Конструкции шпиндельных бабок, которые имеют обрабатывающие центры с ЧПУ, существенно зависят от компоновки самих станков. Обрабатывающие центры на базе вертикальных фрезерных станков располагают конструкцией шпинделя и его опор аналогичной станкам общего назначения. Шпиндель монтируют или непосредственно в корпусе шпиндельной бабки, или, для облегчения сборки, в неподвижной гильзе, установленной в корпус бабки. В качестве опор шпинделей применяют радиальные подшипники, радиально-упорные и упорные подшипники. Выбор радиальных и осевых зазоров осуществляется обычными средствами.
В отличие от станков общего назначения, привод вращения шпинделя осуществляется электродвигателем постоянного тока с широким диапазоном регулирования частот вращения, связанных непосредственно или через ременную передачу с коробками скоростей, содержащими одну или две групповые передачи. Коробку скоростей применяют для увеличения диапазона регулирования частот вращения с постоянной мощностью. Автоматическое управление перемещением скользящих блоков в групповых передачах осуществляется электромеханическими и гидравлическими устройствами.
В связи с ростом требований, выдвигаемых к металлообрабатывающему оборудованию, а также применением высокоскоростного резания, обработки с высокими подачами и широким использованием многоцелевых станков возникает необходимость в обеспечении высоких динамических характеристик технологического оборудования. В этой статье выполнен обзор и математический анализ шпинделя обрабатывающего центра.
Шпиндельный узел (ШУ) обрабатывающего центра - один из наиболее ответственных элементов динамической системы станка, поскольку через колебания переднего конца шпинделя оказывается воздействие на показатели качества и точности обработки, стойкость режущего инструмента и т. д. Исходя из этого определение частот собственных колебаний (ЧСК) шпиндельного узла необходимо уже на этапе конструкторско-технологического проектирования.
Применение CAE систем позволяет значительно сократить расходы, возникающие на этапе проектирования оборудования. Однако при разработке математической модели часто возникают проблемы с верификацией результатов моделирования.
Учитывая сложность динамической системы шпиндельного узла современного высокоскоростного обрабатывающего центра и количество факторов, непосредственно оказывающих влияние на формирование ЧСК узла, возникает необходимость проведения всестороннего исследования и определения наиболее значимых элементов системы, которые необходимо учитывать в процессе моделирования.
В исследованиях, математическая модель разрабатывалась для шпиндельного узла 5-координатного обрабатывающего центра Picomax 820 VERSA, упрощенное изображение которого приводится на рис. 1. Учитывая сложность моделирования динамической системы подшипников качения, они заменяются упруго-демпферными элементами. Для этого в местах контакта внешнего и внутреннего кольца каждого подшипника будут присоединяться пружины, которые имеют эквивалентные соответствующим характеристикам подшипников показатели жесткости и демпфирования.
Жесткость подшипника качения зависит от следующих параметров:
- тип тела качения (роликоподшипники жестче, чем шарикоподшипники);
- материал тел качения (керамические тела качения жестче стальных);
- количество и размер тел качения;
- угол контакта (чем меньше угол контакта, тем жестче подшипник);
- класс преднатяга (жесткость подшипника растет с ростом преднатяга).
В передней опоре исследуемого шпиндельного узла располагается четыре радиально-упорных гибридных подшипника HCB7013-C-T-P4S, которые устанавливаются по схеме OTT, и один радиально-упорный подшипник HCB7013-C-T-P4S в задней опоре.
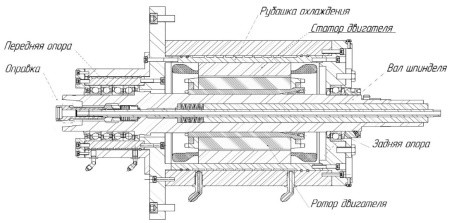
Рис. 1. Упрощенное изображение шпиндельного узла
Количество пружин, задаваемых вдоль оси вращения шпинделя в передней опоре, будет равно количеству устанавливаемых в этой опоре подшипников (рис. 2). Это связано с тем, что начало и конец моделирующих пружин привязываются к некоторой точке, находящейся на поверхности контакта колец подшипника с корпусом или шпинделем, следовательно, воздействие от работы пружины на поверхность контакта будет передаваться через эти точки. Таким образом, жесткость пружины не будет распространяться на всю поверхность контакта, что может иметь существенное влияние как на частоту собственных колебаний, так и на форму колебаний (в первую очередь вала шпинделя).
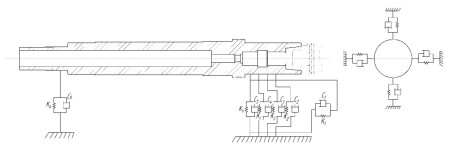
Рис. 2. Схематическое изображение упруго-демпферных элементов, имитирующих подшипниковое соединение
Осевая жесткость передней опоры, тем не менее, задается одной пружиной. Задняя опора в осевом направлении в корпусе не закреплена с целью обеспечения возможности смещаться при температурном деформировании шпинделя. Основываясь на расчетах, проведенных ранее, определение радиальной деформации и радиальной жесткости подшипника будет иметь следующий вид (см. рис. 3).
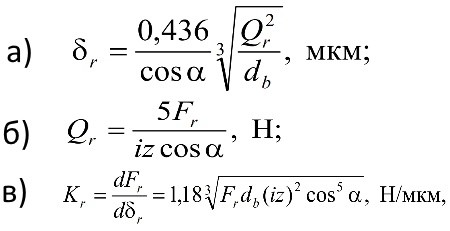
Рис. 3. Формулы для определения: а - радиальной деформации; б - радиальной нагрузки; в - радиальной жесткости, где (δr - радиальная деформация, мкм; Kr - радиальная жесткость, Н/мкм; db - диаметр тела качения, мм; α - угол контакта, градус; i и z - число шариков и число рядов соответственно; Qr - радиальная нагрузка на наиболее нагруженное тело качения; Fr - радиальная нагрузка на подшипник, Н).
Геометрические параметры и данные для расчета радиальной жесткости подшипника HCB7013-C-T-P4S приводятся в таблице на рис. 4, где Cr - величина динамической нагрузки, кН.

Рис. 4. Геометрические параметры и данные для расчета подшипника HCB7013-C-T-P4S шпиндельного узла обрабатывающего центра
Значение радиальной нагрузки на подшипник предложено брать равным одной десятой части от динамической нагрузки, прибавив к этому значению величину силы предварительного натяга (для рассматриваемых подшипников FV=109 Н):
Qr = 1/10 Cr + Fr, Н.
В результате расчета было получено значение радиальной жесткости, которое равнялось Kr = 278 Kr Н/мкм. Учитывая то, что жесткость керамических тел качения, которые, как правило, изготавливаются из нитрида кремния (Si3N4), в полтора раза выше чем у стальных шариков, возникает необходимость ввести поправочный коэффициент, учитывающий это расхождение. Среднее значение отношения радиальной жесткости радиально-упорных шарикоподшипников качения с керамическими и стальными телами качения, которые приводятся в общих каталогах, можно представить в виде коэффициента η = 1,11. Таким образом, жесткость гибридного подшипника составит Kr ГП = Kr η = 308,5 Н/мкм.
Необходимо учитывать зависимость радиальной и осевой жесткости к (от) углу контакта. Для угла контакта α = 15° отношение Kr / Kα = 5,5 - 6. Аналогичная зависимость приводится и в каталоге фирмы INA. Следовательно, осевая жесткость подшипника будет равна Kα = 51,4 - 56 Н/мкм, что приблизительно совпадает с величиной, приводимой фирмой-производителем.
Однако важно учесть, что при установке в опоре нескольких радиально-упорных подшипников суммарная радиальная и осевая жесткость комплекта подшипников не будет соответствовать сумме жесткостей отдельных подшипников. Осевая жесткость подшипников, установленных по схеме ОТТ, будет равна 2,24Kα, а радиальная жесткость – 1,72Kr. Таким образом, суммарная радиальная жесткость комплекта подшипников, установленных в передней опоре, будет равна Kr = 1,71 * 308,5 = 530,62 Н/мкм, а осевая жесткость Kα = 2,24 * 56 = 125, 44 Н/мкм.
Жесткость одной пружины, моделирующая работу соответствующего подшипника, в передней опоре будет равна суммарной радиальной жесткости опоры, разделенной на количество подшипников. Расчетные величины радиальной и осевой жесткости, а также коэффициента демпфирования для отдельных подшипников, работающих в передней и задней опорах, приводятся в таблице на рис. 5.

Рис. 5. Расчетные значения жесткости и коэффициента демпфирования подшипника HCB7013-C-T-P4S в зависимости от места и схемы установки
Отмечается эффект потери подшипниками качения жесткости при увеличении частоты вращения, однако наблюдаемая величина снижения ЧСК несущественна (до 2 %), поэтому при моделировании данная особенность не учитывается.
Одним из наиболее важных элементов рассматриваемой системы шпиндельного узла, влияние которого на формирование диапазона частот собственных колебаний будет достаточно существенным, - инструментальная оправка.
Синан Бадрави (Sinan Badrawy) исследует и определяет существенное влияние на ЧСК шпиндельного узла таких факторов как:
- тип инструментальной оправки (цанговый патрон, гидропатрон и т. д.);
- тип хвостовика (CAT #40, HSK-63A, HSK-80F);
- масса инструментальной головки;
- линейные размеры оправки.
Указанные факторы оказывают существенное влияние не только на частоту собственных колебаний шпиндельного узла, но и на амплитуду колебаний возбуждения.
Отмечается, что при сравнении двух инструментальных оправок с типом хвостовика CAT #40, где первая оправка - термопатрон с массой 0,9 кг, а вторая оправка - гидропатрон с массой 2,8 кг, происходит изменение ЧСК системы «оправка–шпиндель» в два раза (с 1005 до 552 Гц соответственно).
Отмечается влияние на динамические характеристики системы «шпиндельный узел - оправка» силы зажима оправки в приемный конус шпинделя, точность изготовления и качество поверхностей хвостовика и приемного конуса.
Проанализировав результаты экспериментального исследования и моделирования методом конечных элементов через жесткое соединение («rigid»), а также присоединением к поверхностям контакта хвостовика инструментальной оправки и приемного конуса шпинделя пружин, с заранее определенной контактной жесткостью на единицу площади (в том числе радиальная и вращательная жесткость), было определено, что моделирование имело приемлемое совпадение результатов с экспериментальными данными.
Объектом моделирования выступает гидравлический патрон с типом хвостовика HSK-63A, предназначенного для зажима режущего инструмента с диаметром хвостовика 16 мм. Длина оправки L = 106 мм, наружный диаметр d = 36 мм.
Особенностью оправок с хвостовиком типа HSK-63A является то, что контактирование при зажиме происходит не только по конусу, но и по переднему торцу шпинделя, что наряду с укороченным почти вдвое по длине конусом (в сравнении с хвостовиками типа CAT #40) и уменьшенной конусностью (HSK-63A - 1/10; CAT #40 - 7/24) приводит к существенному увеличению контактной жесткости.
Учитывая сложность рассматриваемой динамической модели, контакт «шпиндель - инструментальная оправка» предлагается рассматривать как жесткий («rigid»). На частоту собственных колебаний системы значительное влияние будут оказывать физические свойства материала режущего инструмента, его геометрические параметры и т. д.
Так, модуль упругости инструмента, изготовленного из твердого сплава (H10F, DK460UF, ВК8 - E = 5,6 * 10–11 Па) в 2,5 раза выше, чем из быстрорежущей стали Р18 (E = 2,28 * 10–11 Па), в то время как плотность выше в 1,6 раза (ρH10F = 14500 кг/м3; ρР18 = 8800 кг/м3).
Рассматривая влияние на ЧСК диаметра инструмента (для фрез с диаметром 25,4 и 19 мм), отметим, что при уменьшении диаметра режущего инструмента происходит увеличение ЧСК с 1005 до 1087 Гц. Подобный результат наблюдается и при изменении вылета инструмента из оправки, в которой он установлен.
Моделируемый режущий инструмент - цельнотвердосплавная фреза из материала H10F диаметром 16 мм и длиной 90 мм. Вылет инструмента из оправки равен 50 мм. Свойства материала приводятся в таблице на рис. 6. Исходная геометрия режущего инструмента заменяется цилиндром соответствующего сечения. Для упрощения моделирования контакт оправки и инструмента рассматривается как жесткий («rigid»).
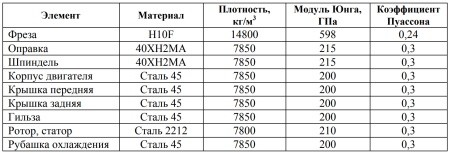
Рис. 6. Физико-механические свойства элементов, входящих в состав шпиндельного узла обрабатывающего центра
Важнейшим элементом динамической системы современных высокоскоростных шпиндельных узлов являются встраиваемые асинхронные двигатели главного движения. В рассматриваемом шпиндельном узле ротор устанавливается (непосредственно или через специальную гильзу) на шпиндель с натягом (от 0,01 до 0,05 мм). Увеличенная, как следствие установки ротора, площадь поперечного сечения вала шпинделя непосредственно будет влиять на его жесткость, и соответственно, на форму и частоту собственных колебаний. Возникающими контактными деформациями можно пренебречь, а полученный контакт двух поверхностей для упрощения считать абсолютно жестким.
Между ротором и статором двигателя устанавливается зазор в 0,5 мм, следовательно, условия контакта между ними не задаются («free»).
Рубашка охлаждения со статором устанавливаются в корпус с зазором по наружному диаметру от 0,2 до 0,3 мм и фиксируются с обеих сторон по торцевым поверхностям рубашки охлаждения болтами М6, вследствие чего по цилиндрической поверхности контакт не задается, а по торцевой - определяется как жесткий («rigid»).
Учитывая то, что жесткость затянутых стыков намного выше жесткости незатянутых, а демпфирующая способность стыка при больших нагрузках (следовательно, и при больших стягивающих усилиях) приближается к демпфирующей способности материалов, из которых изготовлены контактирующие детали, то во всех болтовых соединениях тип контакта определяется как жесткий («rigid»).
Корпус, в котором устанавливается шпиндельный узел, условно принимается как абсолютно жесткое тело, поэтому в местах присоединения шпиндельного узла к корпусу с помощью болтовых соединений задаются нулевые перемещения по всем трем осям. Поскольку на шпиндельном узле выполнено два точных диаметра для центрирования узла в корпусе, то по указанным поверхностям задаются нулевые перемещения по осям X и Z, при этом по оси Y перемещения не ограничены. Физико-механические свойства элементов шпиндельного узла приводятся на рис. 6.
В таблице на рис. 7 приведены первые десять частот собственных колебаний шпиндельного узла, полученные в результате модального анализа разработанной математической модели. Первая и вторая ЧСК представляют собой крутильные и продольные колебания шпинделя, причем их частота и амплитуда существенно зависят от радиальной и осевой жесткости пружин, имитирующих работу подшипников качения.

Рис. 7. Частоты собственных колебаний шпиндельного узла обрабатывающего центра
Изгибные колебания шпинделя, наблюдаемые на третьей и четвертой ЧСК (рис. 8, а), подобны между собой и отличаются плоскостью, в которой происходят колебания (на третьей ЧСК в плоскости XOY, на четвертой - XOZ). Подобная картина характерна для седьмой и восьмой ЧСК с той разницей, что кроме оси, находящейся в передней опоре (как это было на третьей и четвертой ЧСК), колебания происходят еще и вокруг оси, которая располагается в месте, где находятся гильза и ротор двигателя (рис. 8, в).
Пятая и шестая ЧСК характеризуются изгибными колебаниями переднего конца шпинделя и инструментальной оправки с инструментом в плоскостях XOY и XOZ соответственно (рис. 8, б).
На девятой и десятой ЧСК происходят изгибные колебания корпуса шпиндельного узла (рис. 8, г). Стоит отметить достаточно высокую частоту собственных колебаний корпуса шпиндельного узла.
Учитывая то, что диапазон частот вращения шпинделя лежит в пределах от 50 до 14000 об/мин, максимальная частота возбуждения колебаний, рассчитанная для четырехзубой фрезы, будет достигать 933 Гц, а минимальная - 3,3 Гц. Таким образом, только три ЧСК попадают в указанный диапазон. Однако пятую и шестую ЧСК также необходимо учитывать, поскольку на формирование этих ЧСК оказывают влияние геометрические параметры и физико-механические свойства режущего инструмента и оправки.
Стоит отметить, что большинство ЧСК лежит в диапазоне частот, характерных для высокоскоростного фрезерования, где амплитуды колебаний возбуждения будут достаточно малы. Ранее предлагалось рассматривать диапазон частот вращения шпинделя от 50 (минимальное число оборотов шпинделя) до 2500 об/мин (3,3–170 Гц для четырехзубой фрезы), который характерен для силового резания. В данный диапазон не попадает ни одна ЧСК, т. е. колебания шпиндельного узла не будут влиять на точность и качество обработки.
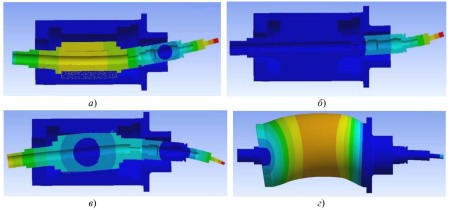
Рис. 8. Формы собственных колебаний шпиндельного узла для разных частот: а - 634,4 Гц; б - 1113,5 Гц; в - 1371,9 Гц; г - 2183,3 Гц
В результате проведенного анализа влияния параметров составных элементов высокоскоростного шпиндельного узла обрабатывающего центра была разработана математическая модель и проведен модальный анализ ШУ. Особое внимание при моделировании было уделено расчету значений осевой и радиальной жесткости подшипников, величина которых, кроме всего прочего, существенно зависит от схемы установки подшипников и материала тел качения.
В результате модального анализа получено 10 частот собственных колебаний шпиндельного узла, наибольшая из которых, достигает 2183 Гц. В диапазоне рабочих частот вращения шпинделя попадает три найденные ЧСК, однако пятую и шестую ЧСК также необходимо учитывать, поскольку на этих частотах наблюдаются колебания режущего инструмента и инструментальной оправки, которые могут изменять свои геометрические и физико-механические свойства в процессе обработки и, следовательно, существенно влиять на величину ЧСК. На частотах вращения шпинделя, характерных для силового резания (50–2500 об/мин), ЧСК отсутствуют.
С целью избегания возникновения явления резонанса на низких частотах вращения шпинделя (от 50 до 125 об/мин) не рекомендуется использовать инструмент с малым числом режущих зубьев.
Учитывая высокую ЧСК корпуса шпиндельного узла и отсутствие колебаний некоторых элементов системы в исследуемом диапазоне частот, а также с целью оптимизации математической модели, могут не моделироваться такие элементы системы как: корпус двигателя, передняя и задняя крышки, рубашка охлаждения двигателя, статор. В этом случае пружина, имитирующая работу радиально-упорного подшипника, одним из концов прикрепляется к точке в пространстве, лежащей на диаметре наружного кольца подшипника. Гильза и ротор двигателя, увеличивающие жесткость шпинделя, моделироваться должны обязательно.
Для определения амплитуд колебаний возбуждения, возникающих под действием силы, которая приложена к переднему концу шпинделя и имитирующей силу резания, необходимо выполнить гармонический анализ на базе разработанной математической модели. С целью оптимизации и верификации математической модели существует необходимость проведения экспериментального исследования.
