В данной статье рассмотрим основные узлы и механизмы фрезерных станков, а также их назначение. В конструкциях современных фрезерных станков много общих типовых механизмов, служащих для изменения частоты вращения шпинделя и перемещения стола, изменения направления движений, блокировки и торможения. Ниже будут рассмотрены наиболее характерные и часто применяемые из них.
Типовые механизмы коробок скоростей и подач станка
Для изменения частоты вращения шпинделя в коробках скоростей и величины минутных подач стола в коробках подач фрезерных станков, применяют типовые механизмы с подвижными блоками, со сцепными муфтами и переборы.
Самым распространенным из них является зубчатый механизм с подвижным блоком из двух или трех зубчатых колес.
На рис. 1, а приведена схема зубчатого механизма с подвижным блоком из трех зубчатых колес z4, z5 и z6. Блок установлен подвижно на валу II вдоль его оси, колеса блока могут поочередно сцепляться с зубчатыми колесами z1, z2 и z3, неподвижно закрепленными на валу I, и, таким образом, сообщать ведомому валу II три различные частоты вращения при неизменной частоте вращения ведущего вала І.
При постоянном модуле зацепления сумма зубьев сцепляемых колес должна быть постоянной. Изменение частоты вращения вала ІІ происходит потому, что при каждом из трех положений блока в передачах движений участвуют зубчатые колеса с различными числами зубьев и передач точными отношениями.
По формуле n2=n1/i можно определить все три возможные частоты вращения ведомого вала II. Однако более наглядно возможные варианты зацепления зубчатых колес можно изобразить структурной формулой (рис. 1, г), в которой с левой стороны знака равенства указывается номер вала, частота вращения которого определяется. После знака равенства записывается частота вращения ведущего вала механизма, а расходящиеся линии показывают, сколько различных вариантов передаточных отношений можно от ведущего вала передать следующему валу. На горизонтальных линиях указываются числа зубьев колес, участвующих в передачах вращательного движения между двумя рассматриваемыми валами, и их передаточное отношение.
Зубчатый механизм (рис. 1, б), колеса которого z2 и z4 являются частями двусторонней кулачковой муфты, также предназначен для изменения передаточных отношений и частоты вращения ведомого вала. Колеса z2 и z4 свободно установлены на валу II. При перемещении муфты М влево передача на вал ІІ будет осуществляться через пару z1-z2, вправо - через пару z3-z4. Но так как передаточные отношения зубчатых колес не одинаковы, то при неизменной частоте вращения ведущего вала I ведомый вал II получает две частоты вращения.
В некоторых конструкциях фрезерных станков для уменьшения частоты вращения используют зубчатый механизм, называемый перебором. Он состоит из нескольких простых передач, причем числа зубьев ведущих колес всегда меньше чисел зубьев ведомых.
В коробках подач фрезерных станков используются переборы (рис. 1, в), на ведущем валу І которых неподвижно закреплено широкое зубчатое колесо z1. От него через колесо z2 блока на валу III и колесо z4 получает вращение вал II. Если переместить блок зубчатых колес z2 и z3 влево так, чтобы колесо z3 соединилось с колесом z5, а колесо z2 не вышло из зацепления с z1, то вращение валу ІІІ будет передаваться через колеса z1-z2 и z3-z5. Но так как в последнем случае передаточное отношение передачи будет меньше, то, следовательно, вал ІІІ будет иметь меньшую частоту вращения.

Рис. 1. Типовые механизмы коробок скоростей и подач (а,б,в); варианты зацепления зубчатых колес (г)
Реверсивные механизмы фрезерного станка
Изменение направления вращения или перемещения исполнительных органов (шпинделя, стола) в фрезерных станках осуществляется за счет реверсивных механизмов, которые могут быть механическими и электрическими.
Принцип действия реверсивного механизма с промежуточным или паразитным колесом показан на рис. 2, а. Передача вращения от ведущего вала І к ведомому валу II может осуществляться через колеса z1-z0-z2 или при перемещении блока Б вправо через z3-z4. В первом случае направления вращения ведущего и ведомого валов совпадают, а во втором они вращаются в противоположную сторону.
Реверсивный механизм с коническими колесами и кулачковой муфтой (рис. 2, б) применяется для изменения направления продольного перемещения стола. При передвижении кулачковой муфты М вправо или влево изменяется направление вращения зубчатого колеса z3 и ведомого вала І при неизменном направлении вращения ведущего вала І. В этом механизме передача движений осуществляется через зубчатые колеса z1-z3 или z2-z3.
Изменение направления вращения шпинделя всех типов фрезерных станков, а также перемещение стола в поперечном и вертикальном направлениях в станках второго и третьего размера осуществляются электрическим способом путем реверсирования электродвигателей главного движения и подачи.

Рис. 2. Реверсивные механизмы станка
Механизмы переключения частоты вращения шпинделя и минутных подач
В процессе работы на станке приходится часто менять частоту вращения фрезы и скорость перемещения стола. Это осуществляется за счет изменения Положения подвижных блоков зубчатых колес при помощи самостоятельных механизмов переключения, расположенных в коробках скоростей и подач. По конструкции они могут быть различными (в зависимости от типов станков).
Блокировочные механизмы фрезерных станков
Для предотвращения одновременного включения нескольких механизмов, совместная работа которых не предусмотрена, применяют блокировочные механизмы.
На рис. 3 показана схема блокировочного механизма, который препятствует одновременному включению поперечных механических и ручных подач во фрезерных станках 1-го размера. Для включения ручного перемещения стола необходимо маховичок 5 сдвинуть в направлении, указанном стрелкой. В этом случае кулачки на торце маховичка войдут во впадины полумуфты 4, закрепленной на поперечном ходовом винте 6. При этом стержень 3 не будет препятствовать перемещению маховичка 5, так как собачка 2 располагается во внутренней вытачке 7 муфты 1. Включение механической подачи производится перемещением муфты 1, внутренние скосы которой нажимают на собачку, поворачивают ее и толкают стержень з вправо, выводя маховичок ручного перемещения 5 из зацепления с полумуфтой 4.
Кроме механических блокировочных устройств, в современных конструкциях станков широкое применение получили электрические системы блокировки, которые не позволяют включить одновременно две подачи стола или переместить его при невключенном электродвигателе главного движения.
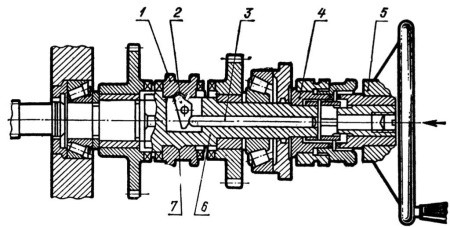
Рис. 3. Блокировочный механизм поперечной подачи фрезерного станка
Тормозные устройства фрезерного станка
Для сокращения времени на остановку шпинделя фрезерных станков после выключения электродвигателя главного движения применяют тормозные устройства. Торможение в станках может производиться механическим или электродинамическим способом. При механическом торможении используют тормозные ленты или фрикционные конические муфты.
Ленточный тормоз (рис. 4) состоит из металлической тормозной ленты 5, к внутренней стороне которой при помощи заклепок прикреплена накладка из материала, обладающего высоким коэффициентом трения. Лента размещена на шейке приводного шкива 1, а ее оба конца присоединены к двуплечему рычагу 3. Натяжение ленты осуществляется при помощи пружины 2.
Когда электродвигатель включен, ток поступает в катушку электромагнита 4. Сердечник магнита, соединенный с рычагом 3, втягивается в катушку, преодолевая сопротивление пружины, ослабляет натяжение ленты и не препятствует вращению шкива. Если электродвигатель выключен, пружина 2 поворачивает рычаг 3 в обратную сторону, натягивая ленту, а она, будучи прижатой к шкиву, тормозит его вращение.
При электродинамическом торможении в момент нажатия кнопки «стоп» в обмотку статора двигателя подается постоянный ток, создавая в статоре постоянное магнитное поле. Вследствие этого электродвигатель останавливается и автоматически отключается от электрической сети. Такой способ торможения ввиду своей простоты и надежности нашел широкое применение.
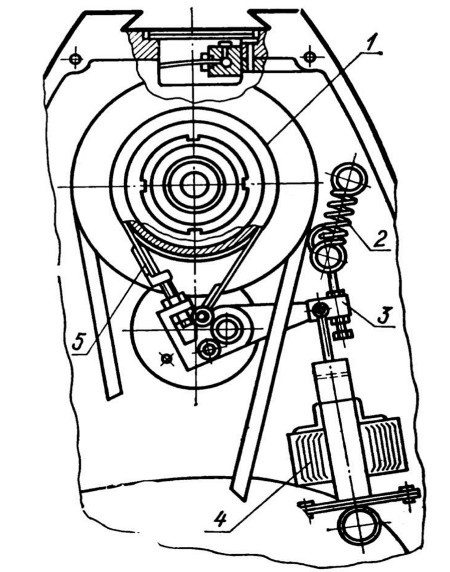
Рис. 4. Ленточный тормоз фрезерного станка
