Круглые поворотные столы являются принадлежностями универсально фрезерных станков. С помощью фрезерования на поворотном столе можно обрабатывать круговые канавки различного профиля, криволинейные контуры и другие виды фрезерных работ. Их также применяют для поворота заготовки на определенный угол или для сообщения ей непрерывного вращательного движения. Они бывают с ручным и механическим приводом.
Поворотные столы с ручным приводом (рис. 1, a) нормализованы, имеют типовую конструкцию и изготавливаются с диаметром планшайбы 160, 200, 250 и 320 мм. Стол состоит из основания 2, которое устанавливается на столе фрезерного станка и крепится на нем при помощи болтов, размещенных в пазах стола, поворотной планшайбы 1 с Т-образными пазами и коническим отверстием в центре для установки и закрепления заготовки или приспособления. При вращении рукоятки 4 через червячную передачу начинает вращаться планшайба. На ее боковой поверхности нанесены градусные деления для отсчета угла поворота. Винтом 5 фиксируется рискоуказатель на круговой шкале стола.
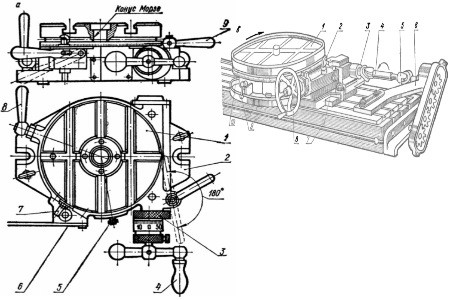
Рис. 1. Круглые поворотные столы
Вал червяка установлен в эксцентричной гильзе 3, которую можно повернуть рукояткой 9, тем самым отсоединив червяк от червячного колеса. Это делается для быстрого поворота планшайбы вручную. Ограничитель 7, связанный с рукояткой 6, позволяет производить поворот планшайбы на требуемый и заранее установленный угол поворота. Неподвижное закрепление планшайбы на основании после ее поворота на необходимый угол производится рукояткой 8.
Поворотные круглые столы с механическим приводом также нормализованы и изготавливаются с диаметром планшайбы 320, 400, 500 и 630 мм, Стол такой конструкции (рис. 1, б) имеет две червячные передачи: одну для привода планшайбы 1 вручную маховичком 8, другую - для механического привода. Механическая круговая подача планшайбы стола заимствуется от вала, расположенного под столом станка, и передается через зубчатые колеса кронштейна 6, телескопический шарнирный вал 4, шарниры 3 и 5 на вал привода червячной передачи. Включение механической подачи планшайбы производится рукояткой 7, а автоматическое выключение - кулачком 2, расположенным в круговом пазу 10. Закрепление планшайбы в неподвижном положении производится рукояткой 9. Если отсоединить вал 4 от червяка, вращение планшайбы производится вручную от маховичка 8.
Если круглый поворотный стол с механическим приводом оснастить многоместным быстродействующим приспособлением, то фрезерование будет непрерывным, а установка заготовок на столе и снятие готовых деталей в процессе работы значительно сократит время на обработку.
Обработку фасонных поверхностей с помощью специальных приспособлений, в частности с применением круглых поворотных столов, производят на вертикально фрезерных станках концевыми фрезами. Перед установкой круглого стола его основание и поверхность стола станка необходимо тщательно протереть, а затем при помощи прижимных болтов и гаек закрепить на ней круглый стол.
Заготовка может быть закреплена непосредственно на планшайбе круглого стола прихватами или в приспособлениях.
Чтобы обеспечить правильное расположение криволинейного контура, необходимо его центр совместить с осью круглого стола. Для этого вначале устанавливают в шпиндель фрезерного станка упорный центр. Перемещая стол станка в необходимых направлениях, вводят рабочий конус центра в отверстие планшайбы круглого стола.
Совмещение осей центров планшайбы и шпинделя станка можно также осуществить, если в коническое отверстие планшайбы вставить упорный центр и совместить его вершину с вершиной центра, вставленного в шпиндель станка. После этого совмещают центр криволинейного контура детали с осью планшайбы стола.
Если на детали отверстие не предусмотрено, на заготовке размечают и накернивают центр криволинейного контура и совмещают его с центром планшайбы стола при помощи упорного центра, вставленного в шпиндель станка. Совместить центры заготовки и планшайбы стола можно также, если перед установкой заготовки произвести разметку криволинейного контура постоянного радиуса и по линиям разметки выверить заготовку. Для этой цели часто применяют чертилку, закрепленную на оправке в шпинделе станка. Ее вершину подводят к линии разметки на заготовке и поворотом планшайбы круглого стола проверяют ее положение относительно центра планшайбы.
В случае, когда на заготовке имеется окончательно обработанное отверстие в центре окружности криволинейного контура, ее устанавливают отверстием на центрирующую пробку и крепят к планшайбе прихватами.
После того как заготовка и фреза установлены, стол фрезерного станка смещают на несколько большую требуемой величину, выполняют пробное фрезерование небольшого участка поверхности и по результатам измерения полученного размера окончательно корректируют положение заготовки относительно фрезы. Фрезерование выполняют за один или несколько проходов (в зависимости от припуска на обработку) вращательным движением планшайбы круглого стола.
При фрезеровании криволинейного контура фасонной поверхности с переменным радиусом заготовку размечают. Профиль необходимой формы и размеров выполняют комбинированием продольной или поперечных подач станка и круговой подачи круглого стола. Если обработанная поверхность может иметь низкую шероховатость, то вся операция фрезерования на поворотном столе производится за несколько проходов (припуск на чистовой проход должен быть не более 0,5 мм).
