Рассмотренные ранее виды передач вращательного движения не единственные, кроме них находят применение механические передачи применяемые в станках, преобразующие движения. К ним относятся реечные и винтовые передачи, кулачковые, кривошипно-шатунные и эксцентриковые механизмы.
Реечные передачи металлорежущих станков
Реечные передачи служат для преобразования вращательного движения шестерни 1 (см. рис. 4, Передача движения станков) в поступательное перемещение рейки 2 или наоборот и применяются во фрезерных станках для переключения блоков зубчатых колес при изменении частоты вращения шпинделя и минутных подач стола, перемещения хобота горизонтально-фрезерных станков. Окружные шаги реечной шестерни и рейки должны быть одинаковыми. При повороте реечной шестерни на один оборот рейка переместится на величину, определяемую по формуле
l=πmz,
где l - величина перемещения рейки за один оборот реечной шестерни, мм; π - постоянное число, равное 3,14; m - модуль реечной шестерни или рейки; z - число зубьев реечной шестерни.
Винтовые передачи для станков
Винтовые передачи - это еще один способ механической передачи применяемый в станках служащий для преобразования вращательного движения винта или гайки в поступательное одного из звеньев передачи.
Ведущим звеном винтовой передачи может быть винт или гайка. Так, вращение винта поперечной подачи стола фрезерного станка преобразуется в поступательное перемещение гайки и связанных с ней салазок. При вращении винта вертикальной подачи он дополнительно получает поступательное перемещение, ввинчиваясь в неподвижную гайку, поднимая или опуская консоль вместе со столом. В основном все ходовые винты фрезерных станков изготавливаются однозаходными, а поэтому за каждый оборот винта гайка переместится на величину шага резьбы.
Кулачковые механизмы
Предназначены для преобразования вращательного движения ведущего звена (кулачка) в поступательное перемещение ведомого звена с любой наперед заданной скоростью. Кулачковые механизмы, применяемые в металлорежущих станках, делятся на два типа: дисковые и барабанные.
На рис. 1, а показан принцип работы кулачкового механизма с дисковым кулачком. Фигурный дисковой кулачок 1 равномерно вращается от привода. С его криволинейной поверхностью соприкасается ролик 2, связанный с рычагом 3, на конце которого закреплен зубчатый сектор 4, перемещающий рейку 5.
При вращении кулачка 1 ролик 2 меняет свое положение относительно оси вращения кулачка, а рычаг 3 поворачивается вокруг своей оси и передает качение зубчатому сектору, связанному с рейкой, в результате чего рейка б получает возвратно-поступательное перемещение. Скорость и длина перемещения рейки зависят от профиля кулачка.
На рис. 1, б показан принцип работы кулачкового механизма с кулачком барабанного типа. На барабане 1 имеется фигурный паз, в котором размещен ролик 2, связанный с ползуном 3.
При вращении барабана боковые стороны фигурного паза заставят ролик, а вместе с ним и ползун совершать возвратно-поступательное продольное перемещение. Величина перемещения ползуна будет зависеть от величины наклона боковых сторон фигурного паза.
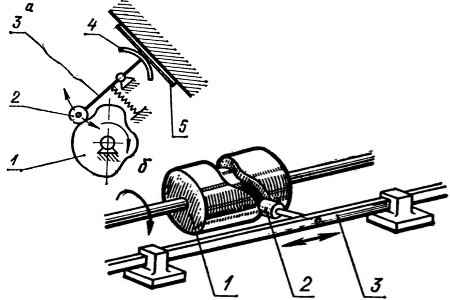
Рис. 1. Принципы работы кулачковых механизмов
Механические передачи обрабатывающих центров
В большинстве обрабатывающих центров с контурными системами управления ходовые винты подач получают вращение непосредственно от высокомоментных электродвигателей. Для увеличения жесткости соединения вал двигателя - ходовой винт применяют специальные муфты, обеспечивающие высокую точность поворота. Так, станок ИР500ПМФ4 - горизонтальный обрабатывающий центр имеет полумуфты насаженные на вал двигателя и на конец ходового винта, состоящие из корпуса 3 и конического кольца 2 (рис. 2).
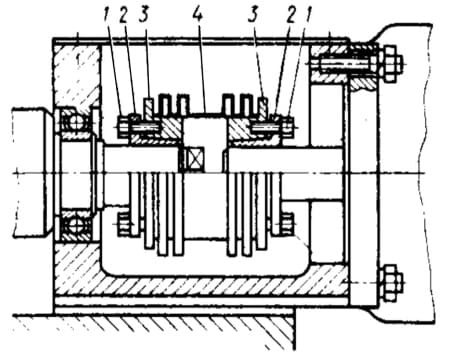
Рис. 2. Соединительная муфта станка ИР500МФ4
Для закрепления корпуса на валу завертывают болты 1, вдавливающие коническое кольцо в отверстие корпуса. Деформируясь равномерно по всей окружности, кольцо заклинивается в зазоре между корпусом полумуфты и валом. Полумуфты соединены между собой стальным сильфоном - гофрированным кольцом 4. Сильфон, подобно мехам аккордеона, может несколько растягиваться и сжиматься. Благодаря этому компенсируется отклонение от соосности вала двигателя и ходового винта. Вместе с тем такая муфта исключает возможность даже небольшого относительного поворота соединяемых валов, так как они работают как одно целое. Для всех подач применяют шариковые пары ходовой винт - гайка. Благодаря этому значительно облегчается перемещение подвижных частей, повышаются точность позиционирования и долговечность механизмов. Для устранения влияния на точность перемещения подвижных элементов станка зазоров в сопряжении ходовой винт - гайка и в подшипниках опор ходового винта предусматривают выборку зазоров. На ходовом винте станка устанавливают две шариковые гайки. Натяг в сопряжении обеспечивают, поворачивая на некоторый угол одну гайку по отношению к другой, изменяя тем самым расстояние между их канавками. После этого обе гайки закрепляют в корпусе.
Шариковая пара винт - гайка не является самотормозящейся. Поэтому, чтобы удержать подвижные части станка от перемещения под действием сил резания и сил тяжести, применяют электрические тормоза в двигателях подач. Шпиндельную бабку необходимо уравновешивать. Во многих станках используют для этой цели гидроцилиндр, установленный вверху на стойке станка.
Для привода подач в тяжелых обрабатывающих центрах часто используют червячно-реечные передачи. Червяк получает вращение от электродвигателя постоянного тока через коробку подач. Для уменьшения трения в паре червяк - рейка между ними поддерживается тонкий слой масла, подаваемого под давлением.
Устройство гидростатической передачи винт - гайка многооперационного станка 6620МФ4 Ульяновского завода тяжелых и уникальных станков схематически показано на рис. 3 с помощью гидрораспределителя 2 в каналы червяка 1 от, насосов 4 под давлением подается масло. Оно создает масляный слой между зубьями червяка и рейкой, зубья 3 которой армированы пластмассой. В осевые зазоры соединения масло нагнетается насосами 5. Все насосы имеют общий привод от двигателя М.
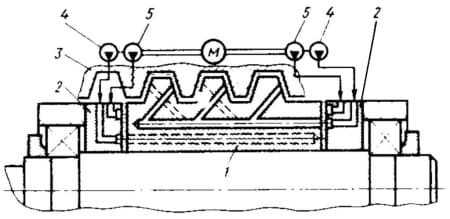
Рис. 3. Гидростатическая передача винт-гайка
Компоновку кинематической схемы приводов подач многооперационного станка рассмотрим на примере станка 2623ПМФ4 (рис. 4).
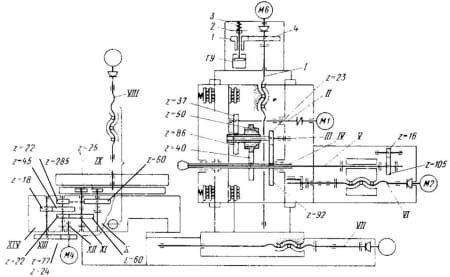
Рис. 4. Кинематическая схема станка 2623МПФ4
Связь электродвигателя М1 с коробкой скоростей обеспечивает муфта и зубчатые колеса z=37 и z=86. В коробке скоростей имеются зубчатое колесо z=50, посаженное на шариковых подшипниках на полый вал, вал-шестерня z=23 и зубчатые колеса z=92 и z=40, закрепленные шпонками на полом шпинделе. Вращение от электродвигатея передается зубчатой парой и шпонками валу-шестерне и далее полому шпинделю. Это - первый механический диапазон, в котором регулированием частоты вращения электродвигателя можно изменять частоту вращения шпинделя в пределах 47,5-750 об/мин при постоянном крутящем моменте.
Если сдвинуть вал-шестерню влево, то она выйдет из зацепления с зубчатым колесом и войдет в зацепление с внутренними зубьями полумуфты (шестерни). Вращение шпинделя будет передаваться двумя шестернями, первая из которых для уменьшения шума при работе изготовлена из текстолита. Это - второй механический диапазон, в котором возможно изменение частоты вращения шпинделя от 750 до 2350 об/мин при постоянной мощности.
Для переключения диапазонов вал-шестерня перемещается с помощью вилки (на рисунке не показана), входящей в паз вала, и гидроцилиндра.
Цикл переключения построен таким образом, что при перемещении вилки и вала-шестерни для облегчения зацепления зубьев вначале автоматически включается качательное движение вала электродвигателя. Тем самым исключается опасность взаимного «утыкания» зубьев зубчатых колес. Когда сопрягаемые зубья полностью войдут в зацепление, электродвигатель по команде микропереключателя переключается на режим нормального вращения.
Полный шпиндель станка установлен в переднем и заднем цилиндророликовых подшипниках. Осевые нагрузки воспринимаются упорными шарикоподшипниками. Для увеличения жесткости шпиндельной группы, устранения радиальных зазоров в опорах подшипники установлены с предварительным натягом. Регулирование натяга в подшипниках шпинделей многооперационных станков имеет важное значение для обеспечения высокой точности обработки.
Внутренние кольца подшипников имеют конические отверстия. Если кольца перемещать в направлении к переднему концу шпинделя, то за счет деформации колец диаметры их беговых дорожек будут увеличиваться, и зазор между кольцами и роликами будет выбран. А если сдвигать кольца еще дальше, в сопряжении колец и роликов появится натяг. Величина диаметрального натяга должна быть очень небольшой (0-0,005 мм), иначе подшипники быстро износятся. Регулирование натяга - сложная и ответственная задача. Эту операцию тщательно выполняют на заводе при сборке станка. При эксплуатации станка потребность в регулировке натяга возникает, как правило, только после длительной работы станка.
Для восстановления нужного натяга поступают следующим образом. Прежде всего освобождают крепление подшипников. Для переднего подшипника это делается так. Снимают фланец и ослабляют гайку. В собранном виде гайка удерживается от проворачивания гребенкой с замком и винтом. Поэтому перед поворотом гайки нужно отвернуть винт и снять стопорную гребенку. Затем отвинчивают винты и снимают находящиеся под ними замки, удерживающие компенсаторы.
Компенсаторы обеспечивают заданное расстояние между внутренним кольцом подшипника и торцом шпинделя (размер A). После этого ослабляют посадку внутреннего кольца подшипника. В отверстия резьбовых втулок ввертывают винты М16 до упора в пальцы. Равномерно затягивая каждый из шести винтов, «заставляют» пальцы надавить на компенсаторы, а через них на кольцо подшипника. Делают это очень осторожно, так, чтобы посадка кольца ослабла, но полностью не нарушалась - поворот кольца на шейке не допускается. Очень небольшое осевое смещение кольца позволяет вынуть компенсаторы и обеспечить возможность смещения кольца Влево для восстановления нужного натяга в подшипнике. Смещение кольца производят винтами М16, ввертывая их в резьбовые отверстия гайки до получения нужного натяга в подшипнике.
Чтобы зафиксировать новое положение кольца подшипника - на шпинделе, подгоняют компенсаторы по изменившемуся размеру А. Для этого определяют размер А и шлифуют в этот размер все компенсаторы Совместно. Устанавливают компенсаторы на свои места и закрепляют их винтами через замки. Остается теперь затянуть до отказа гайку и законтрить ее с помощью гребенки, замка и винта.
Движение подач по трем координатам обеспечивают высокомоментные электродвигатели постоянного тока с широким диапазоном регулирования М6 (перемещение по оси Ү шпиндельной бабки), M5 (перемещение стола по оси X) и М3 (перемещение стойки по оси Z). Валы двигателей соединены с шариковыми ходовыми винтами с помощью муфт, обладающих высокой крутильной жесткостью, без промежуточных зубчатых передач.
Для уравновешивания шпиндельной бабки служит гидроцилиндр гидроусилителя, кроме того, имеется устройство, исключающее аварийное опускание шпиндельной бабки в случае падения давления масла в гидросистеме. При исправной гидросистеме шток гидроусилителя не только уравновешивает шпиндельную бабку, но и сжимает пакет тарельчатых пружин 3 тормозной муфты 2. При падении давления масла давление штока на пружины ослабевает и муфта затормаживает зубчатое колесо 1, сцепленную с зубчатым колесом 4, закрепленным на ходовом винте вертикальной подачи.
В результате винт не сможет повернуться под действием веса шпиндельной бабки и бабка не сможет самопроизвольно опуститься.
Станок имеет пятикоординатную комбинированную контурно-позиционную систему ЧПУ.
Система обеспечивает перемещение стола с заготовкой по оси Х, стойки по оси Z, шпиндельной бабки по оси Y, расточного шпинделя по оси W, поворот стола относительно вертикальной оси (координата В). В режиме программного управления возможно выполнять контурное фрезерование сложением подач по осям Х и Ү, по осям Х и Z или Y и Z, а также фрезерование с непрерывной круговой подачей стола (координата В). Станок оснащен системой направляющих, обеспечивающих высокую жесткость технологической системы и плавное перемещение подвижных частей.
Направляющие шпиндельной бабки - комбинированные: передние имеют накладки из антифрикционного сплава, боковые - роликовые опоры. Для выборки зазора в направляющих качения установлены тарельчатые пружины. Все подвижные узлы станка после выполнения заданного перемещения автоматически закрепляются с помощью гидравлических быстродействующих зажимов трубчатого типа.
