Обрабатывающий центр Mazak Integrex - это многоцелевой станок, который гармонично сочетает в себе функции обрабатывающего центра и токарного станка с ЧПУ. Спроектирован специально для решения сложных задач на максимально высоком уровне. Станки серии Integrex обеспечивают легкость в управлении, сверхточность и высочайшую производительность.
На рис. 1 представлен общий вид токарно фрезерного обрабатывающего центра Mazak Integrex i-150, а рис. 2 демонстрирует кинематику и основные узлы станка.
Узел фрезерного шпинделя состоит из фрезерной головки (поз. 1), ее основания и механизмов приведения в движение фрезерного шпинделя, индексирования фрезерной головки, зажима, фрезерного шпинделя, фиксации фрезерной головки и зажима инструмента. Вертикальное движение шпиндельного узла по направляющим поз. 7, управляемое серводвигателем поз. 6, реализует координату Х. Координаты Y и Z реализуются поперечным движением колонны (поз. 8) по направляющим (поз. 9) и продольным движением всего фрезерного шпиндельного узла по направляющим (поз. 11) станины станка (поз. 14) соответственно.

Рис. 1. Общий вид токарно фрезерного обрабатывающего центра Mazak Integrex i-150
Так как механизмы подачи оказывают непосредственное влияние на точность обработки, они собраны и отрегулированы с особой точностью. Шарико- винтовые пары осей X, Y и Z расположены максимально близко к соответствующим направляющим для обеспечения высокоточного позиционирования. ШВП каждой из осей через муфту приводятся в движение соответствующими им серводвигателями. Обрабатывающие центры оснащены системами компенсации шага и люфта, которые при помощи программы компенсируют разницу фактической величины хода по каждой оси и данными команды устройства ЧПУ.

Рис. 2. Кинематика и основные узлы обрабатывающего центра Mazak Integrex i-150
Фрезерная головка Mazak Integrex
Фрезерная головка станка Mazak Integrex, представленная на рис. 3, может индексироваться (поворачиваться) на любой угол от -10° до 190° с шагом 0,0001 градуса. Причем возможно использовать как токарный, так и фрезерный инструмент. Смена инструмента происходит в положении Н (0°).

Рис. 3. Работа фрезерной головки обрабатывающего центра Integrex i-150
Токарный шпиндель обрабатывающего центра Mazak Integrex
Токарный шпиндель (поз. 2), реализующий ось С, приводится в движение непосредственно при помощи встроенного двигателя, который обращает энергию преобразователя переменного тока в машинную мощность без потерь механической энергии. При ручном управлении требуемая частота вращения шпинделя вводится непосредственно в устройство ЧПУ. При работе в режиме автоматического управления частота вращения шпинделя контролируется в режиме управления постоянной скоростью резания (окружная скорость). При помощи охладителя механизм охлаждения поддерживает температуру, равную комнатной. Токарный шпиндель у Mazak Integrex также охлаждается воздухом. Помимо токарных операций, ось С может использоваться и для фрезерно сверлильных операций. В этом случае направление шпинделя определяется с помощью энкодера оси С, которая может индексироваться с шагом 0,0001 градус на любой угол. Также возможно выполнять фрезерование при вращении по оси С.
Обрабатывающий центр INTEGREX i-150 (рис. 2) оснащен револьверной головкой (поз. 13), материализующей ось W и на которую могут быть установлены тиски или упорный центр.
Зажимные тиски станка Mazak Integrex
Зажимное приспособление (тиски) (рис. 4) используется для обработки длинных неподвижных деталей с поддержкой снизу консольной части. Также тиски можно использовать как отдельное зажимное устройство с перехватом детали из токарного патрона в тиски и поворачивать заготовку с шагом 90° (возможно промежуточное положение 45°) от 0° до 180° (рис. 5) посредством сервопривода. При получении команды на индексирование многопозиционные муфты и выходят из зацепления, и барабан зажимного приспособления разжимается.

Рис. 4. Зажимное приспособление обрабатывающего центра Mazak Integrex i-150
Затем серводвигатель переменного тока начинает поворачивать барабан зажимного приспособления до тех пор, пока энкодер не подтвердит, что барабан достиг нужного положения. По завершении индексирования двигатель останавливается, и барабан зажимного приспособления снова прижимается.
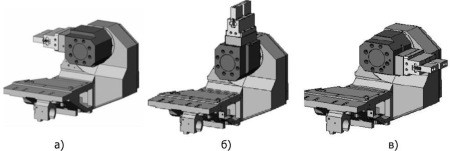
Рис. 5. Положения зажимного приспособления Mazak Integrex: а) 0°, б) 90°, в) 180°
Вместо или совместно с зажимным приспособлением на револьверную головку возможна установка упорного центра (рис. 6), который используется для обработки деталей длиной более 2-2,5 диаметра с поджимом в центральное отверстие для исключения провисания консольной части заготовки. Задний центр также приводится в движение серводвигателем переменного тока через ШВП, а усилие поджима регулируется в диапазоне от 0,3 кН до 1,2 кН. Если в процессе обработки образуется длинная стружка, возникает опасность ее накручивания на держатель и попадания на задний центр, находящийся в исходном положении. Во избежание этого следует подбирать режимы обработки таким образом, чтобы они обеспечивали разбивание стружки на части.

Рис. 6. Основные детали заднего центра Mazak Integrex: 1 – корпус заднего центра, 2 – вращающийся центр, 3 – зажимное приспособление, 4 – барабан зажимного приспособления, 5 – шарико-винтовая пара, 6 – серводвигатель переменного тока
Обрабатывающий центр модели Mazak INTEGREX i-150 в зависимости от комплектации может быть оснащен магазином инструментов на 36 или на 72 позиции. Рассмотрим принцип работы устройства автоматической смены инструмента (АСИ) для магазина на 36 позиций (рис 7 и 8). Фрезерный шпиндель (1) занимает положение смены инструмента. Механизм смены (2) берет необходимый инструмент (заранее подготовленный для смены устройством ЧПУ) в магазине (4). Шторка (5) механизма опускается в положение «открыто» и рука устройства АСИ проводит смену инструмента.
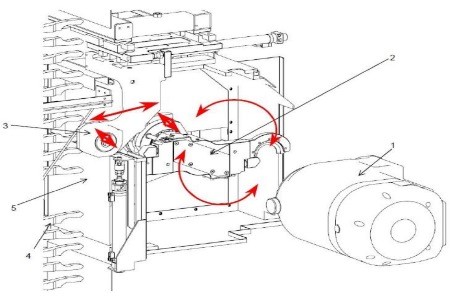
Рис. 7. Автоматическая смена инструмента на 36 позиций: 1 – фрезерный шпиндель, 2 – рука устройства АСИ, 3 – механизм смены инструмента, 4 – магазин инструментов, 5 – шторка механизма смены инструмента
Работа устройства автоматической смены инструмента выполняется за счет бегунка рольганга, который приводится в движение серводвигателем, а механизм смены инструмента работает за счет гидравлического цилиндра.
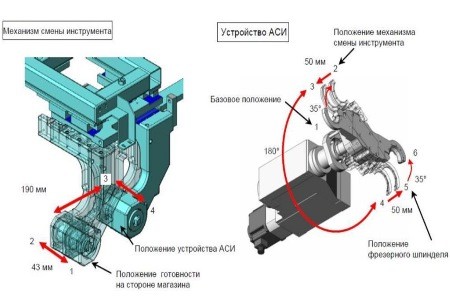
Рис. 8. Перемещение устройства автоматической смены инструмента и механизма смены инструмента (для станка с магазином на 36 инструментов)
На рис. 9. представлен внешний вид токарно-фрезерного обрабатывающего центра INTEGREX 300-IV ST, а его кинематика на рис. 10.

Рис. 9. Общий вид Mazak INTEGREX 300-IV ST
Отличие INTEGREX i-150 от INTEGREX 300-IV
Главным отличием обрабатывающего центра с чпу модели Mazak INTEGREX 300-IV ST от Mazak INTEGREX i-150, кроме увеличенного рабочего пространства и как следствие возможности обрабатывать детали большего габарита, является наличие дополнительного шпинделя (контршпиндель).

Рис. 10. Кинематика и основные узлы станка Mazak INTEGREX 300-IV ST: 1 – фрезерный шпиндельный узел, 2 – токарный шпиндель, 3 – контршпиндель, 4 – нижняя револьверная головка
Вертикальное, продольное и горизонтальное движение фрезерного шпиндельного узла (поз. 1) посредством серводвигателей и ШВП каждой оси реализует координаты X, Y и Z соответственно. Кроме того, приводные механизмы осуществляют поворот (рис. 3) и фиксацию фрезерной головки, шпинделя и инструмента.
У станков Mazak модели INTEGREX 300-IV ST вместо заднего центра установлен дополнительный токарный контршпиндель (поз. 3), который имеет возможность перемещаться в горизонтальном направлении по оси W (рис. 11). Он как и главный шпиндель (поз. 2) приводится в действие встроенным двигателем, может устанавливаться в любое угловое положение (360°) с шагом 0,0001°, а также вести фрезерование с одновременным управлением оси С2. Применение дополнительного токарного шпинделя в конструкции обрабатывающего центра расширяет его технологические возможности. Может происходить одновременная обработка двух деталей (например, обработка «главный шпиндель – фрезерный шпиндель» и «котршпиндель – револьверная головка»), так и обработка одной детали с ее перехватом из главного шпинделя в дополнительный, реализуя два установа в автоматическом режиме.
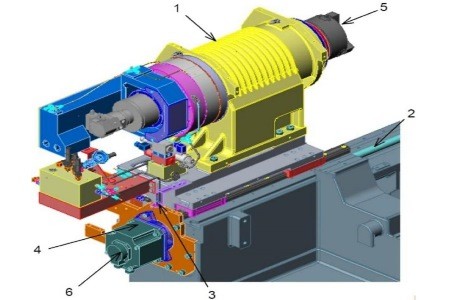
Рис. 11. Устройство оси W: 1 – контршпиндель, 2 – ШВП оси W, 3 – бесконтактный переключатель нулевой точки по оси W, 4 – серводвигатель оси W, 5 – зажимной патрон, 6 – датчик
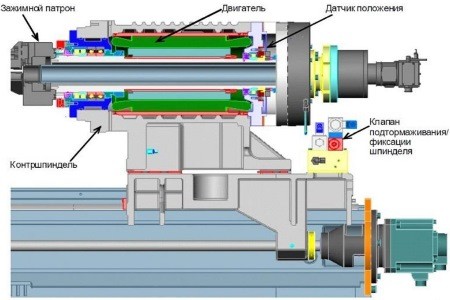
Рис. 12. Устройство контршпинделя обрабатывающего центра с чпу
Револьверная головка (поз. 4) может использоваться для обработки, как со стороны главного шпинделя, так и со стороны контршпинделя, реализуя оси Z2 и X2. На ней предусмотрено 9 поверхностей, которые служат для установки и индексирования инструмента. Вращение револьверной головки осуществляется серводвигателем, а положение контролируется с помощью датчика, установленного на двигателе. Обрабатывающий центр с чпу во время работы в режиме автоматического управления для индексирования выбранного инструмента вращает головку по кратчайшей траектории, а в ручном режиме направление выбирается по часовой стрелке (F) или против (R) (рис. 13).

Рис. 13. Револьверная головка обрабатывающего центра
Для обработки деталей большого диаметра (1500 мм и более) и веса используют токарно-карусельные станки, отличительной особенностью которых является вертикальное расположение токарного шпинделя, что снижает действие изгибающих сил, повышает точность обработки, облегчает установку и выверку заготовки.
На рис. 14 и 15 представлены общий вид, кинематика и основные узлы токарно-карусельного обрабатывающего центра Mazak INTEGREX e-1550V/10 II.

Рис. 14. Общий вид обрабатывающего центра Mazak INTEGREX e-1550V/10 II
Главное отличие токарного обрабатывающего центра с чпу Mazak INTEGREX e-1550V/10 II от фрезерного пятикоординатного станка, кинематика которого представлена в статье "Обрабатывающий центр с чпу по металлу" на рис. 6, б, является возможность работы стола в двух режимах: режим оси С и режим токарного шпинделя.
В режиме работы оси С червяк и червячное колесо входят в зацепление друг с другом (метод расщепляющего червяка), а механическая передача для токарной обработки отключается с помощью механизма переключения. В режиме работы токарного шпинделя процесс обратный.
Узнать актуальную цену Mazak INTEGREX, а также купить все дополнительные приспособления вы сможете обратившись к дилерам или напрямую на сайт производителя.

Рис. 15. Кинематика и основные узлы центра Mazak INTEGREX e-1550V/10 II
