Основы резания металлов являются базовым разделом специального курса обучения рабочих по механической обработке металлов. Этот раздел включает в себя основные понятия о процессе резания (кинематика резания, инструмент и его геометрические параметры (см. Геометрия фрез), процесс стружкообразования, режимы резания, стойкость инструмента (см. Стойкость фрез), точность обработки и т. д.).
До второй половины XVIII в. основным материалом, используемым в инженерных сооружениях, было дерево. Процессом резания металлов начали заниматься во второй половине XVIII в. после появления первой машины Уатта, изготовленной из серого чугуна, железа, латуни и бронзы. Эти металлы легко поддавались обработке инструментом из закаленной углеродистой стали. Детали первых машин обрабатывали на станках, изготовленных в основном из дерева, поэтому режимы резания были низкими.
До середины XIX в. наибольшее внимание уделялось созданию новых конструкций и типов токарных, фрезерных, строгальных, сверлильных и отрезных станков, на которых можно было достаточно точно обрабатывать детали различной формы. Однако появление во второй половине ХІХ в. труднообрабатываемых материалов (в частности, бессемеровской и мартеновской стали) вызвало необходимость в изучении кинематики резания; начали изучаться инструментальные материалы, режимы резания, геометрические параметров, стойкость и надежность инструмента.
Первые исследования русскими учеными процесса резания металлов можно отнести к концу 70-х годов прошлого столетия, когда были опубликованы работы профессора И. А. Тиме по стружкообразованию и сопротивлению резанию.
Особо бурное развитие учения о резании металлов получило в 1930-1940 гг., когда в 1936 г. при Техническом совете Народного Комиссариата тяжелой промышленности была организована Комиссия по резанию, в работе которой приняло участие свыше 30 вузов, научно-исследовательских институтов и заводов. Комиссия по единой методике провела более 150 научно-исследовательских работ, которые легли в основу создания нормативов и руководящих материалов по резанию металлов. Разработанные на базе этих материалов справочники по режимам резания дали возможность определять режимы резания (скорость, подачу, мощность и т. п.) на которые влияли материал инструмента, обрабатываемый материал, мощность станков и технологические требования к обрабатываемым поверхностям.
Процесс резания металлов заключается в срезании с заготовки припуска с целью получения детали требуемой формы, размеров и шероховатости обработанных поверхностей.
Основными видами обработки резанием являются: точение, строгание, сверление, фрезерование, шлифование. Эти виды обработки осуществляют на металлорежущих станках различными режущими инструментами - резцами, сверлами, фрезами и др. Причем все режущие элементы в принципе имеют форму клина.
Для осуществления резания необходимо иметь два движения - главное (рабочее) и движение подачи. Главное движение (Dг) при точении - это вращательное движение обрабатываемой заготовки (рис. 1, а). При фрезеровании главным движением является вращение фрезы (рис. 1, б). Скорость главного движения определяет скорость резания.
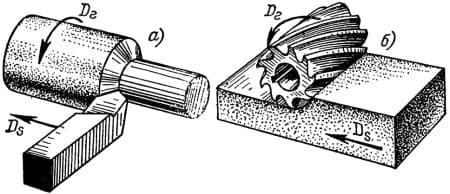
Рис. 1. Схемы точения (а) и фрезерования (б)
Поступательное движение резца в продольном или поперечном направлениях является движением подачи (Ds) при точении. При фрезеровании движением подачи будет поступательное перемещение обрабатываемой заготовки в продольном, поперечном или вертикальном направлениях. В процессе резания происходит образование новых поверхностей путем деформирования и последующего отделения поверхностных слоев в результате чего образуется стружка при резании металла.
Процесс резания металлов протекает в следующей последовательности. Под действием силы Р режущий клин с передним углом γ и задним углом α внедряется в обрабатываемый материал и сжимает его передней поверхностью ОБ (рис. 2). По мере продвижения клина деформация металла возрастает, и срезаемый слой толщиной α превращается в стружку, которая перемещается по передней поверхности. Основная деформация металла заготовки происходит в зоне OML, называемой зоной стружкообразования. Положение начальной зоны стружкообразования определяется линией OL, соответствующей границе, за которой обрабатываемый материал сохраняет свои исходные свойства. Достигнув конечной зоны ОМ, он получает наибольшую степень деформации и соответственно наибольшую твердость, свойственную уже образовавшейся стружке. При резании деформация распространяется и на поверхностный слой детали. Следовательно, в результате обработки металлов резанием физико-химические свойства поверхностного слоя детали отличаются от соответствующих данных исходного (основного) материала.
Установлено, что наибольшее деформирование металла происходит у конечной зоны стружкообразования. Поэтому в целях упрощения принято считать, что весь процесс деформации происходит вдоль некоторой условной плоскости сдвига ОА. Рассматриваемая плоскость проходит через режущую кромку О и точку, полученную пересечением наружных поверхностей срезаемого слоя и стружки. Угол между условной плоскостью сдвига и вектором скорости резания называется углом сдвига и обозначается Ф. Чем пластичнее материал, тем меньше угол сдвига и тем большую силу необходимо приложить к режущему инструменту.
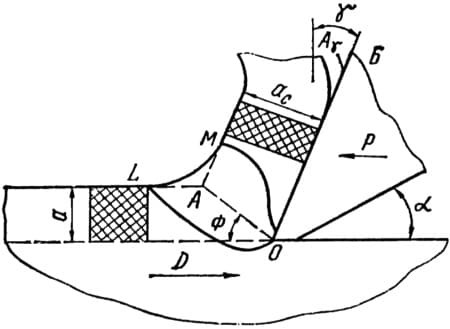
Рис. 2. Схема резания металла
