Синусные тиски (рис. 1) применяют для точного углового фрезерования и шлифования с допуском на угол ±1'. Синусный угольник имеет две плиты (нижнюю 4 и верхнюю 5), соединенные валиком 1 через втулки 3 и 2. Втулки 3 и 2 шлифуют и доводят до получения диаметра 35 мм. Размер между осями валиков 1 и 9 равен 175 мм; его измеряют после изготовления с точностью ±0,005 мм и ставят клеймо на торце верхней плиты 5. Поверхность плиты 4 шлифуют и доводят по высоте так, чтобы осевая линия, соединяющая центры валиков 1 и 9, располагалась горизонтально с допуском 0,01 мм на всей длине плиты.
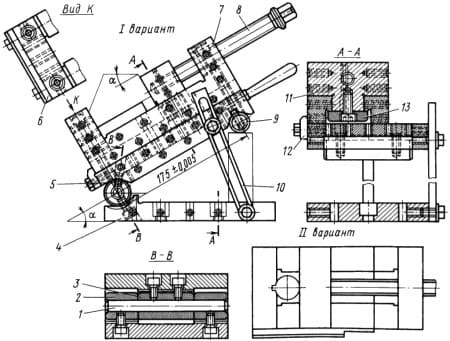
Рис. 1. Синусные станочные тиски
В зависимости от необходимого угла установки подсчитывают размер Н=175sinα. Мерные плитки набирают высотой до размера ни устанавливают между плитой 4 и валиком 9, после чего закрепляют боковые планки 10. При этом плитки должны перемещаться при легком нажиме руки.
Синусный угольник может быть закреплен на столах станков с помощью двух болтов с потайной головкой и двух цилиндрических шпонок, входящих в паз стола станка, или используя синусные магнитные плиты. Обрабатываемую деталь закрепляют на плите 5 или в специальных тисках 11, устанавливаемых на плите 5 с упором в боковые планки 6 и 12. Подвижная губка с планкой 13 перемещается в тисках 11, которые можно закрепить на магнитной плите. Тиски 11 планки 6 и 12, плиты 4 и 5 изготовляют из стали 40Х и закаливают с охлаждением в масле. Втулки 3 и 2 и валики 1 и 9 изготовляют из стали У8 и закаливают до твердости HRC 54-56. Резьбовую втулку 7 и винт 8 выполняют незакаленными из стали 45.
Приспособление позволяет обрабатывать детали размером 100x100x250 мм, а также валики диаметром до 100 мм. При наладке приспособления тиски можно повернуть на угол 90°.
