Отклонения формы поверхностей определяются влиянием факторов, не зависящих от нагрузки (геометрические погрешности станка, зазоры в технологической системе, вызывающие самопроизвольное перемещение частей станка) и зависящих от нагрузки, учитываемые как погрешность размеров, определяющих точность формы, и рассчитываемые как разность размеров одной и той же детали. Отклонения формы в продольном направлении определяется измерением конусности (∆к) и в поперечном направлении измерением овальности (∆о) отверстия.
Суммарная погрешность формы ∆ф = ∆к + ∆о. Типы отклонений расположения отверстий следующие:
- смещение осей отверстий ∆ - выражается расстоянием между осями (рис. 1, а);
- отклонение от прямолинейности оси соосных отверстий определяется как отклонение осей отверстий от прямой (рис. 1, б);
- отклонение от параллельности осей отверстий - представляет собой отношение разности расстояний между осями в двух поперечных сечениях к расстоянию между сечениями (рис. 1, в);
- перекос осей - отношение разности К расстояний от двух точек одной оси до плоскости, проходящей через вторую ось и общий перпендикуляр для обеих осей, к ширине корпуса L (рис. 1, г);
- ошибка в угле ∆φ между осями отверстий выражается разностью между действительными и номинальными углами ∆φ = φд - φн (рис. 1, д);
- нескрещивание двух пересекающихся осей определяется как наименьшее расстояние между ними (рис. 1, е);
- отклонение от параллельности оси отверстий базовой поверхности представляет собой отношение разности расстояния от оси до базовой поверхности в двух поперечных сечениях к расстоянию между ними (рис. 1, ж);
- ошибка ∆ в расстоянии между торцами соосных отверстий (рис. 1, з), кольцевыми канавками для фиксации подшипников качения (рис. 1, и), осями отверстий (рис. 1, к), осью одного и торцом другого отверстия с перпендикулярной осью (рис. 1, л), осью отверстия и базовой поверхностью (рис. 1, м) определяется как разность между действительным и номинальным размерами.
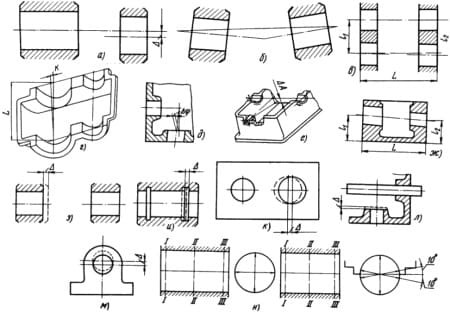
Рис. 1. Отклонения расположения отверстий и их геометрической формы: а - смещение осей; б - отклонение от прямолинейности осей; в - отклонение от параллельности осей; г - перекос осей; д - ошибка в углах между осями; е - нескрещивание осей; ж - отклонение от параллельности оси отверстия базовой поверхности; з - ошибка в расстоянии между торцами отверстий; и - ошибка в расстоянии между кольцевыми канавками; к - ошибка в расстоянии между осями отверстий; л - ошибка в расстоянии между осью одного и торцом другого отверстия; м - ошибка в расстоянии между осью отверстия и базовой поверхностью; н - конусность и овальность отверстий
Обработка соосных отверстий может происходить с определенными отклонениями. Смещение осей соосных отверстий и отклонение от параллельности осей при наличии трех опор и более одного вала не должны превышать 0,02-0,03 мм, для двух опор 0,03-0,05 мм в зависимости от диаметра и длины растачиваемого отверстия, типа подшипника и точности механизма.
Ошибка в угле между осями отверстий под конические колеса с прямым зубом 3-го и 4-го классов точности не должна превышать 0,02 мм на 100 мм длины оси.
Ошибка в расстоянии между торцовыми поверхностями соосных отверстий и кольцевыми канавками для фиксации подшипников качения допускается в пределах от 0,2 до 2,0 мм. Условные изображения на чертежах точности обработки отверстий показаны на рис. 2.
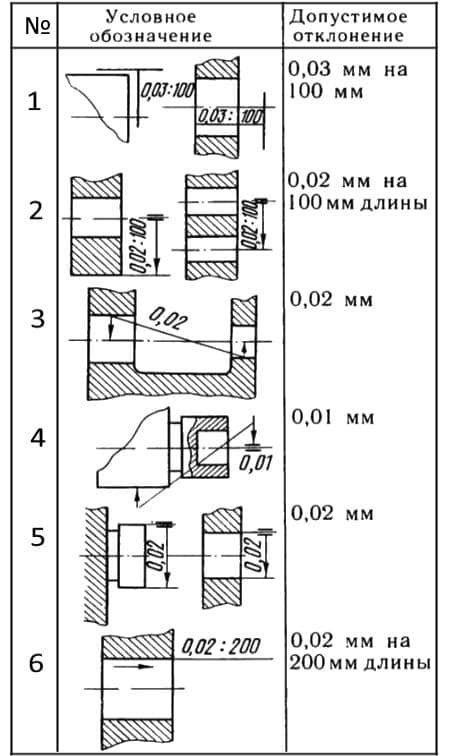
Рис. 2. Условное изображение на чертежах точности обработки отверстий: 1 - перпендикулярность поверхностей; 2 - отклонение от параллельности осей отверстий; 3 - смещение осей отверстий; 4 - отклонение от концентричности одной цилиндрической поверхности до другой цилиндрической поверхности; 5 - цилиндричность поверхности (овальность); 6 - конусность цилиндрических поверхностей отверстий и валов
Отклонение от параллельности оси отверстий базовой поверхности и точность расстояния от оси отверстия до базовой поверхности зависят от характера механизмов, применяемых компенсаторов и способов передачи движения и могут меняться в довольно широких пределах. Более жесткий допуск задается на параллельность осей отверстий базовым поверхностям для обеспечения правильного монтажа узлов.
Для конкретных случаев обработки точность расположения отверстий оговаривается в технических условиях чертежей обрабатываемых деталей (см. на рис. 2).
