Обрабатывающие центры можно разделить на две группы по классам обрабатываемых деталей: станки для деталей типа тел вращения, обработка которых содержит токарные операции, требующие вращения заготовки, и фрезерно-сверлильно-расточные станки для деталей типа корпусов, плит, рычагов, планок и т. д., требующих обработки плоскостей и отверстий.
К токарным обрабатывающим центрам во многих случаях относят станки, которые по компоновкам напоминают токарные станки, токарные одношпиндельные полуавтоматы и токарно-карусельные станки, но отличаются наличием инструментального магазина и устройств автоматической смены инструментов, устанавливаемых на суппорте, все перемещения которого, как и смена инструментов, управляются системой ЧПУ (рис. 1). К этой же категории часто относят токарные станки с ЧПУ и двумя револьверными инструментальными головками, которые устанавливают на продольном и на заднем суппортах, и станки, в которых револьверные головки используют в сочетании с магазином инструментов.

Рис. 1. Станки токарного типа с магазинами инструментов: 1 - инструментальный магазин; 2 - автооператор для смены инструментов; 3 - шпиндель станка; 4 - суппорт
С точки зрения принципов, изложенных выше, к токарным обрабатывающим центрам следовало бы относить станки, в которых кроме устройств автоматической смены инструментов и ЧПУ имеется инструментальный шпиндель, позволяющий токарные операции дополнить операциями фрезерования, поперечного сверления и т. д.
Фрезерно-сверлильно-расточные обрабатывающие центры с ЧПУ выпускают в самых разнообразных компоновках с горизонтальным или вертикальным шпинделем. Станки предназначены для сложных совокупных операций обработки корпусных и других деталей с выполнением фрезерования, сверления, развертывания, зенкерования, расточки, нарезания резьбы и некоторых других видов обработки.
Основные конструктивные особенности обрабатывающих центров сводятся к следующему:
- Станки изготовляют обычно в одношпиндельном исполнении или с револьверной шпиндельной головкой, у которой шпиндели работают поочередно. В случаях, когда станки изготовляют с двумя шпинделями, один шпиндель предназначается для тяжелых, а другой - для легких работ.
Для выполнения резьбонарезания метчиками шпиндель станка может автоматически реверсироваться. У многих станков шпиндель снабжен автоматическим устройством для фиксации в определенном угловом положении. Это устройство используют в некоторых расточных операциях при вводе и выводе оправок с резцами, а также при автоматической смене инструментов. - Автоматическая смена инструментов осуществляется посредством индексирования револьверной шпиндельной головки или автоматической разгрузки и загрузки шпинделя оправками с инструментами из магазинов с помощью автооператоров. Емкость магазинов в станках составляет 12-100 инструментов и более. Смена инструментов занимает всего несколько секунд.
- Для последовательной обработки деталей с разных сторон станки снабжают прецизионными поворотными столами, индексирующимися через угол в 90° или способными поворачиваться на различные углы, заданные программным управлением.
- Для совмещения времени установки новых заготовок с основным временем работы станки оснащают дополнительными загрузочными позициями и специальными автоматическими устройствами, в результате чего время смены заготовок снижается до нескольких десятков секунд.
- Станки оборудуют позиционными или непрерывными (контурными) системами числового программного управления, на которое возлагается автоматическое управление всеми перемещениями узлов станка, сменой инструментов и заготовок, поворотом стола с обрабатываемой деталью, автоматическое изменение частоты вращения шпинделя и скорости подачи и некоторые другие технологические команды управления.
- Для возможности бесперебойного выполнения точных сложных и длительных по времени совокупных операций обработки конструкцию станка разрабатывают с учетом достижения максимальной надежности и повышенной точности. На многих обрабатывающих центрах достигнута точность позиционирования 0,01-0,02 мм, а на особо точных - 0,005 мм.
Представляет интерес классификация обрабатывающих центров, которая предусматривает следующие шесть форм исполнения компоновок (рис. 2):
- A - по типу фрезерно-расточного станка с подвижной колонной, стол линейных перемещений не имеет;
- B - по типу продольно-фрезерного станка с неподвижной стойкой, стол имеет продольное перемещение;
- C - по типу одностоечного фрезерного станка с трехкоординатным столом;
- D - по типу вертикального одностоечного координатно-расточного станка с двухкоординатным столом;
- Е - по типу расточного станка с горизонтальным шпинделем и консольным столом;
- F - по типу горизонтального консольно-фрезерного станка со шпинделем в неподвижной стойке.
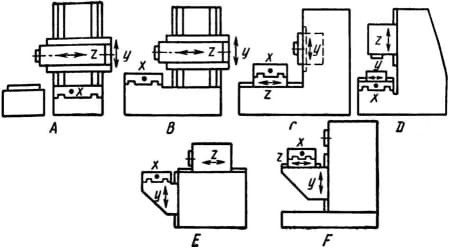
Рис. 2. Разновидности компоновок фрезерно-сверлильно-расточных обрабатывающих центров по В. Петерману
Перечисленные компоновки являются основными, они могут видоизменяться, например, при увеличении числа координатных движений: четвертая ось - поворотный делительный стол; пятая ось - наклон делительного стола либо поворот шпиндельной Головки, выдвижение пиноли шпинделя, расточная головка с радиальным суппортом. Возможно программное управление по шести осям.
Эскизы перечисленных компоновок позволяют с привлечением способа структурных формул отобразить эти компоновки следующими обозначениями: форму А - формулой 0XYZCh; В - X0YZCh; С - XZ0YCh; D - YX0ZCv; E - ХҮ0ZCh; F - ХZY0Ch. При таком отображении наглядно обнаруживается, что рассмотренные формы компоновок различаются распределением движений между инструментом и заготовкой: от формы А, в которой все движения совершает инструмент, до формы F1, в которой все движения, кроме вращения шпинделя, выполняет заготовка.
Рассмотренная классификация не может претендовать на полноту, поскольку она не охватывает многие компоновки построенных обрабатывающих центров. Нет достаточных оснований для того, чтобы все остальные компоновки сводить к вариантам основных форм. Более подробная разработка вариантов в классификации отсутствует. Тем не менее заслуживает внимания попытка построить классификацию не по внешнему виду станков, а по структурным признакам - по распределению движений между заготовкой и, режущим инструментом.
Далее рассмотрены компоновки обрабатывающих центров с приведением результатов статистического исследования, которому было подвергнуто большое число (около 200 моделей) станков, построенных зарубежными фирмами.
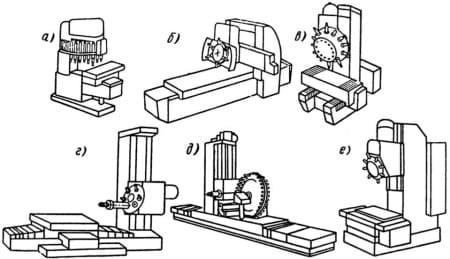
Рис. 3. Обрабатывающие центры по типу традиционных компоновок станков: а, б - фрезерных; в - вертикально-фрезерного или координатно-расточного; г, д - горизонтально-расточных; e - агрегатного сверлильно-расточного
Компоновки обрабатывающих центров, горизонтальные и вертикальные, можно разделить на традиционные (рис. 3), выполненные по типу известных фрезерных, сверлильных, расточных и агрегатных станков, и оригинальные (рис. 4), появление которых связано с развитием обрабатывающих центров и свидетельствует о предпринимаемых поисках новых оптимальных конструкций. Многие зарубежные фирмы изготовляли и изготовляют обрабатывающие центры с совершенно различными компоновками.
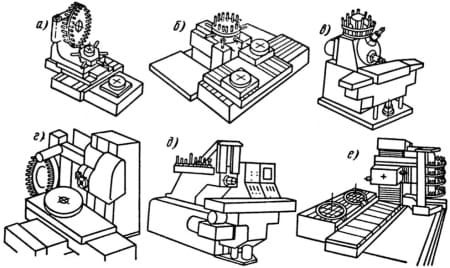
Рис. 4. Обрабатывающие центры оригинальных компоновок: а, б - фирмы Heller (ФРГ); в - Burkhardt (ФРГ); г - Sundstrand (США); д - Koрing (Швеция); e - Huller (ФРГ)
Статистическое исследование показало, что вертикальные компоновки составляют 54%, а горизонтальные 46% общего числа моделей обрабатывающих центров. Замечено, что в станках, выпущенных в последние годы, это соотношение изменяется в пользу горизонтальных компоновок.
Горизонтальные компоновки, выполняемые с поворотным столом, допускающим обработку деталей с четырех сторон, обеспечивают выполнение наибольшего числа операций обработки за одну установку. Применение с той же целью делительных устройств на столах вертикальных станков снижает жесткость системы СПИД и позволяет закреплять детали только небольшого размера. На станках с горизонтальным шпинделем облегчается отвод стружки, удобнее наблюдение и несколько меньше вылеты шпинделя. Вертикальные компоновки оправданы для небольших деталей, также для длинных и нежестких деталей типа рам, плит и т.п.
Распределение обрабатывающих центров по типам базовых компоновок следующее:
- Вертикальные фрезерные станки с крестовым столом (бесконсольные) и одностоечные координатно-расточные - 25%;
- Горизонтально-расточные с подвижной колонной - 18%;
- Горизонтально-расточные с подвижным столом и неподвижной стойкой - 14%;
- Продольно-фрезерные с вертикальным шпинделем и двухстоечные координатно-расточные - 12%;
- Вертикальные консольно-фрезерные - 6,7%;
- Другие традиционные компоновки - 16,3%;
- Новые оригинальные компоновки - 8%.
Статистические исследования включали структурный анализ компоновок обрабатывающих центров на основе метода структурных формул. На рис. 5 приведены статистические данные о структуре компоновок по горизонтальным и вертикальным станкам отдельно. При составлении таблицы структурные формулы некоторых компоновок были сокращены: установочные дублирующие движения были присоединены к основным формообразующим; перемещения шпиндельных пинолей при наличии перемещения стола в том же направлении не учитывали; поворотные движения столов в формулах не обозначали. Особо оригинальные компоновки в выборку, по которой составлялась таблица, не включали.

Рис. 5. Структура компоновок обрабатывающих центров
Как следует из таблицы, наиболее распространенными структурами компоновок вертикальных обрабатывающих центров являются структуры XY0ZCv и X0YZCv, а в горизонтальных 0XYZCh, XZ0ҮСh, и X0ZYCh.
Велика доля горизонтальных компоновок с неподвижным столом 0XYZCh (26,5%), среди вертикальных станков они составляют только 7,6%. Компоновки с крестовым столом (два горизонтально-подвижных блока в ветви перемещений заготовки) составляют свыше половины (около 57%) вертикальных и свыше одной трети (34,2 %) горизонтальных компоновок. Компоновки с одним поступательным перемещением заготовки (кроме поворота стола) встречаются в 1/3 горизонтальных и вертикальных моделей обрабатывающих центров.
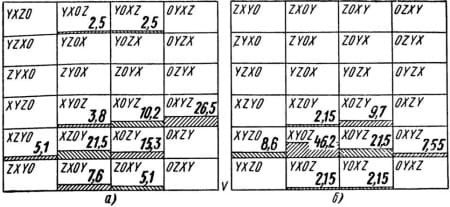
Рис. 6. Матрицы компоновок с указанием статистических данных о распределении структурных построенных обрабатывающих центров, %: а - горизонтальные компоновки; б - вертикальные
На рис. 6 приведены матрицы, на которых указан процент компоновок от рассмотренной совокупности моделей. Из матриц следует, что построенные обрабатывающие центры не исчерпывают всех потенциально возможных вариантов и могут появиться новые компоновки станков этого типа. На рис. 7 дано распределение положений блоков 0, X, Y и Z по разрядам. Преимущественными разрядами блоков в обрабатывающих центрах являются: для блока 0 - разряды 2-4 в горизонтальных и 2-3 в вертикальных компоновках; для блока Х - разряды 3-4 в горизонтальных и разряд 4 в вертикальных; для блока Y - разряды 1-2 в горизонтальных и 2-3 в вертикальных; для блока Z - разряд 1.
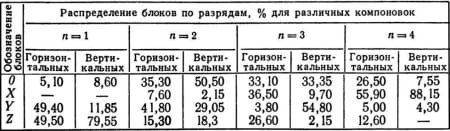
Рис. 7. Распределение положений блоков в компоновках по разрядам
Стационарный блок 0 в 68% всех горизонтальных и в 84 % всех вертикальных моделей занимает в структуре компоновки промежуточные положения, разделяя компоновку на две ветви блоков (перемещений заготовки и перемещений инструмента). Односторонние компоновки в 2 раза чаще встречаются среди горизонтальных станков (32%), чем среди вертикальных (16%).
Подвижные столы в построенных обрабатывающих центрах перемещаются преимущественно в продольном направлении вдоль оси X (56% горизонтальных и 88% вертикальных компоновок), что соответствует традиционной практике станкостроения. Однако обращает на себя внимание то обстоятельство, что около 13% моделей горизонтальных станков изготовляют со столом, перемещающимся по направляющим, параллельным оси Z шпинделя.
Блок, несущий инструментальный шпиндель, в горизонтальных компоновках перемещается преимущественно по вертикали (49,5%) или вдоль оси шпинделя (45,4%). В вертикальных компоновках этот блок является аксиально-подвижным почти в 80 случаях из 100.
Статистическому анализу были подвергнуты некоторые размерные параметры компоновки: размеры столов (ширина В и длина L), величины координатных ходов (X, Y, Z), различные соотношения этих размеров и корреляционные связи между ними. Из полученных гистограмм следует, что наиболее распространенные размеры столов лежат в следующих пределах: для вертикальных компоновок B=300÷1250, L=750÷2500 мм; для горизонтальных компоновок B=300÷1000, L=700÷2000 мм.
Наиболее распространенные величины Координатных ходов: для вертикальных компоновок X=500÷1600, Y=300÷1000, Z=250÷1250 мм, для горизонтальных компоновок X=550÷1200, Y=400÷1250, Z=300÷1250 мм. Следовательно, обрабатывающие центры в основном средних и крупных размеров. Малые и тяжелые обрабатывающие центры изготовляют значительно реже.
Вертикальные обрабатывающие центры имеют более длинные столы и несколько меньшую высоту обработки по сравнению с горизонтальными станками.
Более короткие столы в горизонтальных станках являются следствием применения поворотных столов.
Корреляция размеров наиболее выражена между величинами X и L, Y и B, причем коэффициенты корреляции и вертикальных компоновках имеют значения соответственно 0,76 и 0,86, а в горизонтальных 0,78 и 0,56. Средние величины отношений продольного хода X к длине стола L в вертикальных компоновках составляют около 0,8, а в горизонтальных приблизительно 1,0. Средние отношения отдельных размеров к ширине стола приведены на рис. 8.
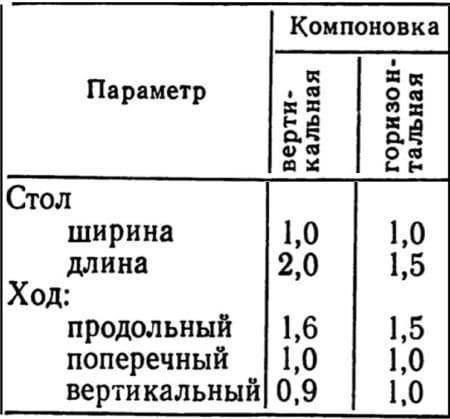
Рис. 8. Средние соотношения размеров обрабатывающих центров
Устройства для кантования и смены деталей на обрабатывающих центрах являются особенностями этих станков, тесно связанными с компоновкой. Классификация устройств приведена на рис. 9 и 10.
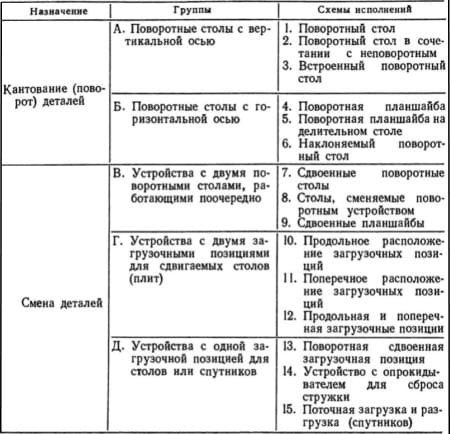
Рис. 9. Устройства автоматического кантования и смены деталей на обрабатывающих центрах
Эти устройства различают по назначению, группам (особенностям) и схемам исполнения. Группы А и Б устройств предназначены для кантования деталей, поворотов в горизонтальной и вертикальной плоскостях. Эти устройства не являются специфическими, и их применяют не только на обрабатывающих центрах. Схемы 1-3 используют в компоновках с горизонтальным шпинделем, а схему 4 - с вертикальным, позволяя производить обработку заготовок с четырех сторон. Схема 4 обладает меньшей жесткостью и более пригодна для небольших деталей. Схемы 5 и 6 применяют в горизонтальных компоновках, обеспечивая возможность обработки деталей с пяти сторон.
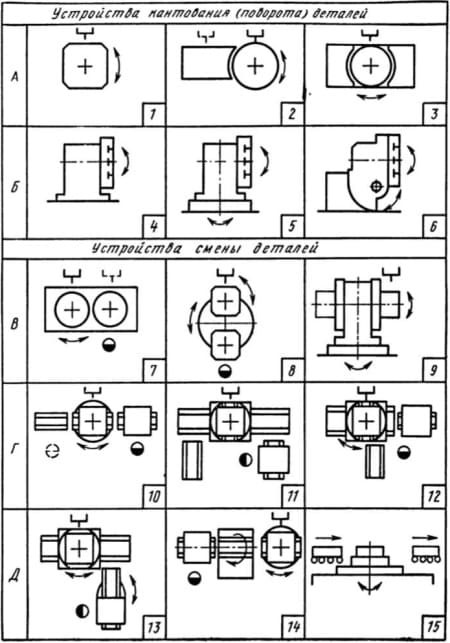
Рис. 10. Устройства автоматического кантования (поворота) и смены деталей
Индексацию поворотных столов делают прецизионной, чтобы обеспечить соосность отверстий, растачиваемых с двух противоположных сторон, и необходимые перпендикулярность и параллельность обработанных плоскостей.
Группы устройств В-Д предназначены для автоматической смены обрабатываемых деталей в сочетании с кантованием или без него (что встречается реже). Устройства группы В содержат два поворотных стола (или две планшайбы), работающие поочередно, что обеспечивает совмещение времени загрузки-разгрузки с временем работы станка. Наиболее простой и распространенной является схема 7, где смена позиций происходит путем продольного перемещения стола или инструментального шпинделя. Поворотные столы встраивают в прямоугольный стол, который может быть использован также для более крупных деталей, не требующих автоматического поворота.
В устройствах группы Г останки оборудуют двумя столами (или верхними сменными плитами), поочередно сдвигаемыми в одну из двух загрузочных позиций. Схемы исполнений различаются расположением позиций относительно продольной оси станка. Устройства группы Д имеют одну загрузочную позицию, выполняемую по-разному. В схеме 13 эта позиция выполнена поворотной с двумя приемными концами направляющих. В схеме 14 имеется устройство опрокидывания обработанной детали (вместе с верхней частью стола или приспособлением-спутником), служащее для удаления стружки. Поворотная часть опрокидывателя имеет две пары направляющих для столов (на каждой из своих противоположных сторон). Стол с обработанной деталью смещается на поворотную часть и опрокидывается в нижнее положение, сбрасывая стружку. Второй стол с новой заготовкой по другим направляющим опрокидывателя перемещается из загрузочной позиции в рабочую, после чего первый стол поворачивается в верхнее положение и смещается в позицию разгрузки-загрузки, которые происходят уже во время работы станка.
В схеме 15 предусмотрено поточное движение приспособлений-спутников, для чего загрузочная и разгрузочная позиции разделены и расположены на противоположных концах станины.
В обрабатывающих центрах, встраиваемых в автоматические линии, смена деталей осуществляется общим транспортом линии, для совмещения с которым компоновки с неподвижным столом являются наиболее предпочтительными.
Совмещение времени загрузки-разгрузки с временем работы станка позволяет упростить и удешевить установочные приспособления, поскольку быстродействие последних не требуется.
Как показали статистические исследования компоновок, устройствами автоматической смены деталей оборудован каждый пятый-шестой обрабатывающий центр, причем в половине случаев это устройство с двумя поворотными столами по схеме 7, которое по этой причине оказывается наиболее распространенным.
Выбор компоновки обрабатывающих центров
Условия производства на заводе-потребителе, заказывающем станки, включают технологические условия, связанные с особенностями обрабатываемых деталей, условия серийности производства и комплексной автоматизации.
Детали, обрабатываемые на фрезерно-сверлильно-расточных обрабатывающих центрах, весьма разнообразны.
Прежде всего следует различать детали по размеру. Малые и средние детали - рычаги, планки, небольшие крышки и корпуса, требующие для обработки небольшое число инструментов, удобнее обрабатывать на станках вертикальной компоновки. На столе станка можно установить два-три приспособления для перебазирования детали или поворотные устройства с горизонтальной осью, чем обеспечивается обработка детали со всех сторон. Для малых и относительно простых деталей размеры стола должны допускать возможность установки нескольких одинаковых деталей или комплекта с целью продления времени автоматической работы станка.
Крупные и тяжелые детали предпочтительнее обрабатывать на станках горизонтальной компоновки, на них удобнее наблюдение за обработкой, легче удаление стружки, поворотный стол с вертикальной осью позволяет обработать деталь с четырех сторон. Это относится к деталям кубообразной или близкой к кубу формы, обладающим достаточной жесткостью, которые среди корпусных деталей составляют большинство.
Длинные, плоские и нежесткие детали типа рам, плит, тонких крышек удобнее устанавливать и обрабатывать на станках вертикальной компоновки. Сравнительно длинные, но жесткие детали можно обрабатывать на станках с горизонтальным шпинделем и столом достаточной длины, если встроенный круглый поворотный стол, который при этом не используется, сделан на одном уровне с остальной поверхностью прямоугольного стола и не мешает креплению детали или установке зажимного приспособления. Таким образом, для большинства крупных и тяжелых деталей наиболее применимы горизонтальные компоновки.
Чем крупнее деталь, тем меньше ее подвижность в компоновке: от компоновок, в которых все движения, кроме вращения инструментального шпинделя, выполняет обрабатываемая деталь (консольные станки), к компоновкам с двумя горизонтальными движениями детали (бесконсольные станки), затем к компоновкам с одним продольным перемещением детали (продольные станки) и, наконец, к компоновкам с подвижной колонной или порталом, в которых деталь при обработке неподвижна, например обрабатывающий центр Gantry или сверлильно-фрезерные станки с ЧПУ портального типа.
Технологические особенности обрабатываемых деталей оказывают влияние на выбор компоновки как по составу необходимых движений и режимам подвижных блоков, так и по определенным требованиям к компоновочным факторам качества.
Корпусные и иные детали, нуждающиеся в криволинейной контурной и объемной обработке фрезерованием с программным управлением в прямоугольной системе координат, не предъявляют к компоновке особых требований, за исключением требования одинаковой податливости в различных координатных направлениях, особенно в направлениях x и y. В компоновках это достигают подбором соответствующих компоновочных факторов.
Корпусные детали, имеющие наклонные плоскости и отверстия, требуют включения в компоновку наклоняемых столов или поворотных головок с аксиально-подвижным шпинделем. Для деталей среднего размера предпочтительнее наклоняемые столы, так как при этом не усложняются устройства автоматической смены инструментов. Для деталей больших размеров столы поворотные и одновременно наклоняемые могут оказаться недостаточно жесткими, и в этом случае в ветви инструмента необходимы поворотные салазки с ползунковыми шпиндельными головками. В обоих случаях как при наклоняемом столе, так и при поворотной головке по условиям конструкции поворот происходит вокруг точки, не совпадающей с центром детали или концом шпинделя. Поэтому требуются дополнительные поперечные и вертикальные перемещения и компоновки следует выбирать с учетом возможности увеличения соответствующих ходов.
Наиболее распространены детали с простым ортогональным расположением обрабатываемых плоскостей и отверстий, однако и в этом случае следует различать особенности деталей, оказывающие влияние на выбор компоновки. Для деталей, имеющих длинные и точные отверстия, желательно (для возможности чистовой расточки резцом), чтобы компоновка обеспечивала постоянство податливостей Kx и Ky при перемещении вдоль оси z и приблизительное равенство этих податливостей между собой. Последнее требование имеет значение и для деталей, имеющих короткие, но точные отверстия на наружных стенках.
Детали с высокими требованиями к плоскостности поверхностей, обрабатываемых торцовыми фрезами, желательно обрабатывать на станках, компоновки которых обеспечивают приблизительное постоянство податливости K по всему рабочему полю.
Многие из перечисленных требований к компоновкам определяют из статистического анализа потенциальных обрабатываемых деталей и удовлетворяют подбором схем сопряжения направляющих и других компоновочных факторов, состав и пути использования которых рассмотрены выше.
Условия серийности и комплексной автоматизации производства могут оказать существенное влияние на выбор компоновок обрабатывающих центров.
Обрабатывающие центры, работающие в условиях повышенной серийности, оснащают сменными многошпиндельными головками, существенно ускоряющими обработку групп отверстий. Для этого в компоновках некоторых станков предусматривают специальный шпиндель, загружаемый многошпиндельными головками из отдельного магазина автоматически или вручную. Этот же шпиндель можно использовать для крупных торцовых фрез и других тяжелых инструментов. Основной же шпиндель станка при этом делают более легким и быстроходным.
Двухшпиндельные компоновки обрабатывающих центров делают и с иными целями: выделяют отдельный шпиндель для наиболее точных расточных операций; компоновку с горизонтальным шпинделем дополняют шпинделем вертикальным для ускорения обработки деталей с пяти сторон; добавляют шпиндель, несущий плансуппорт для торцовой подрезки с программным управлением. Последний случай относится к тяжелым станкам, работающим в условиях мелких серий и единичного производства, и преследует цель не только расширения технологических возможностей станка, но и сокращения номенклатуры инструментов, поскольку плансуппорт может быть использован для установки радиального размера расточных оправок.
Некоторые преимущества двухшпиндельных компоновок сопровождаются, однако, усложнением конструкции станка, усложнением программирования и обслуживания, постоянным недоиспользованием механизмов, поскольку одновременная работа шпинделей при координатной обработке невозможна.
Для обрабатывающих центров среднего размера в условиях серийного производства особенно желательны компоновки с устройствами автоматической смены заготовок, обеспечивающими дополнительное повышение производительности станков.
Под условиями комплексной автоматизации понимают использование станков в автоматических обрабатывающих комплексах и линиях с программным управлением и в автоматических участках с управлением от компьютера. Влияние этих условий на выбор компоновки зависит от способа транспортирования деталей и от возможности обработки деталей в автоматической линии одновременно с двух сторон.
Автоматические технологические системы с программным управлением, включающие обрабатывающие центры, могут не иметь жесткого (синхронного) транспорта деталей, однако способ сочетания транспортных устройств с автоматической загрузкой станка должен быть наиболее простым. Это достигается в компоновках с неподвижным (или только поворотным) столом, в которых все движения формообразования совершает инструмент.
В компоновках, где обрабатываемая деталь подвижна в двух трех направлениях, повышается время смены заготовок, усложняется программирование и снижается надежность устройств автоматической загрузки станков.
Неподвижность детали при обработке позволяет использовать в автоматической линии двусторонние станки и обрабатывать детали одновременно двумя инструментами.
Помимо условий предстоящей эксплуатации станка на выбор компоновки оказывают влияние условия проектирования и изготовления этого станка. Конечно, построение компоновки с учетом этих последних условий не должно быть сделано в ущерб основным требованиям эксплуатации станка.
Наибольший технико-экономический эффект может быть получен разработкой единой гаммы обрабатывающих центров, исключающей дублирование типажа и учитывающей важнейшие особенности потенциальных обрабатываемых деталей.
Испытанный путь экономии при создании гаммы станков - унификация и агрегатирование компоновок. Агрегатирование позволяет учесть разнообразные условия производства у заказчиков станков, создавать оптимальные компоновки при минимальной номенклатуре узлов в производстве.
