Практически каждый станок автомат, для которого характерны заранее зафиксированные движения рабочих и вспомогательных узлов, можно считать работающими по программе. В таких станках в качестве программоносителей используются кулачки, копиры, мальтийские кресты, упоры и другие кинематические элементы, определяющие (по величине и направлению) движения ряда узлов станка и устройства автоматической смены заготовок, а также скорость и усилие рабочей подачи.
Недостатком станков-автоматов являются значительный износ указанных кинематических элементов, сложность переналадки на обработку нового изделия и сложность кинематических связей при обработке фасонных деталей.
Наиболее близкими к станкам с числовым программным управлением (ЧПУ) являются фотокопировальные программоносителем у которых является специальный точный чертеж, выполненный на обычной бумаге. Электросигналы, передаваемые от устройства, считывающего чертеж, отрабатываются, например, следящим приводом, который является также основным элементом станков с ЧПУ.
Характерной особенностью ЧПУ является то, что информация о траектории движения инструмента, скорости резания, подаче и других технологических командах задается в виде цифр, закодированных в определенной последовательности на программоносителе, в качестве которого применяют перфоленту, перфокарту, магнитную ленту и др.
Виды программоносителей
Управляющая программа (УП) - это записанная на программоноситель в закодированном цифровом виде маршрутно операционная технология на конкретную деталь с указанием траекторий движения инструмента. Изготовление УП (менее трудоемкое и более дешевое, чем изготовление кулачков, шаблонов, копиров и чертежей) сводится к написанию маршрутно операционной технологии, расчетам траекторий перемещения инструментов и записи на программоноситель; большую часть этой работы можно автоматизировать. Например, при сверлении двух отверстий диаметром 6 мм (рис. 1) оператор универсального станка согласно операционной технологии подбирает сверло Ø6 мм (ТО1); вставляет его в шпиндель (МО6), устанавливает частоту вращения шпинделя 1200 об/мин (F1200); устанавливает упор на расстоянии 12 мм (+z12000) и рабочую подачу 60 мм/мин (S600), включает станок на автоматическую работу и после окончания рабочего хода вручную отводит шпиндельную бабку в исходное положение на быстром ходу (-z12 000 F5000); затем по лимбу передвигает стол станка на 20 мм (+х20000) и повторяет цикл обработки. В скобках указаны те команды, которые технолог-программист кодирует в УП в соответствии с операционной технологией.
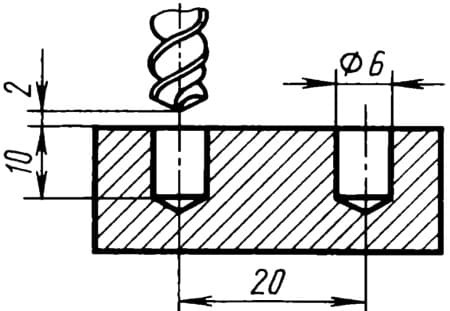
Рис. 1. Сверление двух отверстий
Каждому символу на перфоленте соответствует определенное расположение пробитых отверстий. Часть управляющей программы, записанной на перфоленте в коде ISO-7bit, показана на рис. 2. В каждой строке УП закодирована буква или цифра.

Рис. 2. Вид управляющих программ
В СССР в качестве основного программоносителя принята восьмидорожечная перфолента шириной (25,4±0,05) мм и толщиной (0,1±0,008) мм, изготовленная из бумаги или других материалов. Перфолента имеет транспортную дорожку, которая расположена между третьей и четвертой кодовыми дорожками со стороны базового края перфоленты. Шаг перфорации и расстояния между кодовыми дорожками (2,54±0,05) мм. Диаметр отверстий транспортной дорожки (1,17±0,025) мм, а диаметр отверстий кодовых дорожек (1,83±0,05) мм.
Другими программоносителями могут быть пятидорожечная перфолента, перфокарта, магнитная лента и память ЭВМ. Управляющая программа записывается на определенном языке, называемом языком кодирования (БЦК5, ISO-7bit и др.), под которым понимают набор определенных символов и правил, комбинацией которых можно выразить любой текст, содержащий необходимые для управления станком геометрические и технологические команды, на понятном для системы ЧПУ языке.
Процесс составления программы называют программированием. При ручном программировании информацию с языка технической документации на язык системы ЧПУ переводят вручную. При машинном программировании на язык системы ЧПУ переводят только исходную информацию (описание детали), а УП, объем которой в несколько раз превышает объем исходной информации, готовится и выдается (в виде перфоленты и таблиц) системой автоматизированной подготовки УП.
Перфорирование программных лент, т. е. пробивание (в определенной последовательности) на перфоленте кодовых отверстий производится на специальном устройстве «Брест 1Т». Перфорирующий механизм состоит из восьми пуансонов, приводимых в движение соответствующими кулачками. Последние включаются в работу по командам кодовых сигналов, поступающих от клавиатуры. Устройство «Брест 1Т» состоит из перфоратора ПЛ-80, фотосчитывающего устройства ФСУ-3 и электрифицированной пишущей машинки. На этом устройстве можно также получить дубликат перфоленты. В этом случае перфорация с готовой ленты считывается фотосчитывающим устройством, а печатающее устройство набивает перфорацию на новой ленте. Считывание с перфоленты производится специальным устройством, входящим в состав системы ЧПУ Устройство содержит лентопротяжный механизм и восемь-девять датчиков, фиксирующих код пробитых в строке отверстий. В зависимости от способа считывания различают механические и фотоэлектрические устройства.
Считывание информации с перфоленты механическим способом производится с помощью специальных щупов (датчиков). Во время построчечного перемещения перфоленты восемь щупов скользят по ленте, а в месте, где пробито отверстие, щуп, проваливаясь, замыкает контакты и дает сигнал в систему ЧПУ Скорость считывания механическим способом 45-120 знаков в секунду.
Фотоэлектрические считывающие устройства имеют девять фотодатчиков, фиксирующих световой луч, проходящий через отверстие ленты. Эти устройства, считывающие со скоростью 150-750 знаков в секунду, обладают высокой надежностью. Однако при их применении к материалу перфоленты предъявляются повышенные требования по прочности и непрозрачности. Поэтому в фотосчитывающих устройствах широко используют черные перфоленты на упрочненной полиэтиленовой основе.
