Механизмы, в которых можно устанавливать и закреплять различные заготовки одного класса путем несложной и быстрой наладки, называют универсально-наладочными приспособлениями (УНП). Они стали широко применяться с тех пор, как получил признание и распространение групповой метод обработки. Также не лишним будет узнать про установочно зажимные приспособления для обрабатывающих центров и станков с ЧПУ.
Прообразом универсально-наладочных приспособлений явились машинные диски со сменными губками, которые так охотно использовали новаторы-фрезеровщики. Дальнейшее развитие этого направления привело к созданию сменных вкладышей (наладок) к универсально-наладочным приспособлениям.
На рис. 1 показано универсально-наладочное приспособление для фрезерования нормализованных деталей, типы которых показаны на рис. 148 справа и слева. Основой приспособления является корпус 7, состоящий из плиты и двух вертикальных стоек, соединенных между собой планками. На этих планках укреплены стальные закаленные опоры 2 и 5 для сменных кассет 3, типовая конструкция которых показана на рис. 1 слева вверху. Кассеты 3 крепят к опорам 2 и 5 при помощи планок 8. Между планками помещена качалка 4, верхний конец которой соединен с сухарями кассеты, надетыми на две колонки, закрепленные в неподвижных планках. Нижний конец качалки 4 соединен с горизонтальной тягой 6, связанной со штоком пневмопривода. В средней части корпуса расположен регулируемый вертикальный упор 1, который определяет по высоте положение зажимаемых заготовок.

Рис. 1. Универсальное наладочное приспособление для фрезерования нормалей
Переналаживаемые поворотные тиски
В настоящее время выпускаются нормализованные универсальные наладочные тиски и сменные наладки к ним, применяемые для оснащения серийного производства. Эти тиски имеют опорные поверхности в виде рабочих столов сточными продольными и поперечными пазами по которым ориентируются наладки при смене. Сам стол устанавливается один раз точно на столе станка, а наладки устанавливают без выверки Положения. Для закрепления применяют встроенные пневматические или пневмогидравлические силовые приводы, источником энергии является сжатый воздух давлением 4 кг/см2. Для возможности регулирования зажимной силы при закреплении заготовок различной конфигурации применяют регуляторы давления в виде нормализованного узла-приставки, включаемого между пневматической сетью и зажимным приспособлением. Предварительный поджим заготовок, что важно при их выверке, осуществляется вручную, а окончательный - от силового привода.
На рис. 2 показаны универсальные переналаживаемые поворотные тиски УПГ-6, предназначенные для зажима заготовок с максимальными размерами 200х250 мм. В пазу чугунного корпуса тисков помещена подвижная губка 3, перемещающаяся по стальным закаленным направляющим, закрепленным винтами к корпусу тисков. Неподвижная 2 и подвижная 3 губки выполнены так, что верхние их поверхности, снабженные точными продольными и поперечными пазами, образуют рабочий стол с размерами 455x200 мм, на который устанавливают сменные наладки и обрабатываемые заготовки. Сменные наладки можно устанавливать также и на торцовые поверхности губок, имеющие точные пазы.
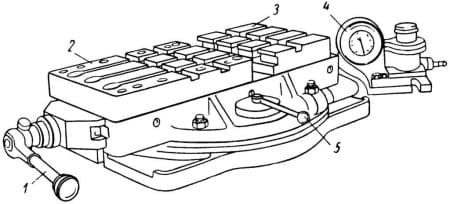
Рис. 2. Универсальные переналаживаемые тиски УПГ-6
Зажим заготовок происходит при перемещении подвижной губки з от пневматического диафрагменного привода, встроенного в нижнюю часть корпуса тисков. Управление работой пневматического привода осуществляется распределительным пневматическим краном 5. Зажимная сила при давлении сжатого воздуха 4 кг/см2 составляет 3600 кг при ходе подвижной губки 5-6 мм. Величину зажимной силы можно регулировать в пределах 1000-3600 кг с помощью регулятора зажимной силы 4 (мод. УПГ-18), включаемого между сетью и тисками. Перемещение подвижной губки на величину, большую чем 5-6 мм, изменение раствора губок от 50 до 100 мм и предварительный поджим обрабатываемой заготовки с небольшим усилием осуществляются вручную при помощи перекидной рукоятки 1.
В универсальных переналаживаемых поворотных тисках УПГ-8 (для зажима заготовок 250 х 250 мм) и УПГ-10 (для зажима заготовок 200 х 150 мм) предварительный поджим и окончательное закрепление заготовок осуществляются от одного распределительного пневматического крана, управляющего работой пневмогидравлической системы из трех поршневых приводов. Эти тиски аналогичны по устройству и отличаются лишь габаритными размерами и величиной зажимного усилия, которые составляют у тисков УПГ-8 3000 кг, а у тисков УПГ-10 1500 кг При помощи регулятора зажимного усилия УПГ-18 оно может изменяться в пределах 500-3000 кг для тисков УПГ-8 и 200-1500 кг для тисков УПГ-10. Усилие предварительного поджима составляет 5% от зажимного. Сменные наладки на тиски представляют собой специальные накладки, закрепляемые на подвижную и неподвижную губки тисков. Иногда к этим двум основным частям наладки добавляется третья в виде базовой плиты, помещаемой обычно на неподвижную губку и ориентирующей обрабатываемую деталь в требуемом положении.
На рис. 3 дан пример решения конструкции сменной наладки для обработки двух различных деталей в пяти положениях в универсальных переналаживаемых стационарных тисках УПГ-2. На неподвижную 1 и подвижную 3 губки устанавливаются в разных положениях две сменные наладки 2 в виде дополнительных баз, представляющие фигурные плиты с пальцами для ориентации обрабатываемых деталей.
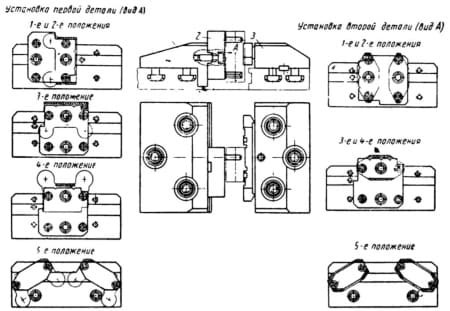
Рис. 3. Схемы установки двух различных деталей в пяти положениях в сменной наладке к тискам УПГ-2: 1 - неподвижная губка; 2 - дополнительная база; 3 - подвижная губка
