 мм. Торцы отверстия подрезают двусторонним ножом, установленным в консольной оправке.
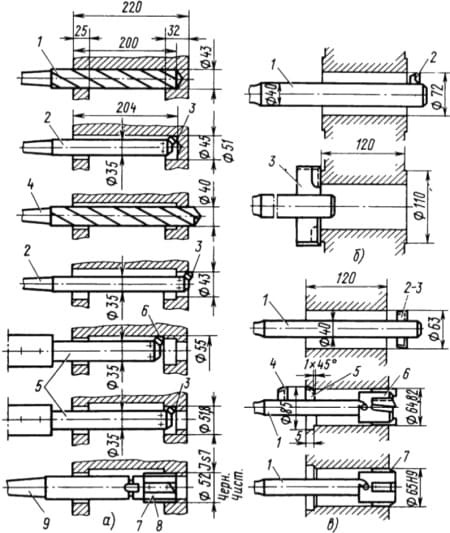
Рис. 2. Схема обработки отверстий: а - Ø43 и 52Js7 с открытой выточкой Ø55 мм; б - Ø72 и двух открытых торцов; в - Ø65H9 с цековкой Ø85 мм и фаской
Отверстия Ø65Н8 с цековкой диаметром 85 мм и фаской 1х45° обрабатывают последовательно по схеме (рис. 2, в): расточка до диаметра 63 мм двумя расточными резцами, расточка цековки диаметром 85 мм, глубиной 5 мм односторонним резцом, снятие фаски резцом, зенкерование отверстия до диаметра 64,82 мм и развертывание до Ø65H9.
Если отверстие имеет значительные длину и диаметр, а деталь по своей конструкции требует большого вылета шпинделя при обработке, то применяют борштангу и люнет, установленный на столе станка, или опоры в задней стойке. Такой метод обработки отверстия Ø100H7 с подрезкой торца диаметром 150 мм изображен на рис. 3, а. Отверстие растачивают за три хода односторонними резцами, укрепленными в борштанге, до диаметра 99,65 мм с подрезкой торца и последующим черновым и чистовым развертыванием до Ø100Н7.
В условиях серийной обработки корпусных деталей, а также в случае необходимости обеспечения высокой точности взаимного расположения отверстий с параллельными или перпендикулярными осями применяют специальные приспособления или накладные шаблоны для расточки деталей. На рис. 3, б показан метод обработки отверстия Ø12H7 с цековкой диаметром 20 мм, глубиной 1 мм на внутренней стороне стенки корпуса. Инструменты (сверло, зенкер, цековка и развертка) направляются через втулки приспособления. В этом случае применяют специальную обратную цековку и развертку.
Для обеспечения точности расположения отверстия Ø12H7 зенкер и развертка направляются в приспособлениях удлиненной втулкой.
При значительной длине отверстия и малой жесткости борштанги или оправки приспособление обеспечивает двойное направление борштанги или оправки с инструментом.
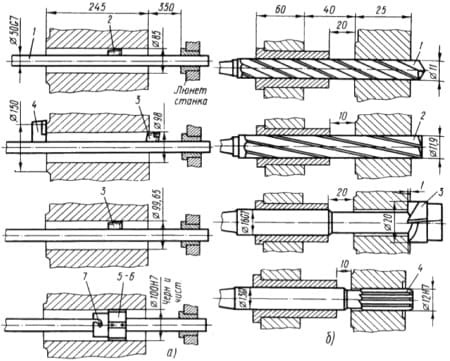
Рис. 3. Схема обработки отверстий: а - Ø 100H7 с подрезкой торца Ø150 мм; б - Ø12H7 с цековкой Ø20 мм с направлением инструмента в приспособлении
На рис. 4, а изображена обработка двух соосных отверстий Ø55H7 и 35H7 со снятием фаски 2x45°. В данном случае двустороннее направление борштанги в приспособлении продиктовано необходимостью обеспечения соосности отверстий при малом диаметре и большой длине борштанги с инструментом.
На рис. 4, б приведен пример применения специального комбинированного двухступенчатого зенкера и развертки.
На рис. 4, в показана обработка соосных отверстий Ø20Н7 и 28Н7 с применением удлиненной направляющей втулки.
Более сложную двустороннюю обработку соосных отверстий выполняют в приспособлении с двусторонним направлением борштанги и применением специальных насадных разверток.
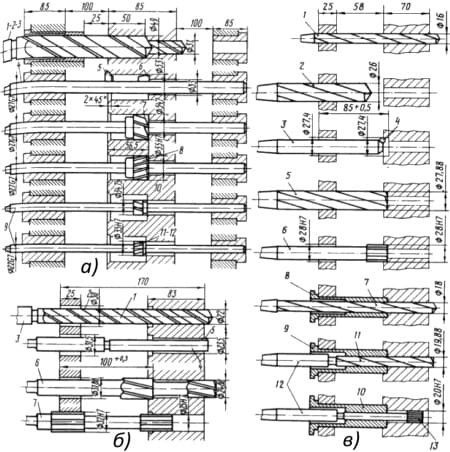
Рис. 4. Схема обработки отверстий: а - Ø55H7 и 35Н7 с двусторонним направлением борштанги в приспособлении; б - Ø32Н7 и 25Н7 специальными двухступенчатыми зенкером и разверткой; в - Ø20H7 и 28H7 с применением удлиненной направляющей втулки
