Смена инструментов без автооператора - это один из методов смены инструмента в шпинделе из магазина. В этом случае инструмент перемещается непосредственно из магазина в шпиндель и при этом время, необходимое для этой операции, можно минимизировать. В настоящее время разработано и применяется большое число механизмов, предназначенных для перемещения инструментов, прошедших предварительную настройку, из накопительного участка к шпинделю. При этом в некоторых механизмах основное внимание уделялось скорости смены инструмента, в других - траекториям перемещения, в третьих - компактности и т. п. Многие конструкции не требуют применения сложных специальных устройств. Шпиндель, например, подается вдоль своей оси к кассетному накопителю инструмента (рис. 1, а) или магазину барабанного типа (рис. 1, в), которые расположены в пределах рабочей зоны, и захватывает необходимый инструмент. После ввода оправки с инструментом в коническое отверстие шпинделя, срабатывает механизм привода тяги, вызывающий сжатие зажимной цанги. Метод, основанный на прямолинейном перемещении, достаточно прост, однако при этом возникает проблема защиты инструментов в магазине и особенно их посадочных поверхностей от попадания на них пыли и отходов обработки. Для этого предусматривается закрытие магазина-накопителя створками или его отвод из зоны обработки. Если инструменты достаточно легкие, то удержание их в гнездах осуществляется с помощью пружин. Для тяжелых инструментов предусматриваются собственные захватно-зажимные приспособления. Однако следует отметить, что даже при высоких скоростях подачи вдоль оси этот метод существенно уступает специальным механизмам.
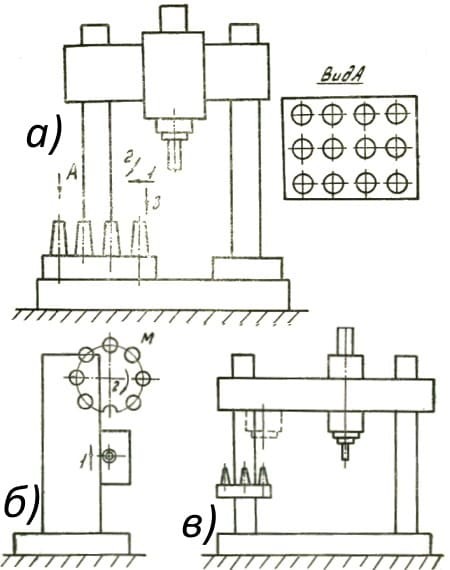
Рис. 1. Автоматическая смена инструмента за счет перемещений шпиндельной бабки
Один из распространенных способов смены инструментов без автооператора состоит в том, что в верхней части стойки над шпинделем устанавливается магазин барабанного типа (рис. 1, б). Для того чтобы осуществить смену инструмента, шпиндель перемещается вдоль оси Y(1) до определенной фиксированной координаты, а магазин движется вдоль оси Z. Освобожденный из конусного отверстия шпинделя инструмент передается в инструментальный магазин, а шпиндель продолжает отводиться по оси Z. Следующий инструмент, подаваемый на смену за счет поворота магазина, устанавливается в рабочем положении в шпиндель при подводе последнего, после чего магазин возвращается в исходное положение. Подобная система смены применяется обычно в небольших станках с мощностью двигателя в приводе главного движения до 6 кВт и горизонтальным положением шпинделя. Диаметр инструмента до 100 мм и масса - до 7,0 кг. Емкость магазина от 15 до 30 инструментов.
Обрабатывающие центры с ЧПУ и станки с вертикальным положением шпинделя применяют вариант системы, заключающийся в том, что для захвата нужного инструмента шпиндель может проходить через магазин (рис. 2). После завершения обработки шпиндель возвращает инструмент непосредственно в магазин, проходит через него, чтобы дать ему возможность повернуться в нужное положение и подвести следующий инструмент; затем шпиндель подается вперед, фиксируя в рабочем положении инструмент, необходимый для выполнения следующей операции. Таким образом, устройства автоматической смены без автооператора могут иметь либо соосное расположение инструментов или параллельное. Отличаясь простотой конструкции и высокой надежностью оба способа компоновки имеют существенные недостатки, общими из которых являются значительные потери времени на вспомогательные ходы для подачи инструмента в рабочую зону, невозможность совместить поиск и подготовку смены инструмента с обработкой предшествующим инструментом. Кроме того, для первого способа: необходимо при поиске инструмента отводить магазин от заготовки на значительное расстояние; максимальная емкость магазина ограничивается необходимостью значительного разнесения гнезд друг от друга, чтобы неработающие инструменты не препятствовали функционированию инструмента в рабочей позиции; инструмент и механизмы магазина подвержены воздействию продуктов обработки, СОЖ и т. п.
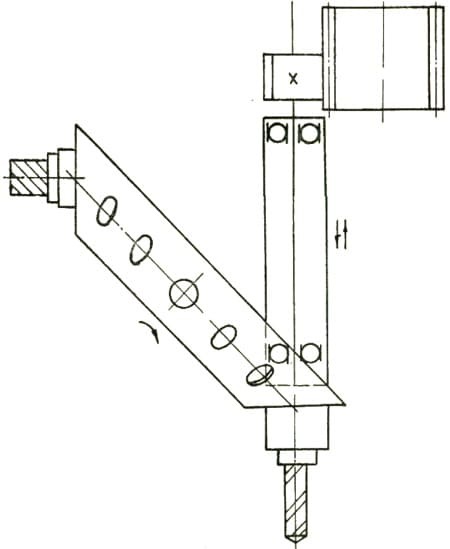
Рис. 2. Автоматическая смена инструмента за счет продольного хода шпинделя
