Многооперационный станок 6906ВМФ2 входит в гамму обрабатывающих центров (6902ПМФ2, 6904ПМФ2 и др.), аналогичных по компоновке, схемам приводов главного движения и подач, конструкции механизмов автоматической смены инструмента (АСИ), но различающихся по размерам и некоторым другим параметрам технических характеристик. Станок 2204ВМФ2 из этой гаммы станков отличается в первую очередь расположением магазина, упрощенной конструкцией механизма (АСИ) и применением в приводах подач высокомоментных с большим пределом регулирования электродвигателей без редукторов.
Вертикальное перемещение шпиндельной головки (рис. 1) станка 6906ВМФ2 осуществляется по направляющим качения. Осевые силы на шпинделе воспринимаются в передней опоре, но использование простых упорных подшипников ограничивает возможности повышения частоты вращения шпинделя. Коническую передачу в приводе главного движения 35-35 желательно не применять. Для автоматического переключения зубчатых колес 20-50 применена система рычагов, перемещающаяся от о электродвигателя через редуктор и коническую пару.

Рис. 1. Шпиндельная головка обрабатывающего центра 6906ВМФ2
Инструмент в шпинделе зажимается с помощью тарельчатых пружин и штока. Для освобождения инструмента служат рычаги 1 и 2, которые при этом упираются в жесткий упор на верхней стенке колонны.
Обрабатывающие центры с ЧПУ портальной компоновки от производителя STANOTEX.
Автоматическая смена инструмента станка 6906ВМФ2
На рис. 2 представлена схема автоматической смены инструмента, применяемого в станке 6906ВМФ2 и аналогичных. Механизм установлен на левой боковой стороне станка. Так как оси магазина и инструментов расположены перпендикулярно оси шпинделя, то в механизме автоматической смены инструмента предусмотрено устройство для кантования инструментов. Подобное расположение магазина с выносом из рабочей зоны создает удобства для обслуживания станка, но несколько усложняет механизм смены инструмента. В данном случае управление всеми движениями механизма автоматической смены инструмента станка 6906ВМФ2 осуществляется с помощью цилиндрического кулачка 1.
На кулачке имеется четыре канавки, в которые входят ролики рычагов 2, 3, 6, 7. С помощью рычага 2 осуществляется поворот автооператора 4 вокруг горизонтальной оси. Сектор на рычаге 6 производит поворот всей головки с механизмом автоматической смены инструмента вокруг вертикальной оси на 90°. От рычага 7 рейкой 5 осуществляется перемещение автооператора 4 вдоль оси, параллельной оси шпинделя. С помощью рычага 3 производится фиксация головки после поворота. Привод для поворота магазина 10 и цилиндрического кулачка 1 осуществляется соответственно от двигателей 9 и 11, а положение магазина контролируется датчиком 8.
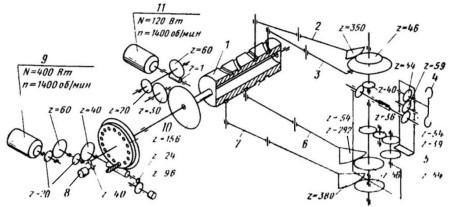
Рис. 2. Схема механизма автоматической смены инструмента станка 6906ВМФ2
