Многооперационный станок МС12-250 по общей компоновке близок к широкоуниверсальному фрезерному станку. На данном станке можно выполнять сверление, рассверливание, зенкерование, развертывание, нарезание резьб, растачивание, фрезерование, в том числе фрезерование прямоугольных контуров. Станок имеет четырехкоординатную позиционную систему числового программного управления. Обработка ведется последовательно различными инструментами в автоматическом цикле. Программоносителем является перфолента со стандартным кодом. Температура помещения, где размещен станок, должна быть 20±2° С. Класс точности станка МС12-250 - П. Если Вам интересны современные обрабатывающие центры с ЧПУ от производителя переходите в Каталог сайта.
На рис. 1 приведена кинематическая схема станка и механизма автоматической смены инструмента, на рис. 2 - кинематическая схема привода подач, на рис. 3 - кинематические схемы других механизмов, а на рис. 4 структурная схема, выраженная через цепь передаточных отношений, а также график частоты вращения шпинделя. Шпиндель станка имеет 12 различных частот вращения. При автоматическом переключении скоростей валам коробки сообщается колебательное движение.
Механизмы главного движения и подач станка МС12-250
На рис. 5 изображена шпиндельная головка станка. Для обеспечения хороших точностных показателей осевые силы воспринимаются в передней опоре упорными шарикоподшипниками 1. Радиальный зазор регулируется как в передней, так и в задней опорах. От изгибающих сил шпиндель разгружен установкой приводного зубчатого колеса 2 (z=53) на втулку 3, вращающуюся на подшипниках качения. Фиксатор 4 и диск 5, закрепленный на шпинделе, используют для фиксации шпинделя в определенном положении. Для поворота шпинделя в ориентированное положение предназначен специальный привод с червячным редуктором электромагнитной муфтой, передающей вращение на вал коробки скоростей. Шпиндель при этом получает медленное вращение с частотой 60-120 об/мин. Фиксатор отключает привод ориентации микропереключателем В1 (см. рис. 1), при этом выступ на переднем торце шпинделя занимает ориентированное вертикальное положение. Фиксатор заходит в паз диска под давлением масла в гидроцилиндре. Выход фиксатора из паза сигнализируется микропереключателем В2.

Рис. 1. Кинематическая схема привода главного движения и механизма автоматической смены инструмента станка МС12-250
Инструмент в шпинделе закрепляется с помощью четырех захватов 8 (см. рис. 5), тяги 7 и набора тарельчатых пружин 6, которые создают осевую силу 1200 Н. Разжим инструмента осуществляется с помощью гидроцилиндра. Тяга 7 перемещается на 4 мм вперед и захваты 8 при этом свободно разжимаются. Сигнал о затяжке и разжиме регистрируется микропереключателями B3, B4 (см. рис. 1). Для нарезания резьбы по копиру используют датчики счета полуоборотов 6-1ДПШ - 6-3ДПш (см. рис. 5), установленные на шпинделе.
При монтаже натяг наружных обойм роликовых подшипников устанавливается равным 0,002-0,004 мм; натяг внутренних обойм - 0,03-0,05 мм. Ролики ставят с натягом 0,001-0,003 мм методом подбора. Подшипники шпинделя и направляющих шпиндельной головки смазывают маслом. Шпиндельная головка перемещается по наклонным направляющим, к которым при регулировке зазора головка прижимается планками 9.
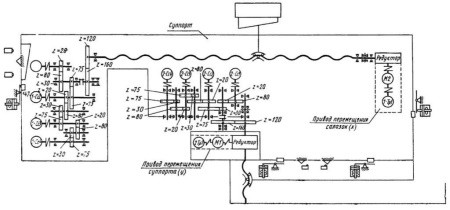
Рис. 2. Кинематическая схема привода подач станка МС12-250
Зубчатое колесо 2, сидящее на шпинделе, получает движение от зубчатого колеса z=45 (рис. 6), которое свободно вращается на валу, соосном с винтом 1 привода подачи шпиндельной головки. Последняя связана с гайкой 2 шарико-винтовой передачи. От двигателя M4 (см. рис. 1) через червячную передачу 1/56 и дисковую электромагнитную муфту движение передается валу VI для медленного вращения шпинделя при его ориентации. С шариковинтовой парой через колеса 120/160 связан датчик обратной связи (см. рис. 2). При необходимости установки на «нуль» используют квадрат на оси 3 (см. рис. 6). Теплоизолирующая стенка 4 уменьшает температурные деформации.
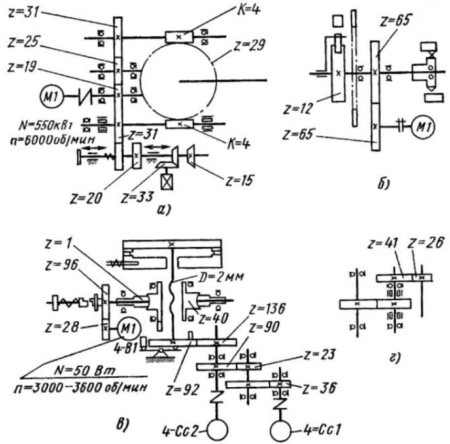
Рис. 3. Кинематическая схема редуктора привода подач (а), скоростей (б), и схема поворотного стола (в) станка МС12-250
Механизм переключения зубчатых колес коробки скоростей станка (рис. 6) создан на основе принципов селективного и преселективного управления с полной автоматизацией переключения от системы ПУ. Перемещение блоков колес для переключения происходит от рычагов 5-8, поворачивающихся вокруг оси 9. Этот поворот осуществляется толкателями 10, которые действуют тогда, когда на них нажимает диск 4 при своем осевом перемещении. Диск перемещается вправо для включения передачи от пружин 3, а влево - для установки в нейтральное положение от поршня 2 в гидроцилиндре (под давлением масла).
Осевое перемещение диска, имеющего несколько отверстий, вызывает перемещение толкателей лишь тогда, когда против толкателя не оказывается отверстия в диске. Для набора скорости диск устанавливается путем поворота его с помощью зубчатой передачи 60/65.
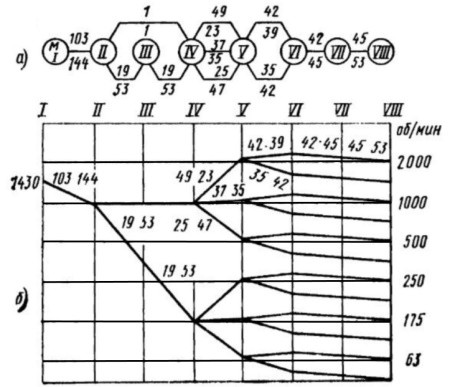
Рис. 4. Структурная схема передач главного движения (а) и график частоты вращения (б)
При необходимости переключения подается сигнал от системы ПУ на перевод блоков в нейтральное положение и перемещение поршня 2 влево, что вызывает включение микропереключателей 5-B14. При этом включается вращение диска 4, это вращение происходит до тех пор, пока один из магнитов 11 не вызовет замыкание контактов геркона 12 под действием магнитного поля, создаваемого магнитом 11. От сигнала геркона происходит реверс двигателя 1 механизма переключателя.
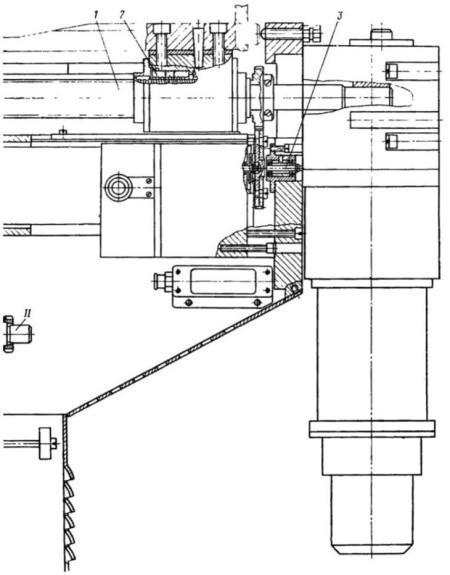
Рис. 5. Шпиндель многооперационного станка МС12-250
При реверсе храповик 13 вызовет поворот собачки 14, которая приводит в действие микропереключатель 5-B15. Последний дает сигнал на включение двигателя привода главного движения, на толчковый поворот и снятие давления в гидроцилиндре для перемещения диска 4. Под действием пружины 3 происходит перемещение диска, толкателей и одного из рычагов с соответствующим блоком зубчатых колес. При перемещении диска вправо включается микропереключатель 5-B13, сигнализирующий о том, что переключение произошло. Механизм переключения смазывают консистентной смазкой.
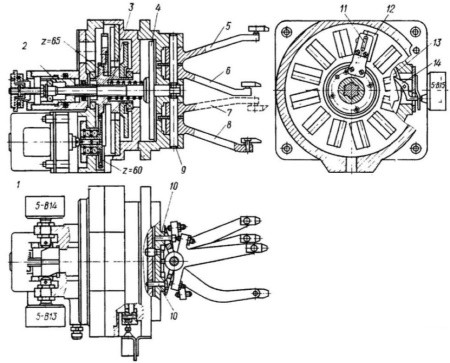
Рис. 6. Механизм переключения скоростей многооперационного станка МС12-250
Датчик абсолютного отсчета (рис. 7) с дискретностью 0,01 мм представляет блок четырех сельсинов, связанных между собой зубчатыми передачами 20/80 * 30/75 = 1/10. Движение на вал первого сельсина 3-Сс1 передается от ходового винта. Для установки сельсинов в нулевое исходное положение необходимо отвернуть хомутик 1 крепления корпуса и вручную повернуть корпус сельсина до их нулевого положения. При установке датчика необходимо обеспечить смещение выходного вала 3 относительно оси 4 не более 0,02 мм. Шестерни и подшипники редуктора датчика смазывают консистентной смазкой ЦИАТИМ-201.
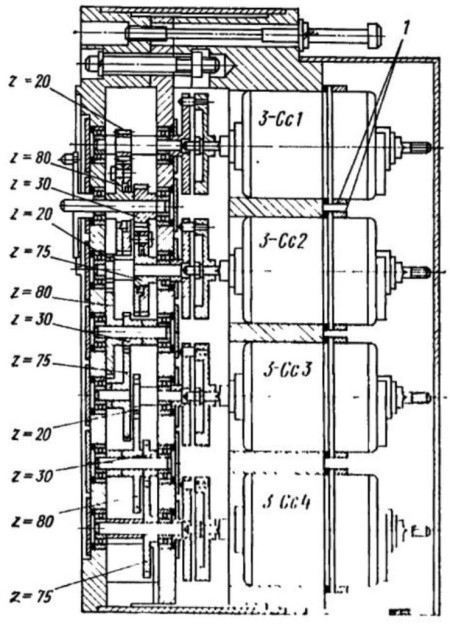
Рис. 7. Датчик абсолютного отсчета станка МС12-250
Зажим шпиндельной головки на станине производится двумя прихватами 1 и 3 (рис. 8), верхние части которых прижимают направляющие шпиндельной головки к направляющим станины с помощью сухарей 2. Зажим осуществляется с помощью гидроцилиндра 6, в который подается масло под давлением. При этом происходит распор прихватов в нижней части. Возврат прихватов в исходное положение происходит под действием пружин 4 при снятии давления. Винтами 5 и 7 регулируют величину хода прихватов. Управление гидроцилиндром осуществляется с помощью микропереключателя 3-В4.
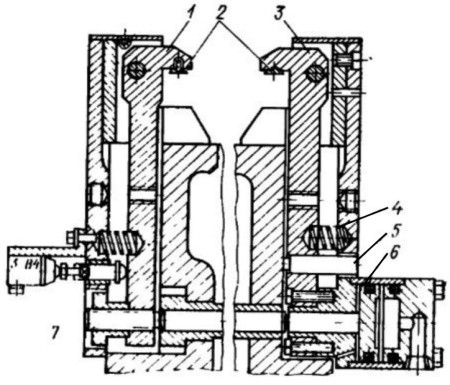
Рис. 8. Механизм зажима головки станка МС12-250
Корпус комбинированного стола (рис. 9) представляет собой отливку прямоугольной формы, прикрепляемый через отверстия α и b к салазкам суппорта. Для закрепления деталей используют как верхнюю горизонтальную поверхность с рабочей площадью 250 x 630 мм, так и встроенный поворотный стол с диаметром планшайбы 250 мм. Верхние горизонтальные рабочие плоскости основного и поворотного стола находятся на одном уровне (допустимое отклонение на 0,01 мм). Поворотный стол имеет индивидуальный привод от двигателя постоянного тока 5 через зубчатые колеса и червячную пару.
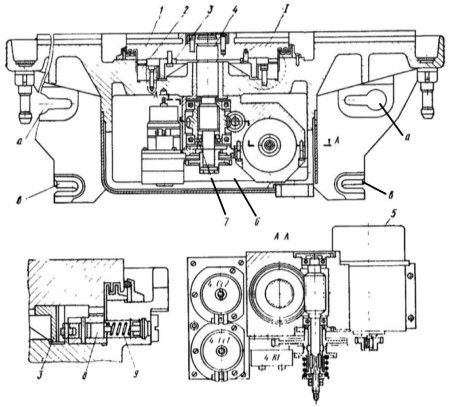
Рис. 9. Комбинированный стол станка МС12-250
Червячное колесо установлено на средней части оси 4 и может поворачивать ось 4 тогда, когда ось и связанная с ней планшайба 1 поднимутся на 4,2 мм. Этот подъем происходит вследствие вывинчивания оси 4 из червячного колеса; планшайба 1 удерживается от поворота торцовыми выступами (кулачками), имеющимися на нижней поверхности планшайбы 1 и неподвижном кольце 2. Планшайба 1 также удерживается от вращения на данной позиции подпружинным фиксатором 8, который входит в фиксирующий диск 3. При повороте червячного колеса на определенный угол выступ на шестерне в задевает за выступ втулки 7 и происходит поворот планшайбы на запрограммированный угол. При нагрузке, превышающей усилие пружины 9, фиксатор 8 позволяет поворачиваться планшайбе 1. Датчик обратной связи 4-Сс2, соединенный зубчатыми колесами с осью 4, обеспечивает точность поворота планшайбы. Вал сельсина 4-Сс2 связан с осью 4 отношением 1:1 и с валом сельсина 4-Сс1 10:1. После соответствующего поворота планшайбы дается сигнал на реверсирование двигателя 5, происходит опускание и затяжка планшайбы, а затем останов двигателя при нажатии специального рычага на микропереключатель 4-В1.
Суппорт (рис. 10) имеет комбинированный стол. Для горизонтального и вертикального перемещений суппорта используют шарико-винтовые пары 10 и 12. Вращение винтом передается от соответствующих двигателей 11 и 13 мощностью 550 Вт через редукторы. С помощью зубчатой пары с передаточным отношением U=1,33 движение от винтов передается датчиком линейных перемещений суппорта.
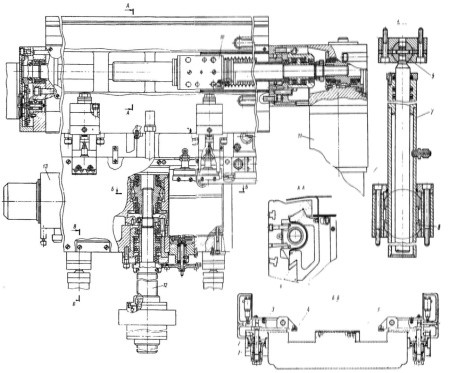
Рис. 10. Суппорт многооперационного станка МС12-250
Для горизонтального перемещения имеются комбинированные направляющие: в верхней части призматической формы и в нижней - типа ласточкина хвоста. Направляющие регулируют с помощью клина 6. Вертикальные направляющие сделаны прямоугольной формы и регулировка их производится с помощью клина 5. Суппорт на вертикальных салазках зажимается с помощью тарельчатых пружин 1 через рычажную систему башмаками 4. Сила, передаваемая через шток, составляет примерно 4000 Н. Разжим происходит при подаче масла в гидроцилиндр 2 и при действии пружины 3. Для разгрузки горизонтальных направляющих суппорта имеются гидравлические цилиндры 7. Во избежание перекосов в опорах гидравлических цилиндров установлены шарниры 8 и 9. Сигналы о конечных перемещениях суппорта и о зажатии перемещающихся органов подаются с соответствующих микропереключателей.
Технические характеристики многооперационного станка МС12-250
- Рабочая поверхность прямоугольного стола (ШxД) 250x630 мм;
- Диаметр планшайбы поворотного стола 250 мм;
- Число фиксированных позиций поворотного стола 24;
- Точность установки угла поворотного стола ±5 с;
- Координатные перемещения салазок по оси X 250 мм;
- Координатные перемещения суппорта по оси Y 280 мм;
- Координатные перемещения шпиндельной головки по оси Z 200 мм (из них 72 мм используют для смены инструмента);
- Конус шпинделя 7:24 (по ГОСТ 15945-70) №30;
- Расстояние от оси шпинделя до плоскости прямоугольного стола (мин/макс) 60/340 мм;
- Число инструментов в магазине 20 шт;
- Максимальный диаметр инструмента, установленного в магазине 57 мм;
- Число скоростей шпинделя 12;
- Частота вращения шпинделя 45, 63, 90, 125, 180, 250, 355, 500, 710, 1000, 1400 об/мин;
- Мощность привода главного движения 2,2 кВт;
- Число рабочих подач 11;
- Скорость рабочей подачи салазок 10, 16, 25, 40, 63, 100 мм/мин;
- Скорость рабочей подачи суппорта 160, 250, 400 мм/мин;
- Скорость рабочей подачи шпиндельной головки 630, 1000 мм/мин;
- Мощность приводов подач 0,55 кВт;
- Габаритные размеры (ДxШxВ) 1475x1240x1900 мм;
- Масса станка 2000 кг;
- Устройство ЧПУ «Размер 2М».
Автоматическая смена инструмента дискового типа с кантователем
Механизмы дискового типа с кантователем. Основными узлами автоматической смены инструмента дискового типа с кантователем (рис. 11, а) являются магазин 3, автооператор 1, кантователь 2, механизм зажима инструмента в шпинделе. Магазин расположен в верхней части станка и представляет собой диск с 20 прорезями, равномерно расположенными по окружности.
Привод магазина осуществляется от двигателя СЛ-361 постоянного тока мощностью 55 Вт через червячный редуктор. Движение диску магазина передается через зубчатые колеса 4 и 6 (рис. 11, б), приводимые во вращение двигателем 5. От колеса 6 получает вращение сельсин 7, с помощью которого определяется номер позиции инструмента в исходном положении. Инструмент 3 устанавливается в станках 2 с фиксацией в определенном положении с помощью пазов и фиксатора 1. Для позиционирования магазина на нижнем торце поворотной части магазина имеются двадцать кулачков 8 при наличии соответствующих прорезей для каждого кулачка. Позиционирование происходит после поиска соответствующего инструмента при вращении диска, когда один из кулачков 8 воздействует на упор 9. От этого упора через рычаг 10 и микропереключатель 11 осуществляется выключение двигателя привода магазина.
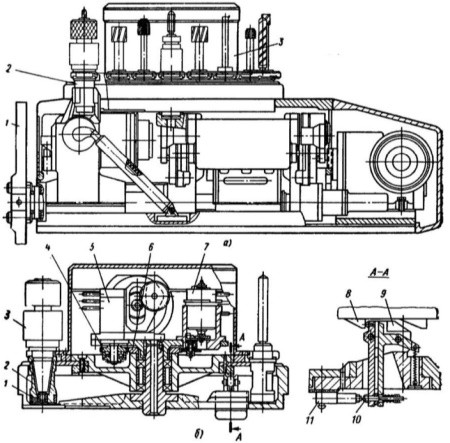
Рис. 11. Механизмы передачи для вращения магазина и датчика положения автоматической смены инструмента
Процесс смены инструмента осуществляется в следующем порядке: рычаг 1 (см. рис. 11, а) автооператора поворачивается из горизонтального положения в вертикальное и осуществляет одновременно захват инструмента в шпинделе и в кантователе 2, когда кантователь находится в горизонтальном положении. После этого производится разжим инструмента в шпинделе. Затем рычаг 1 перемещается влево и выдвигает одновременно инструменты из шпинделя и кантователя. Далее рычаг 4 поворачивается на 180° и вместе с инструментами перемещается вправо. Отработавший инструмент вставляется в кантователь, а вновь вступающий в работу - в шпиндель станка.
Происходит затяжка инструмента в шпинделе. Рычаг 1 поворачивается в исходное горизонтальное положение. В конце поворота рычага подается сигнал об окончании цикла смены инструмента. Кантователь поворачивает инструмент на 90° и вставляет его в гнездо магазина. Затем кантователь отходит, а магазин поворачивается на 1/2 часть.
Автооператор (см. рис. 1) приводится в действие от двигателя СЛ-521 мощностью 77 Вт с помощью червячного редуктора 7 (рис. 12) с электромагнитной муфтой и передаточным отношением, равным 1/240. Движение валу 12 с рычагом, имеющим захваты для инструмента, осуществляется с помощью кулачковых механизмов. Кулачок 5, действующий на кронштейн 6, через зубчатый сектор и шестерню 10 поворачивает вал 12. Данный поворот ограничивают упоры 1, 14 и 6; с помощью цилиндрического кулачка 4 и втулки 11 осуществляется ход вала вперед на 72 мм. При этом вал 12 сцепляется с шестерней 13, но расцепляется с шестерней 10. Возврат вала назад осуществляется в том же порядке, но при сцеплении с шестерней 10 и расцеплении с шестерней 13.
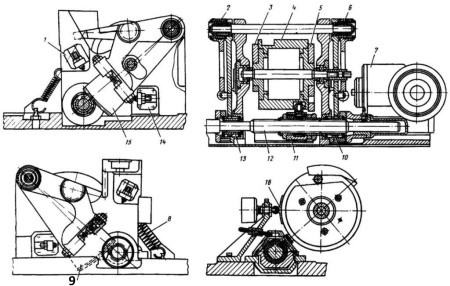
Рис. 12. Автооператор механизмов автоматической смены инструмента с приводом от кулачкового вала
При повороте вала назад сектор 15, сцепляющийся с шестерней 10, поворачивается в исходное положение. При повороте вала 12 на 180° движение передается от кулачка 3 на кронштейн 2, далее с помощью пружины 8 поворачиваются сектор 9 и вал 12. При этом в зацеплении находится шестерня 13. Для передачи сигналов на привод механизма зажима и разжима инструмента и установки вала 12 в исходное положение используются микропереключатели 7-В3, 7-B4, 7-B5 (см. рис. 1), которые замыкаются от упоров 16 кулачка 4 (см. рис. 12).
Кантователь (рис. 13) приводится в действие от того же двигателя с редуктором, что и магазин (см. кинематическую схему). Движение от редуктора получает вал 6. Инструментальный стакан 3 зажимается и разжимается в кантователе с помощью двух губок 5 и 7, которые поворачиваются соответственно относительно осей валов 2 и 6. Губки 5 и 7 связаны с зубчатым секторами 3 и 4. Этот зажим осуществляется с помощью пружины, воздействующей через сектор 3 и вал 6. Для регулирования раскрытия губок в вертикальном положении служит винт 8.
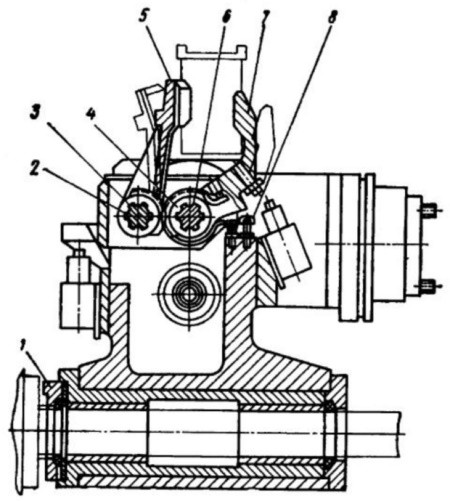
Рис. 13. Кантователь с механическим приводом
Два микропереключателя 7-В1, 7-B2 (см. рис. 1) установлены для подачи сигналов о начале и конце процесса кантования инструмента. Зажим в рычаге автооператора осуществляется с помощью фиксаторов 1 (рис. 14). Освобождение от зажима происходит при перемещении фиксаторов 1 к центру. Перемещение фиксаторов осуществляется с помощью упоров 2, которые передвигаются от кулачка I (см. рис. 13).
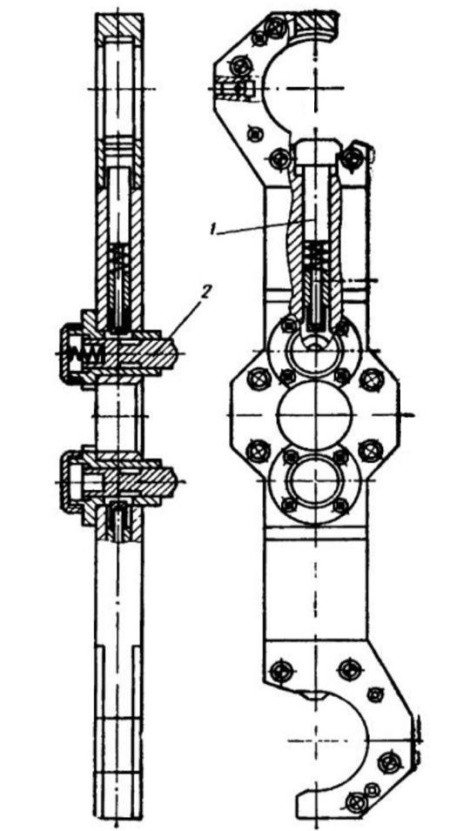
Рис. 14. Рычаг автооператора с захватным устройством
На рис. 15 изображен автооператор, поворачивающийся вокруг наклонной оси и осуществляющий все приемы, свойственные двухзахватному автооператору, но благодаря наклону оси вращения им осуществляется и кантование инструмента.
Хвостовики оправок различают по форме канавок под захват рычагом автооператора на П-образные, V-образные; V-образные канавки дают возможность уменьшить габаритные размеры хвостовика и благодаря скосам создают лучшие условия для захвата.
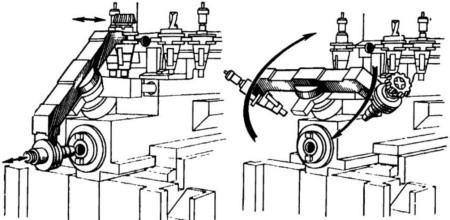
Рис. 15. Автооператор осуществляющий перенос и кантование инструмента
