При встречном методе фрезерования максимальная толщина срезаемого слоя соответствует моменту выхода зуба фрезы из заготовки (рис. 1, а), а «нулевая» моменту врезания. При встречном фрезеровании силы резания направлены на «отрыв» заготовки от стола и на увеличение величины зазора в подвижных соединениях стола, приспособления и т. п., что ведет к уменьшению точности обработки.
При встречном фрезеровании на некотором участке контакта происходит не резание, зубья фрезы просто скользят по поверхности заготовки, способствуя значительному упрочнению металла заготовки. Поэтому при встречном фрезеровании зубьям фрезы приходится срезать слой металла не с исходными свойствами, а упрочненный, что почти всегда сказывается отрицательно на стойкости фрез. Если скорость резания при фрезеровании высокая, то к вершине зуба часто приваривается стружка, и при очередном врезании она вдавливается в обработанную поверхность, существенно ухудшая ее качество.
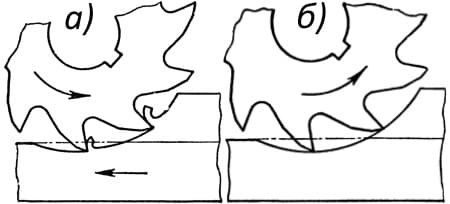
Рис. 1. Встречное фрезерование (а) и схема подрезания при фрезеровании плоскостей (б)
Брак обработанной поверхности может быть вызван подрезанием, что особенно характерно когда происходит обработка цилиндрическими фрезами. Подрезание происходит, если выключают подачу, когда проход еще не закончен. Так как оправка в процессе резания испытывала нагрузку и немного изогнулась, то под действием упругих деформаций она возвращается в исходное положение. При этом фреза врезается в металл несколько глубже в том месте, которое окажется под ней в момент выключения подачи (рис. 1, б).
При встречном фрезеровании может произойти подхватывание, если осуществлять фрезерование с чрезмерно большой подачей на зуб при закреплении фрезы на нежесткой оправке. При чрезмерно большой нагрузке на зуб фреза будет стремиться повернуться вокруг него и последующий зуб будет подрезать обрабатываемую поверхность.
