Для всех станков с ЧПУ в России и за рубежом применяют единую систему обозначений координат, рекомендованную ИСО (International Organisation for Standardization - Международная организация по стандартизации).
Координатами обозначают: а) положение оси вращения шпинделя - на станках с вращающимся инструментом, или оси вращения заготовки - на станках с вращающейся заготовкой; направление вращения инструмента или заготовки в главном движении координатой не обозначается; б) движение подачи инструмента или заготовки – прямолинейное или круговое.
Все прямолинейные перемещения рассматривают в прямоугольной системе координат X, Y, Z. Круговое движение по отношению к каждой из координатных осей обозначают буквами А, В, С.
Во всех станках положение оси Z совпадает с осью вращения инструмента (или заготовки - на станках с вращающимися заготовками).
Для того чтобы на схеме расположения координат станка показать, каким образом осуществляется движение подачи - перемещением инструмента (совместно со шпиндельной бабкой, ползуном, стойкой станка и т. п.) или заготовки (совместно со столом станка), - принято следующее: а) перемещение инструмента обозначают буквами X, Y, Z и А, В, С; б) для перемещений заготовки используют те же буквы, но со штрихом X’; Ү’; Z’ и А’, В’, С’.
Положительным направлением перемещения считается такое, при котором инструмент и заготовка отступают друг от друга. Поэтому, например, при сверлении, растачивании, обтачивании перемещения инструмента или заготовки обычно происходят в отрицательных направлениях.
На токарных обрабатывающих центрах подачу суппорта с инструментами или револьверными головками вдоль оси заготовки в направлении от патрона обозначают +Z, поперечную (радиальную) подачу в направлении от оси заготовки +Х.
Рабочая система координат станка
Рабочая система координат - это главная расчетная система станка с чпу, в которой определяются все перемещения, начальные и текущие положения рабочих органов станка. Рабочие органы в свою очередь имеют базовые (нулевые по определению ГОСТ – 20523-80) точки, которые определяются конструктивными особенностями отдельных узлов, управляемых по программе. Например, для крестового стола фрезерного станка это точка пересечения его диагоналей или конструктивно заданная специальная настроечная точка.
Для автоматического установления рабочей системы координат и чтобы выполнить измерение детали на станке с чпу, на обрабатывающий центр устанавливается специальная система, состоящая из измерительного щупа, который крепится в шпинделе аналогично инструменту, и инфракрасного датчика, «висящего» на корпусе внутри рабочей зоны. Оператор станка может подвести щуп к детали, по определенной команде он коснется поверхности и определит ее координаты. Используя измерительные циклы, можно найти центр отверстия, бобышки или габарита заготовки.
Одним из лидеров в области станочных датчиков привязки и измерения компонентов являются системы Renishaw. Например, на обрабатывающий центр Mazak обычно устанавливают оптические датчики касания Renishaw OMP60 (рис. 1). Контактные измерения позволяют отказаться от выставления заготовки вручную с помощью индикаторов с круговой шкалой. Использование измерительных датчиков, установленных в шпиндель обрабатывающего центра, дает возможность сокращения простоя станка, снизить количество брака за счет устранения ошибок ручной наладки, автоматизировать выравнивание заготовки и корректировки положения оси вращения, что в конечном итоге позволяет повысить производительность и гибкость в серийном производстве.

Рис. 1. Контактный датчик Renishaw OMP60 для установления рабочей системы координат
На рисунке 2 представлена деталь «Качалка», изготавливаемая из поковки алюминиевого сплава АК4-1ч.Т с габаритами 220×120×70 мм, и нулевая точка заготовки (рабочая система координат). В данном случае координаты X и Y рекомендуется располагать в центре заготовки, а Z от нижней плоскости заготовки (плоскость губок тисков). В некоторых случаях обосновано располагать Z от верхней плоскости заготовки. Но в случае больших допусков на габарит поковки (или при установке на обрабатывающий центр заготовки с прослабленными размерами относительно расчетных) существует опасность столкновения режущего инструмента или рабочих органов станка (например, шпинделя) с элементами технологической оснастки (в данном случае с тисками). Это особенно актуально при программировании 4-х и 5-ти осевой обработки, где движение инструмента происходит в нескольких плоскостях и порой в непосредственной близости от оснастки.

Рис. 2. Установка рабочей системы координат
Рассмотрим порядок установки рабочей системы координат, представленной на рис. 2. Для этого из магазина инструментов вызывается контактный датчик измерения (рис. 1). Оператор станка в режиме ручного управления подводит его к заготовке и запускает цикл нахождения центра габарита. Для вычисления координаты центра по оси X происходит касание щупом поверхности CDEH и поверхности BAFG, а устройство ЧПУ автоматически вычисляет середину. Аналогично определяется центр по оси Y последовательным касанием поверхностей BCHG и ADEF. Координата Z может быть вычислена двумя способами: касанием щупа установочной поверхности губок тисков до установки заготовки, либо от верхней плоскости тисков при последующем смещении на величину ступеньки губок. Измеренные значения координат X, Y и Z записываются в рабочую систему координат, которая будет использоваться в качестве ноля программы.
В некоторых случаях есть возможность выполнить привязку от центра обработанного отверстия или бобышки. Для установления ноля детали в центре отверстия выполняются следующие действия. После вызова из магазина инструментов датчика оператор в ручном режиме подводит его ориентировочно в центр отверстия и запускает цикл измерения.
Датчик совершает касание образующей отверстия в 4-х точках (диаметрально противоположных) и выдает координату центра, которая заносится в память станка. На рис. 3 представлена операция установки системы координат в центр отверстия.
Мы рассмотрели рабочую систему координат обрабатывающих центров и инструменты для ее определения. Более подробную информацию можно получить из специализированных источников. Если вам необходимо купить фрезерное оборудование с уже установленными системами измерения Renishaw или Hexagon - обратитесь к нашим консультантам.

Рис. 3. Определение координаты центра отверстия с помощью контактного датчика
Система координат обрабатывающих центров
Обрабатывающие центры с ЧПУ, предназначенные для обработки корпусных, плоскостных и других заготовок, не вращающихся при обработке, имеют положение координат в соответствии с правилом правой руки: большой палец - ось X, указательный - ось Ү, средний - ось Z (рис. 4, а). Для определения координатных перемещений станка правую руку мысленно кладут тыльной стороной на обрабатываемую плоскость заготовки (рис. 4, в) так, чтобы полусогнутый средний палец совпадал с осью инструмента (+Z). Тогда большой палец покажет направление координаты (+Х), указательный (+Y). Если перемещения выполняются столом станка, то соответствующие координаты изменят свое направление и получат индекс: +Z’, +X’, +Y’. Так, на рис. 4, в движения инструмента вдоль своей оси в направлении от заготовки обозначены +Z прямолинейные перемещения заготовки +X’; +Y’.
Кроме перемещений по основным осям X, Y, Z, возможны перемещения по параллельным или вторичным (U, V, W) и третичным (P, Q, R) осям. Например, на рис. 4, где движение стойки станка параллельно оси шпинделя обозначено через Z, параллельное ему движение пиноли шпинделя быстрое перемещение шпиндельной бабки R.
Перемещение инструмента вокруг оси X, например при обходе криволинейного контура, обозначают А, поворот заготовки при обработке, например в поворотном приспособлении, А’. Соответственно для перемещений вокруг оси Y приняты обозначения B и B’ вокруг оси Z - C и C’.
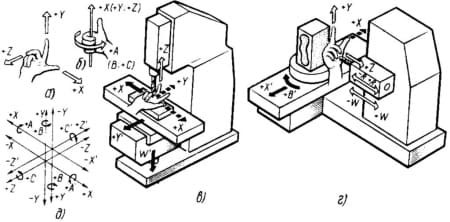
Рис. 4. Обозначение координат для станков с ЧПУ и обрабатывающих центров: а, б - правило правой руки; в - обозначение координат вертикального станка; г - обозначение координат горизонтального станка с ЧПУ; д - система координат инструмента и заготовки
Для определения знака кругового перемещения мысленно охватывают правой рукой одну из координатных осей так, чтобы большой палец показывал ее положительное направление (рис. 4, б). Тогда остальные пальцы покажут положительное направление кругового перемещения.
Если обозначений А, В, С недостаточно, то стандарт предусматривает: D - круговое перемещение вокруг любой оси; Е - то же, вокруг Специальной оси.
В некоторых случаях на схемах, изображающих положение координатных осей станка, не указывают знак координаты.
На рис. 4, показаны координатные оси для горизонтального обрабатывающего центра. Схема соответствует станку 2623ПМФ4, имеющему стойку, перемещающуюся по координате Z. Основной стол станка может двигаться по оси Х, шпиндельная бабка - по оси Y. У горизонтальных обрабатывающих центров меньших размеров стойка станка может быть неподвижной, а стол может совершать подачу по координатам Z и Х. Такой стол часто называют крестовым, имея в виду его взаимно перпендикулярные движения.
У наиболее крупных горизонтальных станков, предназначенных для тяжелого машиностроения, заготовку помещают на поворотный стол или неподвижную плиту, установленную на полу цеха. Стойка станка осуществляет перемещения по двум осям: Z и X (крестовая стойка).
Посмотрим теперь, как располагаются оси координат в обрабатывающих центрах вертикальной компоновки (см. рис. 4, в). У всех вертикальных обрабатывающих центрах в соответствии с положением оси шпинделя ось Z вертикальна. Движение по этой оси совершает шпиндельная бабка, и только в некоторых обрабатывающих центрах - заготовка (вместе со столом, салазками и консолью). Движение по осям X и Ү, расположенным здесь в горизонтальной плоскости, обычно имеет крестовый стол.
Вертикальный центр 2254ВМФ4, изготовленный Одесским заводом прецизионных станков, показан на рис. 5.
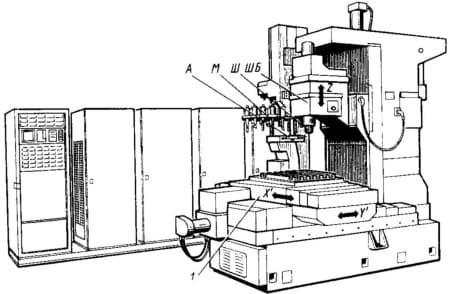
Рис. 5. Вертикальный обрабатывающий центр 2254ВМФ4
В соответствии с вертикальным расположением шпинделя этот обрабатывающий центр предназначен главным образом для обработки заготовок плоскостных деталей, содержащих параллельно расположенные гладкие, ступенчатые и резьбовые отверстия различных размеров. На нем можно фрезеровать плоскости торцовыми и концевыми фрезами, пазы и криволинейные поверхности концевыми фрезами, обрабатывать отверстия мерными и регулируемыми на размер инструментами, нарезать резьбы метчиками и резцами в заготовках из чугуна, стали, цветных металлов и пластмасс.
Установка заготовок на столе станка производится чаще всего по предварительно обработанной плоскости и двум отверстиям или по взаимно перпендикулярным плоскостям; реже - по черновым базам.
Обрабатывать корпусные заготовки на вертикальном обрабатывающем центре менее удобно, чем на горизонтальном. Чтобы выполнить обработку корпуса с двух - четырех сторон с одного установа, необходимо иметь делительное приспособление с горизонтальной осью поворота. Его жесткость много меньше, чем жесткость поворотного стола горизонтального обрабатывающего центра. Поэтому труднее получить высокую точность размеров и взаимного расположения поверхностей.
Станок 2254ВМФ4 оснащен инструментальным магазином емкостью 30 инструментов, размещенным на отдельной стойке рядом со станком. Смена инструментов производится автоматически автооператором А. Шпиндельная бабка ШБ имеет вертикальную подачу (по оси Z), стол 1 - крестового типа с перемещением по осям X’ и Z’. Размеры стола 630х400 мм; на нем можно устанавливать заготовки массой до 300 кг. Приводы главного движения и подач - постоянного тока, с широким диапазоном регулирования.
Частоту вращения шпинделя Ш можно изменить в диапазоне 32-2000 об/мин, продольные подачи 2,5-2500 мм/мин. Высокомоментные двигатели подач соединены с ходовыми винтами непосредственно, без промежуточных передач. Скорость ускоренных вспомогательных ходов 10 000 мм/мин.
Перемещение подвижных узлов на роликовых направляющих с помощью беззазорных передач винт-гайка качения и наличие универсальной системы ЧПУ обеспечивают точность позиционирования (точность установки координат) с погрешностью не более 0,012 мм.
Для обработки длинномерных и крупногабаритных заготовок служат продольно-обрабатывающие центры. По внешнему виду они напоминают продольно-фрезерные станки и оснащены подвижным столом и неподвижным порталом, несущим поперечину - траверсу со шпиндельной бабкой. Имеются станки с неподвижными столами или плитами для установки особо крупных заготовок. В этом случае движение подач выполняют подвижный портал, поперечина и одна-две шпиндельные бабки.
Пример продольно-обрабатывающего станка с подвижным столом - станок 6M610МФ4, изготовленный Минским станкостроительным производственным объединением им. Октябрьской революции (рис. 6). На нем можно обрабатывать корпусные и базовые детали машин массой до 500 кг и высотой до 800 мм, устанавливая их на стол 100х3150 мм. Мощность двигателя главного привода 70 кВт.
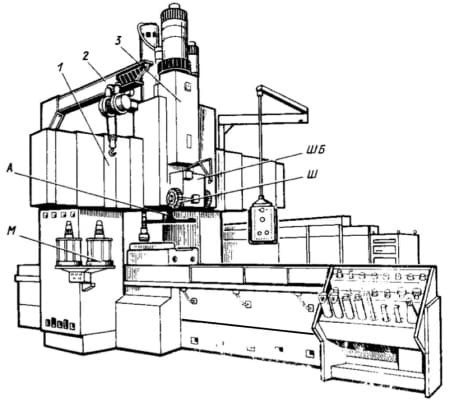
Рис. 6. Продольно-обрабатывающий многооперационный станок с подвижным столом 6М610МФ4
Для установки и снятия заготовок предусмотрен консольно-поворотный кран 2. Поперечина 1 сделана неподвижной, а вертикальная подача (по оси Z) обеспечивается перемещением шпиндельной бабки ШБ вместе с массивным ползунком 3. Режущий инструмент поступает из магазина М в вертикальный шпиндель станка с помощью автооператора А. Для повышения универсальности на ползуне можно закреплять фрезерно-расточную бабку с горизонтальным расположением оси шпинделя Ш. Режущие инструменты можно устанавливать на оба конца шпинделя. На рисунке показана наладка станка для обработки вертикально расположенных плоскостей заготовки двумя торцовыми фрезами.
Продольно-обрабатывающие центры отличаются от вертикальных значительно более высокой жесткостью.
Токарные обрабатывающие центры получили меньшее распространение, чем станки для обработки корпусных заготовок. Объясняется это несколькими причинами. При обработке деталей типа тел вращения наиболее трудоемкой обычно является обработка наружных и внутренних цилиндрических поверхностей, которая успешно выполняется на токарных станках с ЧПУ и автоматической сменой инструментов. Такие станки не являются многооперационными, так как на них нельзя обрабатывать отверстия, параллельные или перпендикулярные по отношению к оси вращения заготовок, фрезеровать пазы и т.д. Но все эти поверхности можно эффективно обработать на многооперационном станке, предназначенном для корпусных деталей, используя в качестве баз точно обработанные на токарном станке поверхности вращения. Чтобы выполнить эти работы на токарном станке, превратить его в многооперационный, необходимо установить в дополнение к имеющимся револьверным головкам, поворотным резцедержателям и т.п. устройствам инструментальные головки, имеющие самостоятельный привод вращения, а иногда и независимую подачу. Одна из головок должна обеспечивать возможность применения инструментов, вращающихся относительно оси, параллельной оси шпинделя, другая - относительно перпендикулярной оси. Шпиндель станка необходимо оснастить устройством для точного автоматического поворота вместе с заготовкой на любой нужный угол. Разместить все эти устройства на токарном станке традиционной компоновки затруднительно.
Рациональные компоновки токарных обрабатывающих центров создают на базе токарных станков с ЧПУ и автоматической смены инструментов.
Первое направление характерно главным образом для заводов и компаний, специализирующихся на проектировании и изготовлении токарных станков с ЧПУ. В отличие от обычных токарных станков в большинстве токарных станков с ЧПУ и обрабатывающих центрах направляющие размещают почти вертикально. Сходящая стружка свободно падает в поддон станка и поступает на отводящий транспортер.
На суппорте размещают одну-две поворотные револьверные головки, инструментальный магазин, автооператор и т.п. устройства для смены инструментов. Иногда вместо одного применяют два-три суппорта. Станки такой компоновки ранее изготовляли Московское станкостроительное объединение «Станкостроительный завод» им. С. Орджоникидзе, Gildemeister, Heyligenѕtаcdt (ФРГ) и др.
Второе направление развивается конструкторами для станков, предназначенных для обработки корпусных деталей.
Примером многооперационного станка может служить токарный обрабатывающий центр 1П723Ф4 (базовая модель - 1Б732Ф3) Московского станкостроительного производственного объединения «Станкостроительный завод» им. С.Орджоникидзе. Станок предназначен для обработки заготовок в патроне. В отличие от базового станка токарный обрабатывающий центр имеет дополнительный привод поворота шпинделя, шаговый двигатель с гидроусилителем, позволяющий поворачивать заготовку на нужный угол при обработке отверстий, параллельных оси вращения или расположенных радиально.
Металлорежущие инструменты предварительно (вне станка) закрепляют в резцедержателе, устанавливаемом в каретку цепного магазина. В рабочей позиции поданная каретка закрепляется гидроцилиндром. Кроме невращающихся инструментов, обычных для токарного станка, в том же магазине размещают инструментальные шпиндели, которые в рабочей позиции получают вращение от гидродвигателя через систему зубчатых передач. Продольный инструментальный шпиндель совершает перемещения, параллельные оси заготовки. В магазине станка можно установить 12 инструментальных державок и приводных шпинделей.
Другой пример токарного обрабатывающего центра - станок LM70-AT компании Okuma (Япония).
Шпиндельная бабка 1 (рис. 7) может перемещаться по вертикальным направляющим. Благодаря этому заготовка способна изменять свое положение по отношению к инструментальному шпинделю 4. В шпиндель 4 с помощью автооператора 3 передаются инструменты, закрепленные в оправках, находящихся в магазине 2. В позиции смены инструмента оправка опрокидывается вместе с гнездом магазина в горизонтальное положение. Автооператор, поворачиваясь относительно горизонтальной Оси, захватывает одновременно оправки обоих инструментов, вынимает их из гнезда магазина и шпинделя и меняет местами. Магазин, автооператор и инструментальный шпиндель установлены на массивном корпусе 9, размещенном на суппорте 8 станка. Корпус может поворачиваться вокруг вертикальной оси, это нужно, например, для сверления инструментальным шпинделем центрального и параллельных ему отверстий в заготовке, а также для выполнения сверлильных, фрезерных и других переходов при различном положении инструментов по отношению к заготовке. Шпиндель станка, несущий заготовку, имеет, кроме основного привода вращательного движения, дополнительный привод для поворота на заданный угол.
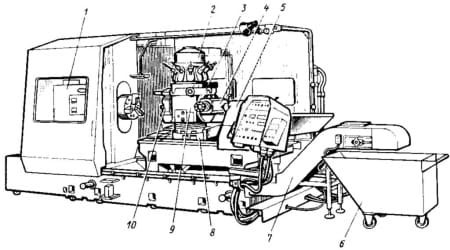
Рис. 7. Токарный многооперационный станок LM70-AT
Инструменты, предназначенные для выполнения типично токарных работ - обтачивания, растачивания и т.п., закрепляют в гнездах револьверной головки 10 с горизонтальной осью поворота, размещенной на корпусе 9 со стороны, противоположной инструментальному шпинделю.
На станке можно выполнять токарную обработку заготовок типа валов, устанавливаемых в патроне с опорой на задний центр 5 или в центрах. В этом случае с помощью инструментов, закрепляемых в шпинделе 4, возможно обрабатывать шпоночные канавки, пазы, отверстия и другие элементы, расположенные вдоль вала или на его образующей. Для удаления стружки служат скребковый конвейер 7 и тележка 6.
Токарный многооперационный станок 16А90МФ4 (рис. 8) по компоновке близок к обрабатывающему центру для корпусных заготовок. Заготовки типа тел вращения диаметром до 800 мм и длиной до 250 мм, массой до 600 кг устанавливают в четырехкулачковый патрон 3, получающий вращение от шпинделя, смонтированного в бабке 2. Бабка установлена на салазках 1. Кроме непрерывного вращения, шпиндель заготовки может совершать медленную круговую подачу, нужную при обработке, например, криволинейных пазов.
Инструментальный шпиндель Ш, куда автоматически подаются инструменты из магазина емкостью 32 шт., смонтирован в корпусе шпиндельной бабки ШБ, перемещающемся вместе с салазками 5 вверх - вниз по стойке 4 (ось Y), горизонтально вместе со стойкой (ось Z) и дополнительно на салазках (ось W). Благодаря наличию еще одного инструментального шпинделя и достаточно широкому диапазону частоты вращения инструментальных (10-2000 об/мин) шпинделей и шпинделя заготовки (6,3-3800 об/мин) на станке можно выполнить все виды токарной обработки, включая резьбонарезание, сверлильные, фрезерные работы для поверхностей, соосных, параллельных и перпендикулярных оси заготовки.
Существуют многооперационные специализированные станки, предназначенные для обработки заготовок каких-либо типичных по конфигурации и размерам деталей в авиастроении, турбостроении и других отраслях производства.
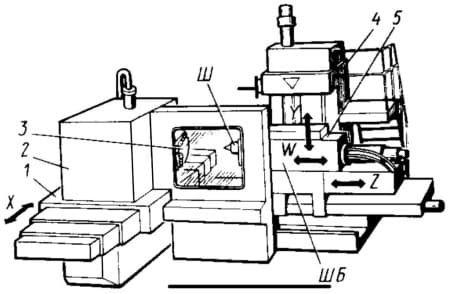
Рис. 8. Токарный многооперационный станок 16А90МФ4
