Многооперационный станок 6305Ф4 по компоновке аналогичен горизонтальному бесконсольно-фрезерному станку и предназначен для обработки корпусных деталей с четырех сторон габаритных размеров 400х400х500 мм. Использование круглого встроенного стола позволяет вести обработку с круговой подачей или с периодическим поворотом круглого стола на различные углы через 15°.
При обработке с одной стороны можно обрабатывать детали с предельными габаритными размерами 1250x500x500 мм. На станке можно производить сверление, растачивание, развертывание отверстий, фрезерование плоскостей и криволинейных поверхностей. Станок имеет магазин дискового типа на 24 инструмента. Модификация 6305Ф4С станка имеет цепной магазин. Станок оснащен устройством ЧПУ Н55-1.

Рис. 1. Кинематическая схема станка 6305Ф4
График частоты вращения шпинделя изображен на рис 2. В приводе главного движения использован регулируемый двигатель постоянного тока ПБСТ-63 с тремя диапазонами регулирования с помощью механических ступеней. Для привода подач и магазина используют гидродвигатели с механическими редукторами и шарико-винтовыми передачами.
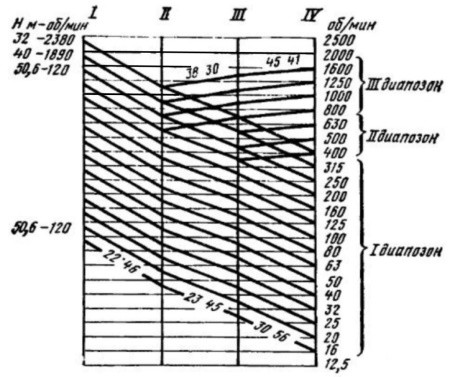
Рис. 2. График частоты вращения шпинделя станка 6305Ф4
Шпиндельный узел станка 6305Ф4
В передней опоре (рис. 3) использованы цилиндрические роликовые подшипники типа 3182000 и упорные подшипники. Зазор регулируют кольцевой гайкой 1. В задней опоре имеются радиально-упорные подшипники, которые регулируют гайкой 2. Для закрепления инструмента в шпинделе имеются тарельчатые пружины 3; освобождение инструментальных оправок производится с помощью гидроцилиндра 4. Для захвата концевой части оправки 5 установлены шарики 7.
Когда шток 8 находится в левом положении под давлением масла в гидроцилиндре, шарики входят в расточку втулки 6, и конец инструментальной оправки вставляется в конус шпинделя. Когда же давление в гидроцилиндре снимается, под действием тарельчатых пружин шток 8 перемещается в правое положение, шарики 7 входят в суженную часть втулки 6, захватывают выступ инструментальной оправки и затягивают ее в шпиндель.
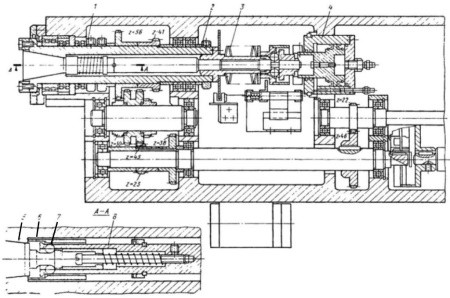
Рис. 3. Шпиндельный узел станка 6305Ф4
Технические характеристики многооперационного станка 6305Ф4
- Рабочая поверхность стола (ДxШ) 1250x500 мм;
- Диаметр круглого стола 630 мм;
- Продольный ход стола 1250 мм;
- Рабочий ход ползуна шпинделя 265 мм;
- Наибольшее расстояние от оси шпинделя до рабочей поверхности стола 500 мм;
- Частота вращения шпинделя 16-1600 об/мин;
- Рабочая подача 10-1000 мм/мин;
- Ускоренный ход 3 м/мин;
- Круговая подача 0,2-4,17 об/мин;
- Габаритные размеры (ДxШxВ) 3900x2650x3115 мм;
- Масса 13000 кг.
Фрезерные обрабатывающие центры с ЧПУ от производителя STANOTEX вы можете выбрать и купить в каталоге на этом сайте.
Автоматическая смена инструмента станка 6305Ф4
На рис. 4 представлен чертеж механизма автоматической смены инструмента многооперационного станка 6305Ф4. Движение магазину 1 для 24 инструментов сообщается от отдельного гидродвигателя через червячную передачу 3. В этом механизме предусмотрено кодирование гнезд магазина. Для этого на одном валу с магазином размещен набор дисков 4 для подачи команд на поворот и останов магазина в необходимом положении для извлечения отработавшего инструмента и установки очередного инструмента, предусмотренного технологическим процессом.
Для смены инструмента необходимо, чтобы магазин приблизился по вертикальным направляющим к шпинделю. Для этого служит гидроцилиндр 2. На магазине имеются губки 5 и 6, захватывающие очередную оправку, установленную в шпинделе, губка 5 подпружинена. После захвата оправки следует осевое перемещение шпиндельной бабки для извлечения оправки из шпинделя, затем поворот магазина, установка в конус шпинделя следующего инструмента и отвод по вертикальным направляющим магазина.
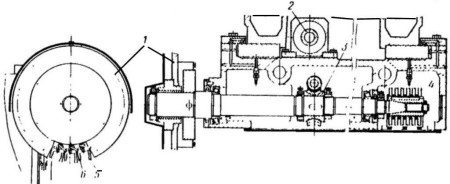
Рис. 4. Механизм автоматической смены инструмента без автооператора на станке 6305Ф4
Цепной магазин, устанавливаемый в станке 6305Ф4, содержит 24 инструмента (рис. 5). Расположение его на верхней поверхности станины делает более свободной рабочую зону станка (по сравнению с предыдущим вариантом). Вертикальное расположение инструментов в магазине уменьшает габаритные размеры станка (в плане), улучшает возможности свободного подхода к станку при обслуживании. Применение цепного магазина получает все большее распространение не только для большой, но и для средней емкости магазинов. При вертикальном расположении инструментов в магазине, оси которых не параллельны шпинделю станка, в механизме автоматической смены инструмента помимо магазина 1 и автооператора 3 необходим кантователь 2.
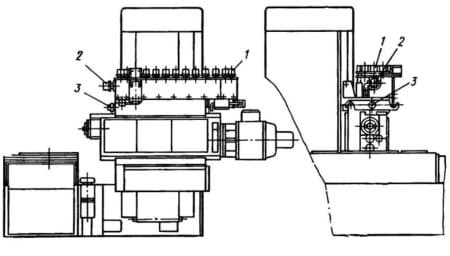
Рис. 5. Расположение цепного магазина многооперационного станка 6305Ф4
Замкнутая цепь магазина состоит из звеньев 1, 2, 4 (рис. 6). На стержни, соединяющие звенья в нижней части, надеты шарикоподшипники, которыми цепь направляется в горизонтальной плоскости. В верхней части каждого звена имеется втулка 3, в которую вставляется инструментальная оправка. Втулка 3 при кантовании поворачивается на 90°.
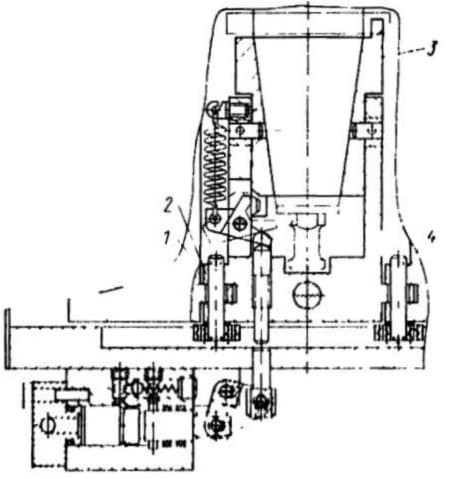
Рис. 6. Участок цепного магазина станка 6305Ф4
В нижнюю часть звена вставлен стержень, на котором имеются шарикоподшипники 1 и 2 (рис. 7). С помощью их звенья опираются на основание магазина 3. Цепь приводится в движение от гидродвигателя через червячную передачу 4. На червячном колесе этой передачи сидит ведущая звездочка. Аналогичная звездочка 5 имеется в передней части цепного механизма, где происходит кантование инструмента. В звено ввернут стержень с шаровым наконечником 7, который входит в паз звездочки. С помощью этих стержней приводится в движение цепь от ведущей звездочки.
Фиксация звездочки при останове цепи в момент кантования и смены инструмента производится с поморью фиксатора 6. Для кантования втулки 3 с инструментом используются стержни 8 с шаровыми наконечниками, закрепленными во втулках 3. Поворот этой втулки производится с помощью гидроцилиндра 9. Поворот автооператора осуществляется от двух гидроцилиндров и реечных передач. Поступательное движение автооператора происходит от гидроцилиндра.
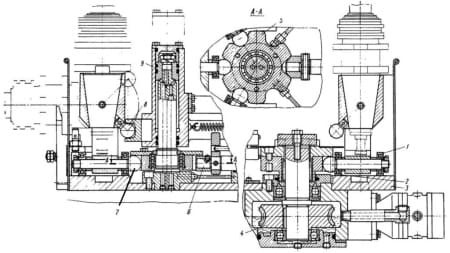
Рис. 7. Цепной магазин станка 6305Ф4
