Одним из средств повышения точности обработки и улучшения качества обработанных поверхностей является изоляция станка от колебаний основания. Такая изоляция носит название пассивной в отличие от активной виброизоляции, когда изолируется внешний источник колебаний, и вибрации на фундамент не передаются. Пассивная виброизоляция имеет очень большое значение, особенно для высокоточных станков. Пользуясь сейсмическими датчиками, ЭНИМС проводил измерения создаваемых работой металлорежущего оборудования колебаний полов механических цехов ряда машиностроительных предприятий. Результаты этих измерений показали, что амплитуды колебаний оснований относительно велики и достигают нескольких микрометров и даже сотых долей миллиметра. Следствие этого - появление на обработанной поверхности волн, длина которых определяется частотой возмущения, а высота примерно пропорциональна амплитуде колебаний основания. В таких условиях получение требуемого качества детали при допусках, измеряемых десятыми долями микрометра, на высокоточных станках невозможно без применения пассивной виброизоляции.
Фундамент для станка с последующей жесткой установкой на него оборудования - на клиньях с подливкой или на башмаках - не всегда обеспечивает нужную виброизоляцию станка.
Специальный виброизолированный фундамент, подвешенный на пружинах и имеющий собственную частоту колебаний порядка 1,5-2 гц дает нужный эффект, но очень дорог и поэтому применяется для установки лишь уникальных прецизионных станков. Поэтому в последние годы все шире применяют перспективный и дешевый способ установки прецизионных станков на упругие виброизолирующие опоры. Такие опоры часто применяют и для установки станков нормальной точности.
Ранее характер явлений, происходящих в станке при колебаниях основания, был совершенно не изучен, в связи с чем и выбор того или иного способа виброизоляции был случайным, а сама виброизоляция могла оказаться либо излишней, либо недостаточной.
Исследование виброизоляции станков, проведенное в ЭНИМСе под руководством В. В. Каминской, позволило до некоторой степени выяснить вопрос о чувствительности отдельных типов станков к колебаниям оснований и установить эффективность определенной системы виброизоляции для заданных конкретных условий.
При предварительном исследовании колебаний оснований в цехах с различным составом оборудования на основании результатов статистического анализа было установлено, что спектр этих колебаний очень широк и содержит частоты от 1,5-2 до 50-60 гц (так как случайные возмущения оказываются соизмеримыми с периодическими). В связи с этим не всегда возможно осуществить виброизоляцию станка только за счет разрыва в частотах внешних возмущений и собственной частоты колебаний системы станка как одной массы (так называемая проверка на резонанс). Известно, что эта (нижняя) собственная частота системы определяется видом установки станка (жесткая, на упругие опоры и т. д.), который практически не оказывает влияния на верхние собственные частоты системы. Относительные же колебания инструмента и заготовки, влияющие на точность и качество обрабатываемой поверхности, происходят именно на этих верхних частотах, определяемых собственными частотами тех узлов станка, которые несут инструмент и заготовку. По ориентировочным данным ЭНИМСа наиболее низкие из этих верхних частот для токарных станков составляют 60-100 гц, для плоскошлифовальных от 30 (при направляющих качения) до 60 гц и т. д. Колебания станины станка, происходящие обычно на нижней собственной частоте (кроме жесткой установки, когда они повторяют колебания пола), являются своего рода возмущением для тех узлов станка, которые несут инструмент и заготовку. Увеличение разности между частотой этого возмущения и частотами узлов, несущих инструмент и заготовку, ведет к значительному уменьшению амплитуды их относительных колебаний. Закономерности передачи колебаний станины в зону резания по существу и характеризуют качество виброизоляции станка.
Было предложено оценивать эффективность виброизоляции «коэффициентом передачи» степенью передачи колебаний от основания в зону резания при различных частотах, соответствующих собственным частотам колебаний станка на опорах. Коэффициентом передачи называется отношение амплитуд относительных колебаний между инструментом и заготовкой (α отн) к амплитудам колебаний основания (α), т. е. k=α отн/α.
Считая связь между колебаниями станка на опорах и колебаниями верхних узлов станка слабой, что обычно соответствует действительности, можно представить коэффициент передачи в виде произведения
k = k1γ = (α ст/α)(α отн/α ст)
где k1 - коэффициент передачи колебаний от основания к станине; γ - коэффициент передачи колебаний станины в зону резания; α ст - амплитуды колебаний станины, измеренные в определенном месте.
Такой прием позволил в общем коэффициенте передачи выделить часть, определяемую главным образом параметрами опор и станка как одной массы коэффициент k1, и часть, зависящую только от параметров станка коэффициент γ, который, по существу, характеризует чувствительность станка к колебаниям основания. В простейшем случае, когда рассматриваются колебания узлов станка только в плоскости, нормальной к обрабатываемой поверхности (именно они влияют наиболее сильно на точность детали) приходится учитывать вертикальные (по оси z), горизонтальные (по оси y) и качательные колебания станины. Тогда относительные перемещения инструмента и заготовки будут вызываться всеми тремя видами возмущений. Связь между вертикальными и горизонтальными колебаниями обычно бывает слабой, между горизонтальными и качательными - сильной. Это дает возможность определять отдельно лишь два коэффициента: γz - коэффициент чувствительности станка к вертикальным колебаниям станины и γy - коэффициент чувствительности станка к горизонтальным колебаниям с учетом их связи с качательными.
Таким образом, экспериментальное исследование чувствительности станков к колебаниям оснований состояло в измерении относительных колебаний инструмента и заготовки (α отн), абсолютных колебаний узлов станка, главным образом станины (α ст), и колебаний пола около станка (α). Последние при экспериментах возникали от работы соседнего оборудования либо возбуждались искусственно - толчком станины, бросанием болванки рядом со станком, работой центробежного вибратора, установленного рядом со станком на полу.
Центробежный вибратор (использовались вибраторы конструкции Г. А. Левита) представляет собой пару сцепленных зубчатых колес с передаточным отношением i=1 (рис. 1). По периферии колес имеются отверстия, в которые в определенном количестве и порядке можно вставлять пальцы-грузы. Сборкой колес и расположением пальцев в отверстиях, симметричным относительно вертикальной плоскости, проходящей через точку касания начальных окружностей колес, добиваются взаимной компенсации горизонтальных составляющих центробежных сил от пальцев и сложения вертикальных составляющих.
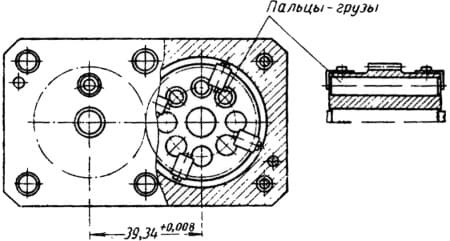
Рис. 1. Центробежный вибратор (конструкции ЭНИМСа)
Этот вибратор, сравнительно простого устройства и достаточно мощный, развивает строго поступательные колебания силы. Частота изменения ее регулируется изменением числа оборотов колес вибратора. Осуществить это можно очень просто, так как вибратор приводится в движение от от аксиально-поршневого гидродвигателя МГ-151, обеспечивающего устойчивый диапазон скоростей от 40 до 3600 об/мин за счет объемного регулирования. Амплитуда силы регулируется изменением материала пальцев (из алюминия, стали и свинца) их количества или расположения в отверстиях зубчатых колес. Недостаток вибраторов центробежного типа - зависимость амплитуды возбуждаемых колебаний от частоты
Объектами исследования были токарные, плоско- и круглошлифовальные и фрезерные станки разных моделей, установленные на клиньях или башмаках, подлитые цементным раствором, на пружинном фундаменте или на каких-либо упругих опорах.
Исследовали станки, установленные не только на первом этаже, но и на перекрытиях верхних этажей. Чтобы можно было сравнивать результаты исследований, положение узлов на однотипных станках было одинаковым и соответствовало некоторому типичному случаю обработки. При резании на станок действует целый ряд возбудителей колебаний, и выделить влияние колебаний основания становится трудно. Допуская в первом приближении, что станок представляет собой линейную систему и работает в области, далекой от неустойчивости, можно рассматривать действие разных возбудителей по-отдельности, т. е. проводить эксперименты без резания, на неработающем станке. Допустимость этого доказывается тем, что между амплитудами относительных колебаний инструмента и заготовки, измеренными на неработающем станке, и волнистостью поверхности, обработанной на том же станке, существует вполне определенная связь.
Колебания оснований и станин станков измерялись низкочастотными сейсмическими датчиками с гальванометрической регистрацией. Один из таких датчиков - модель К-001 Кишиневского завода «Виброприбор» обеспечивает коэффициент усиления 1000 в диапазоне 2-200 гц, т. е. позволяет качественно записать колебания с минимальной амплитудой 0,7-1,0 мкм.
На рис. 2 показана схема такого датчика. В корпусе датчика на специальных подвесах подвешен довольно массивный маятник 1. На свободном конце маятника укреплены две цилиндрические катушки 6, каждая в своей магнитной системе, состоящей из магнитопровода 2, постоянного магнита 3 с полюсным наконечником 5.
Магнитная система установлена в корпусе датчика. Между магнитами для лучшей их центровки и закрепления расположен латунный цилиндр 4. Для удержания маятника 1 в положений равновесия служит пружина 7.
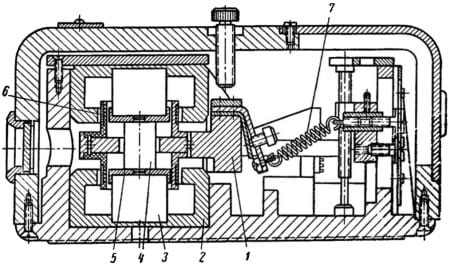
Рис. 2. Низкочастотный индукционный датчик сейсмического типа Кишиневского завода «Виброприбор»
При установке датчика на вибрирующий объект он вырабатывает э. д. с., пропорциональную скорости перемещений. Для того чтобы иметь возможность записать сами виброперемещения, напряжение с датчика через регулятор увеличения подается на специальный интегрирующий рамочный гальванометр (шлейф). Особенностью этих гальванометров является то, что они работают в сильно переуспокоенном режиме. Поэтому при подаче на вход гальванометра напряжения, пропорционального скорости перемещения, отклонение его будет пропорционально самому перемещению. Гальванометр (шлейф) устанавливается в обойму шлейфового осциллографа H700 и позволяет вести запись на фотобумагу.
Относительные колебания между инструментом и заготовкой измерялись головкой виброщупа К-61А с проволочными датчиками (см. рис. 10, Виброустойчивость станков).
На рис. 3 показана примерная схема расположения приборов при исследовании виброизоляции плоскошлифовального станка.
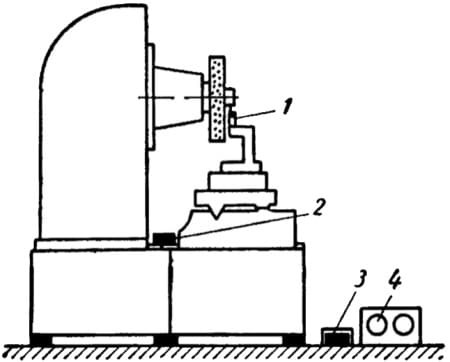
Рис. 3. Схема расположения приборов при исследовании виброизоляции плоскошлифовального станка: 1 - головка виброщупа для измерения α отн; 2 - сейсмический датчик для измерения α ст; 3 - сейсмический датчик для измерения α; 4 - центробежный вибратор
После обработки результатов измерения строились амплитудно-частотные характеристики (АЧХ) элементов станка (рис. 4) для разных вариантов установки, причем наибольший интерес для оценки эффективности системы виброизоляции и чувствительности станка к колебаниям основания представляли участки АЧХ в районах резонансов какого-либо вида колебаний станины.
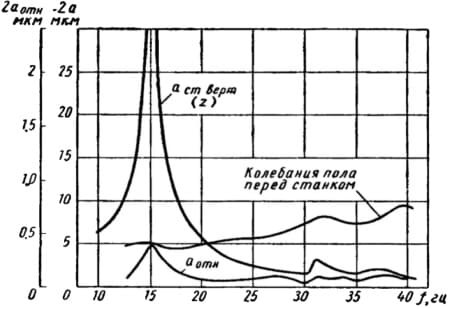
Рис. 4. Амплитудно-частотные характеристики (АЧХ) плоскошлифовального станка 3Б71М на упругих опорах
АЧХ и осциллограммы свободных колебаний интересующих нас элементов станка дали возможность построить графики зависимости коэффициентов передачи k1 и ү от частоты.
На рис. 5 показан график ү= ү(f) для плоскошлифовального станка. Увеличение значений коэффициента үz на частоте ~ 30 гц, как видно из графика, объясняется тем, что примерно здесь лежит собственная частота горизонтальных колебаний суппорта на направляющих качения (частота определяется жесткостью механизма подачи).
Значения коэффициента k1 для вертикальных колебаний, полученные в результате экспериментов, колебались в пределах 5-10, причем меньшее значение k1 соответствовало большему демпфированию опор.
Величина общего коэффициента передачи колебаний k составляла около 0,1 при установке станка на упругие опоры с собственной частотой 15 гц и около 1,0 - при жесткой установке.
Полученные графики и зависимости позволяют подбирать основные параметры системы виброизоляции высокоточных станков следующим образом. Известно, что амплитуды вертикальных колебаний пола в цехах, где установлены точные станки, редко превышают 1,5-2 мкм. Будем ориентировочно считать, что для получения поверхности 10-го класса чистоты со средней высотой микронеровностей Rα = 0,16 мкм амплитуды α отн не должны превышать 0,5Rα, т. е. 0,08 мкм. Тогда коэффициент передачи, при котором можно получить 10-й класс чистоты,
k = α отн/α = 0,08/(1,5÷2) ≈ 0,05.
Зная, что k1 = 5÷10, можно определить коэффициент передачи вертикальных колебаний станины станка в зону резания:
үz = k/k1 = 0,05/(5÷10)
Полагая для определенности k1 = 5, находим по графику рис. 5, что үz = 0,05/5 = 0,01 обеспечивается при частоте вертикальных колебаний станины на опорах порядка 17 гц. Зная эту частоту, можно давать рекомендации по выбору того или иного способа установки станка.
Накопление данных о значениях коэффициентов передачи ү при различных частотах для станков разных типов дает возможность правильно и более точно подбирать систему пассивной виброизоляции высокоточных станков.
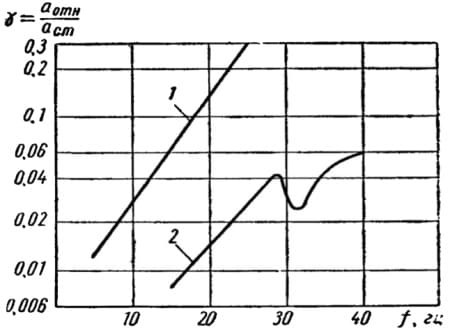
Рис. 5. Экспериментальные значения коэффициентов передачи колебаний станины в зону резания для плоскошлифовального станка 3Б71М: 1 и 2 - коэффициенты передачи соответственно горизонтальных (үy) и вертикальных (үz) колебаний станины
