Рассмотрим проблему расширения технологических возможностей металлообрабатывающих станков с числовым программным управлением, в частности вертикальных обрабатывающих центров, за счет интеграции в их состав волоконных лазерных систем. Интеграция лазеров в станки с ЧПУ позволяет дополнить традиционные процессы резания технологиями микрообработки поверхностей материалов, что является возможным благодаря использованию сконцентрированных на малых площадях потоков энергии в качестве дополнительного рабочего инструмента.
При сложившихся в последние десятилетия темпах развития производства, в условиях расширения номенклатуры изготавливаемых изделий и обеспечения их конкурентоспособности у промышленных предприятий появляется необходимость замены устаревшего оборудования на современные высокопроизводительные станки с ЧПУ, позволившая повысить темпы производства и качество выпускаемой продукции. Однако, простое переоснащение производственных цепочек в механических цехах, в ряде случаев, является недостаточным. Появляется необходимость дополнения производственного процесса инновационным и комплексным оборудованием и соответствующей технологией обработки материалов. Развитие и внедрение различного рода интегральных систем позволяет не только расширить функциональные возможности оборудования и сократить время изготовления продукции, но и улучшить технологические, точностные и функциональные характеристики производимого изделия, например, уменьшить шероховатость обработанных поверхностей, обеспечить их требуемую макро-и микроструктуру и т.п.
Одним из наиболее ярких примеров интегрального оборудования являются волоконные лазерные системы. Применение лазеров позволяет эффективно производить дополнительную микро-и нанообработку поверхности материалов непосредственно в процессе изготовления деталей и осуществить доводку их поверхности до необходимых технологических норм. Таким образом, внедрение интегральных лазерных систем непосредственно в обрабатывающий центр (ОЦ) и, как следствие, в технологический процесс производства является актуальной и перспективной задачей на сегодняшний день.
Известно, что одним из инструментов обработки поверхности металла является лазерное излучение. В то же время металлорежущие станки с ЧПУ, в частности многооперационные обрабатывающие центры, так же как и лазерные установки, не являются универсальным оборудованием для обработки материалов. Это связано с тем, что обрабатывающие центры ограничены собственными техническими характеристиками, то есть скоростью перемещения фрезерного стола, скоростью вращения шпинделя и т.п., а также геометрическими параметрами инструмента, например, диаметром используемой для гравирования фрезы (как правило, 0,3 мм). При этом расширить технологические возможности станков с ЧПУ можно как за счет совершенствования их систем управления, так и посредством ввода в состав станков с ЧПУ новых технологических блоков, узлов и целых систем, например, лазерных. В свою очередь, лазерная обработка носит строго локальный характер, что требует больших временных затрат при обработке больших площадей. Однако, размеры перетяжки лазерного излучения, которые составляют в среднем 30-50 мкм, способны дополнить традиционный технологический процесс обработки заготовок резанием на станках с ЧПУ процессом микрообработки поверхностей этих заготовок.
По сути на одном и том же обрабатывающем центре с ЧПУ, наряду с традиционными способами обработки заготовок резанием, станут доступными такие виды лазерной обработки как маркирование, гравирование и создание трехмерных регулярных макро-и микрорельефов, полирование поверхностей заготовок из металла с низким коэффициентом отражения, макро-и микроструктурирование поверхностного слоя, получение цветных изображений на металле методом локального оксидирования поверхности (декорирование), а также обеспечение хранения информации на поверхности заготовок за счет нанесения штрих-и QR-кодов, используемых в информационных технологиях и цифровом производстве.
Таким образом, в случае интеграции лазерной установки в обрабатывающий центр его функциональные возможности заметно расширятся, что является целью данной работы. Объединение лазерных систем и станков с ЧПУ будет способствовать получению одноэтапного технологического процесса. При этом потребуется решить ряд конструкторских, технических, технологических и организационно-экономических задач:
- разработать эффективную схему внедрения и крепления лазерной сканирующей системы в рабочее пространство станка с ЧПУ при помощи модернизации системы наведения луча и изменения габаритов лазерной головки (ЛГ);
- осуществить технологический процесс обработки материала на станке с ЧПУ с последующей обработкой поверхности лазерным излучением при помощи единого центра управления;
- определить реальную производственную и экономическую выгоду от объединения обрабатывающих центров и волоконных лазерных систем.
Наряду с твердотельными, полупроводниковыми, газовыми и др. лазерными установками волоконные лазеры имеют большое преимущество, которое в первую очередь заключается в их малогабаритных размерах и способе доставки активного излучения непосредственно в зону обработки. Доставка излучения по волокну позволяет сократить количество оптических элементов (линз и зеркал) на оптической оси излучения.
На сегодняшний день существует ряд, как зарубежных, так и российских производителей лазерных систем с использованием различных волоконных лазеров, которые отличаются как своими габаритными размерами, так и индивидуальным набором характеристик излучения, например IPG-Photonics, SPI Lasers, TOPTICA Photonics. Это волоконные лазеры различных производителей, обладающие наиболее оптимальными характеристиками излучения для обработки как металлических, так некоторых неметаллических материалов.
Однако основным и наиболее важным параметром являются габаритные размеры оптической системы, в частности, размеры выходного коллиматора и системы наведения и фокусировки лазерного излучения. Это связано с тем, что большинство производителей способны регулировать параметры волоконных лазеров, не меняя при этом их габаритные размеры. При интеграции лазерной головки в обрабатывающий центр с ЧПУ также будет иметь огромное значение размер системы наведения и фокусировки излучения, включая потенциальную возможность изменения их габаритов.
Наиболее подходящим образцом лазерной системы для внедрения в состав обрабатывающего центра является лазерная головка производства российской компании «Лазерный центр», оснащенная системой сканирующего наведения луча. В качестве источника излучения в данной системе используется серийный волоконный лазер фирмы IPG-Photonics, обладающий высокой стабильностью параметров и широким спектром регулируемых характеристик. Данная система состоит из двух приводов, с установленными на них зеркалами, позволяющими отклонять излучение в необходимую точку рабочей плоскости. Лазерная головка требует обязательного использования объективов с плоским полем, которые позволяют сфокусировать излучение на плоскости в любой зоне рабочего поля на поверхности металла. На данный момент разработаны и существуют четыре объектива для этого типа лазерных головок, имеющие поле обработки 50×50 мм,100×100 мм,160×160 мм и 250×250 мм.
Для осуществления интеграции волоконной лазерной системы в обрабатывающий центр, предпочтительным является вертикально-фрезерный станок с ЧПУ, так как система управления лазерным лучом рассчитана на вертикальное позиционирование. Схема интеграции лазерной головки в обрабатывающий центр с ЧПУ, разработанная с использованием принципиальной схемы волоконной лазерной установки, показана на рис. 1. При этом для реализации возможности использования лазерных систем на станке с ЧПУ, в первую очередь необходимо частично или полностью модернизировать корпус лазерной головки и адаптировать его под установку в шпиндель станка. Возможны два способа установки лазерной головки:
- при помощи инструментального конуса;
- при помощи цангового патрона.
Независимо от выбранного варианта установки, корпус лазерной головки практически не изменится.
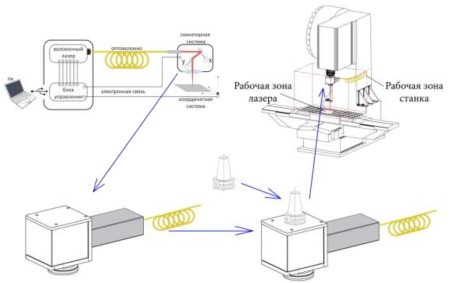
Рис. 1. Схема интеграции лазерной головки в обрабатывающий центр с ЧПУ
В ходе решения задачи интеграции лазерной головки в обрабатывающий центр необходимо определить место установки основного блока системы. Так как блок управления лазерной системой обладает большим количеством компонентов, чувствительных к электромагнитному воздействию, то его невозможно установить непосредственно в шкаф управления системы ЧПУ. Поместить его можно только непосредственно рядом со шкафом ЧПУ.
В свою очередь лазерная головка должна быть спроектирована таким образом, чтобы ее можно было легко отсоединить от коллиматора после завершения работы. На сегодняшний день из-за своей конструкции и габаритных размеров ЛГ не может быть убрана в общий инструментальный магазин на станке с ЧПУ даже при условии, что коллиматор будет отсоединен. Для хранения ЛГ ее необходимо снять вручную, защитными крышками закрыть объектив и отверстие для коллиматора во избежание попадания внутрь головки и на линзы объектива производственной пыли и СОЖ. Далее ее необходимо убрать в отведенное для этого место.
Разделив всю лазерную систему на две основные составляющие (блок управления и ЛГ) можно не только интегрировать ее в большинство обрабатывающих центров, но и повысить ее ремонтопригодность. Для того, что бы заменить какой-то элемент системы, ее не нужно будет полностью разбирать. Например, при выходе из строя ЛГ, можно легко установить аналогичную головку без разборки коллиматора.
Корпус ЛГ может быть изготовлен как из металла с применением традиционных методов обработки, так и из пластика с использованием технологии быстрого прототипирования. Каждый вариант имеет свои особенности в изготовлении, но изготовление корпуса из пластика требует более тщательной проработки его конструкции. Например, изготавливая корпус из металла, основной трудностью является правильное и надежное крепление всех внутренних элементов, в то время как для изготовления корпуса с использованием технологии быстрого прототипирования, необходимо не только правильно подобрать пластик, но и тщательно спроектировать все элементы крепления лазерной системы внутри корпуса. Для этого можно использовать как дополнительные пластиковые опоры с резьбовыми отверстиями, так и специальные закладные элементы. Спроектированные корпусы необходимо также проверить на термические и вибрационные воздействия в программном продукте Patran.
Для максимально удобного использования лазерной установки в обрабатывающем центре, необходимо полностью изменить систему крепления коллиматора к лазерной головке, так как использование системы с существующим креплением сильно затруднено. Разработка нового крепления будет произведена непосредственно с модернизацией корпуса лазерной головки.
После завершения этапов проектирования и изготовления корпуса в него будет установлена система управления лазерным лучом, которая работает от внешнего блока управления. Для последовательной работы двух систем (системы управления лазером и системы управления станком с ЧПУ) необходимо будет объединить их путем применения дополнительной программной оболочки. Таким образом, система управления лазером будет находиться в стадии ожидания команды на запуск от системы ЧПУ станка в то время, пока станок выполняет работу по перемещению заготовки в другую позицию для лазерной обработки следующего участка ее поверхности. Когда команда на запуск будет передана системе управления лазером, система ЧПУ будет находиться в ожидании обратной команды от лазера о завершении его работы.
Одной из важных задач является выверка и позиционирование ЛГ непосредственно на станке перед началом работы. Без осуществления выверки ЛГ по оси Z невозможно будет точно сфокусировать лазерный луч в зоне обработки, а при неверном положении ЛГ(системы зеркал, отклоняющих луч по координатам X и Y лазерной системы) вокруг оси Z станка невозможно будет обработать необходимый участок металла в направлении координат X и Y обрабатывающего центра. Поэтому при проведении дальнейших исследований одной из важных задач будет разработка технологии выверки ЛГ на станке с учетом ее позиционирования и фиксации шпинделя станка перед каждым ее использованием.
Далее необходимо будет произвести пробные запуски и исследовать, например, возможность нанесения маркировки на конические и цилиндрические поверхности, а также на поверхности сложной формы.
Таким образом, интеграция лазерной системы в обрабатывающий центр по предлагаемой схеме позволит:
- существенно расширить его функциональные возможности, дополнив их указанными ранее лазерными технологиями;
- сократить общее количество оборудования на участке, в цехе или на производстве;
- уменьшить общие энергетические затраты на работу оборудования;
- снизить время и расходы на межоперационное транспортирование;
- повысить общую производительность труда.
Дальнейшие исследования должны быть направлены на:
- модернизацию корпуса лазерной головки и снижение его материалоемкости;
- уменьшение габаритов лазерной головки;
- проверку работоспособности модернизированной лазерной головки в условиях термических и вибрационных воздействий на нее;
- согласование между собой работы системы ЧПУ станка и системы управления перемещением луча лазера по поверхности заготовки;
- разработку технологии выверки и позиционирования лазерной головки на обрабатывающем центре;
- отработку технологий нанесения маркировки или осуществления лазерного воздействия на поверхности различной формы.
