Большое разнообразие видов, форм и размеров фрез объясняется широким их применением для различных видов обработки металлов резанием. Несмотря на проводимую нормализацию типоразмеров фрез, в инструментальных раздаточных наибольшее количество инструментов составляют фрезы. И все же часто фрезеровщику-новатору, желающему повысить производительность станка и увеличить выпуск деталей, приходится вносить улучшения в конструкцию фрез или заказывать техническому отделу завода и инструментальному цеху новые либо улучшенные их конструкции.
Во многих случаях, однако, можно получить желаемый результат, применяя стандартные нормализованные конструкции фрез, внося в заточку зубьев некоторые изменения в соответствии с обрабатываемым материалом и характером обработки.
Поэтому каждый фрезеровщик должен хорошо знать классификацию фрез, стандартизованных и представленных в ГОСТах и нормалях машиностроения.
Только тогда, когда тип фрезы, предусмотренный стандартом или нормалями, не подходит для данной работы или когда фрезеровщик предполагает получить лучший эффект от задуманной обработки с помощью фрезы другой конструкции, он сможет спроектировать сам или заказать через техническое бюро завода специальную фрезу.
Основные размеры фрез
В настоящее время диаметры и ширина фрез во всем мире нормализованы и образуют геометрический ряд со знаменателем прогрессии φ=1,26. Доказано, что, применяя фрезы такого ряда, можно сократить на 40 % общее число типоразмеров фрез, работая при этом с наивыгоднейшими режимами резания.
Если нет особых требований к диаметру фрезы D (заданная разность ступеней в наборах фрез, заданная ширина шпоночного паза и т. д.), то достаточно иметь ряд наружных диаметров фрез, равных 16, 20, 25, 32, 40, 50, 63, 100, 125, 160, 200, 250 и т.д до 630 мм. Допускаемые отклонения на диаметр - по В8, конусность не должна превышать 0,02 мм для фрез шириной до 50 мм и 0,03 мм - для фрез шириной более 50 мм.
Диаметры шпоночных фрез нормализованы в соответствии с гостированными размерами шпоночных соединений в ряд 3, 4 (5), 6, 8, 10, 12, 14, 16, 18, 20, 22 мм и т.д. Допускаемые отклонения по диаметру назначаются в зависимости от посадки и класса точности шпоночной канавки.
Ширина фрезы L, если нет особых требований к ширине фрезерования (заданная ширина шпоночного паза, экономная ширина реза, ширина шлица и т. д.), также может быть уложена в нормальный ряд. Нормальная ширина цилиндрических фрез - 40, 50, 63, 100, 125 и 160 мм. Допускаемые отклонения по В8, биение опорных торцов относительно оси фрезы не должно превышать 0,02 мм для фрез диаметром меньше 100 мм и 0,03 - для фрез диаметром больше 100 мм.
Диаметры посадочных (базовых) отверстий в цилиндрических, торцовых, дисковых, пазовых, угловых фасонных и других насадных фрезах и посадочного диаметра соответствующих оправок, а также размеры шпонок даны на рис. 1.
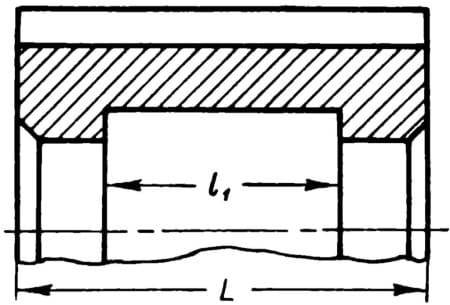
Рис. 1. Диаметры цилиндрических оправок, базовых отверстий и размеры шпонок во фрезах (по ГОСТу 9472-60), размеры в мм. Примечания: 1) При необходимости пользования большими диаметрами оправок рекомендуется брать диаметры 80 и 100 мм. 2) Допускаемые отклонения: для ширины шпонки b - по системе вала В3 ОСТ 1023; ширины паза оправки b - по ПШ ГОСТ 7227-58; ширины паза отверстия b - по X5 ОСТ 1025; высоты шпонки h - по В4 ОСТ 1024; расстояния до дна паза отверстия t1, по А7 ОСТ 1010; расстояния до дна паза оправки t - по C4 ОСТ 1014.
В отверстиях глубиной 24 мм и выше дается внутренняя выточка размером 1, от 0,25 до 0,35 ширины фрезы L (рис. 2).
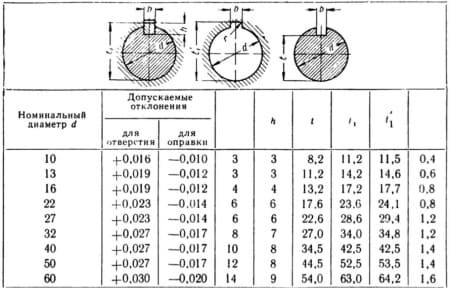
Рис. 2. Внутренняя выточка в насадных фрезах
Сила резания передается шпонкой. Шпонка связывает фрезу с оправкой. Различают фрезы, имеющие осевые шпоночные канавки, в которые вкладывают призматические шпонки (рис. 1), и фрезы, имеющие торцовые шпоночные канавки (рис. 3).
Концевые и шпоночные фрезы с D≤20 мм изготовляют с цилиндрическим хвостовиком. Фрезы диаметром 3 и 4 мм имеют хвостовик диаметром 4 мм, фрезы диаметром 5 и 6 мм - хвостовик диаметром 6 мм, фрезы диаметром 14 и 16 мм - хвостовик диаметром 16 мм, фрезы диаметром 18 и 20 мм - хвостовик диаметром 20 мм. Фрезы диаметром 8, 10, 12 мм имеют хвостовик такого же диаметра. Допуск на диаметр хвостовика по C3.
Конический хвостовик концевых и шпоночных фрез выполняют с конусом Морзе или метрическим, стандартизованным по ГОСТу 2847-45.
В приборостроении для легких работ находят применение фрезы с резьбовым хвостовиком конструкции ЛООМПа фрезеровщика В. С. Семенова. Эти фрезы закрепляют в резьбовой втулке, вставляемой своим коническим хвостовиком в гнездо шпинделя.
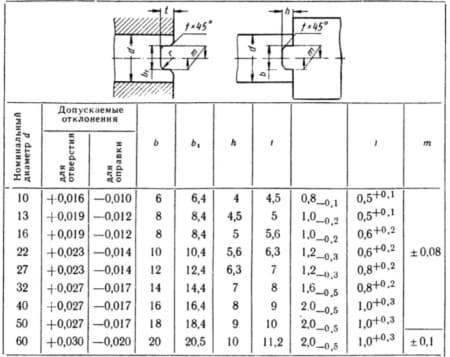
Рис. 3. Крепление фрез на цилиндрической оправке торцовой шпонкой (по ГОСТу 9472-60), размеры в мм. Примечание: Допускаемые отклонения для ширины шпонки b - по C4 ОСТ 1014, ширины паза b, по А4 ОСТ 1014, высоты шпонки h - по C3 ОСТ 1015 глубины паза t - по А7 ОСТ 1010.
Направление резания фрез
Для обеспечения резания зубья фрезы (режущие кромки) должны быть направлены в соответствии с направлением вращения шпинделя. Направление вращения шпинделя станка может быть правым или левым и соответственно различают праворежущие и леворежущие фрезы. Для определения направления вращения шпинделя или, что то же самое, направления резания фрезы руководствуются следующими правилами.
- В случае работы на горизонтально-фрезерном станке следует смотреть на фрезу со стороны заднего конца шпинделя. Если при этом видно, что фреза вращается по часовой стрелке (рис. 4, а), то вращение шпинделя называют правым и фрезу праворежущей, а если фреза вращается против часовой стрелки (рис. 4, б), то вращение шпинделя называют левым и фрезу леворежущей. Если же смотреть на шпиндель со стороны стола, то праворежущая фреза отбрасывает стружку вправо, а леворежущая - влево.
- В случае работы на вертикально-фрезерном станке следует смотреть на фрезу сверху Если при этом видно, что фреза вращается по часовой стрелке (рис. 4, в), то вращение шпинделя называют правым и фрезу праворежущей, а если фреза вращается против часовой стрелки (рис. 4, г), то вращение шпинделя называют левым и фрезу леворежущей.
Обычно направление вращения шпинделя устанавливают для горизонтально-фрезерных станков влево, а для вертикально-фрезерных вправо.
Следует помнить, что направление резания насадной цилиндрической фрезы можно изменить, повернув ее на оправке; направление резания насадной торцовой фрезы не может быть изменено.
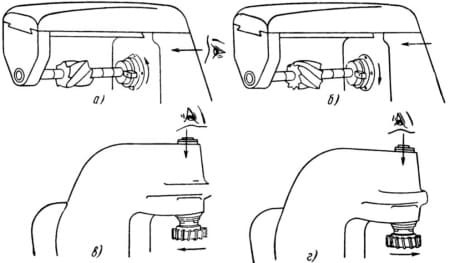
Рис. 4. Направление вращения шпинделя и фрезы
