Для обтачивания наружных цилиндрических поверхностей и подрезания торцовых поверхностей применяют расточные станки. Операции производят с использованием радиального суппорта и резцедержателя, расточных патронов с радиальной подачей резца, расточного суппорта с маховиком и зубчатыми колесами и летучего суппорта с радиальной подачей.
Для обтачивания деталей применяют правый проходной отогнутый резец или подрезной резец. После пробного протачивания на 2-3 мм измеряют диаметр штангенциркулем или микрометром и устанавливают резец на окончательный размер. На диаметр обтачивания резец устанавливают ручным перемещением суппорта планшайбы или смещением резца в радиальном направлении по нониусу расточного патрона или суппорта.
Перемещение стола с деталью (для получения требуемой длины наружной поверхности) отсчитывают по линейке и нониусу продольного хода стола.
Торцовые поверхности открытого (рис. 1, а) или закрытого (рис. 1, б) типа обрабатывают с осевой подачей инструмента, радиальной подачей инструмента и фрезерованием (только для открытых поверхностей).
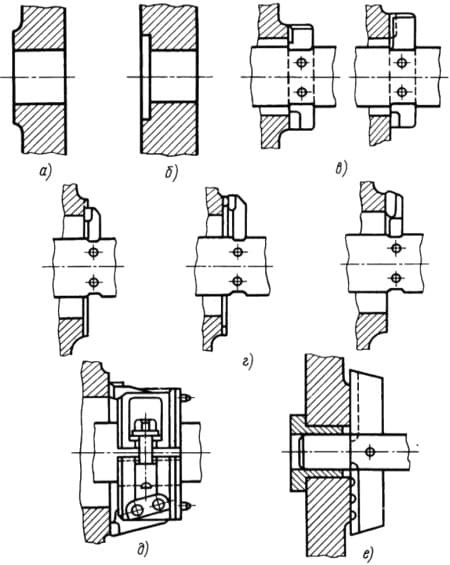
Рис. 1. Виды торцовых поверхностей и способы их обработки с осевой подачей инструмента: а - открытый торец; б - закрытый торец; в - обработка торца двусторонним резцом (симметричным и несимметричным); г - обработка торца односторонним резцом с разделением припуска; д - обработка торца разъемным блоком; е - обработка торца широким резцом с канавками для дробления стружки
При обработке с осевой подачей используют следующие инструменты: симметричные и несимметричные (рис. 1, в) подрезные резцы (обработка за один ход); односторонние (рис. 1, г) ножи (припуск разделяют на два хода и затем зачищают торец широким резцом); разъемный (рис. 1, д) блок (с разделением припуска); двусторонний резец с канавками для дробления стружки (рис. 1, е).
Радиальную подачу инструмента при обработке торцов производят с помощью державки (закрепленной на кулисе планшайбы), расточной головки (с радиальной подачей резца) или летучего суппорта (установленного на планшайбе).
При подрезании торцов широким резцом, закрепленным на оправке, (последнюю в целях повышения жесткости) вставляют в отверстие детали или в переходную втулку, размещенную в детали.
