Многообразие выполняемых на обрабатывающих центрах видов работ (операций) обусловливает необходимость применения различных инструментов, участвующих в обработке детали.
Типаж и количество потребных инструментов определяется заданными размерами, точностью и шероховатостью отверстий, пазов и других элементов обрабатываемой детали. В большинстве случаев на станках должен применяться стандартный покупной режущий инструмент - сверла, развертки, метчики, концевые, торцовые и дисковые фрезы и т. п. Хвостики этих инструментов определяются соответствующими нормативами и могут иметь различные размеры и форму. Поэтому для крепления инструмента на станке, в шпинделе, необходимо располагать достаточным количеством переходных втулок, наружная поверхность которых соответствовала бы приемному отверстию шпинделя, а внутренняя - хвостовикам применяемых покупных, нормализованных инструментов. Широкое применение покупного инструмента и соответственно переходных втулок не исключает в особых случаях использование специального инструмента (например, расточных борштанг) с хвостовиком, соответствующим приемному отверстию шпинделя станка. Устройство автоматической смены инструмента обрабатывающего центра предполагает быструю и четкую работу, что в свою очередь привело к отказу от применения шпинделей с самотормозящими приемными отверстиями с конусами Морзе.
В современных обрабатывающих центрах переходные втулки и соответственно отверстия шпинделей выполняют главным образом двух типов:
- с цилиндрическим сопряжением (рис. 1);
- с несамотормозящим конусом, например 7:24 (рис. 2).
В конструкциях первого типа промежуточные втулки или непосредственно инструмент ориентируются по цилиндрическому отверстию шпинделя, крепление происходит в радиальном направлении специальным устройством цангового типа. В осевом направлении втулки базируются по торцам. Для передачи значительных крутящих моментов используются поводки, выполненные в виде зубчатых колес с наружным зацеплением на переходной втулке и с внутренним - на шпинделе.
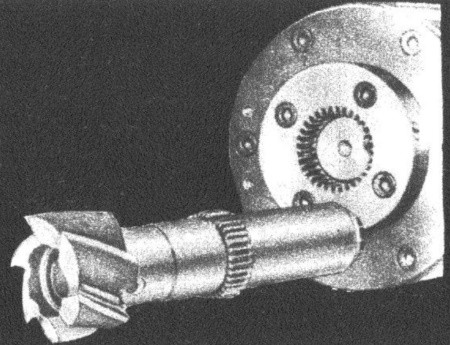
Рис. 1. Инструмент с цилиндрическим хвостовиком фирмы Forest
В конструкциях второго типа промежуточная втулка с инструментом базируется в радиальном и осевом направлениях конической поверхностью, в качестве поводка для передачи крутящих моментов используются нормализованные во фрезерных станках торцовые шпонки на шпинделях и соответствующие пазы во втулках. Специфичным для промежуточных втулок, применяемых для крепления инструмента на фрезерном станке типа обрабатывающий центр, является наличие на них элементов, предназначенных для захвата их рукой автооператора механизма автоматической смены инструмента, обычно такие элементы выполняются в виде кольцевых пазов на втулке, которые ориентируют ее в осевом направлении в руке автооператора. В радиальном направлении втулка фиксируется по внутреннему отверстию специальными пружинными или управляемыми защелками.
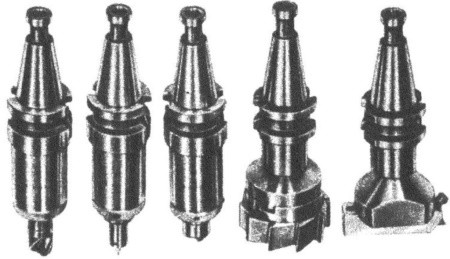
Рис. 2. Инструменты с коническим хвостовиком объединения Fritz Heckert
Обрабатывающий центр с ЧПУ имеет вариант крепления нормализованных покупных инструментов в промежуточных втулках которые осуществляется различно, соответственно их хвостовикам. Например, крепление инструментов с цилиндрическими хвостовиками (сверла, зенкеры и т. п.) производится с помощью цанговых или трехкулачковых патронов, смонтированных в промежуточных втулках или специально изготовленных для обрабатывающих центров. Инструменты с хвостовиками в виде конуса Морзе крепятся в соответствующих отверстиях промежуточных втулок. Для дополнительного зажима инструмента применяют винты (рис. 3, а).
К конструкциям механизмов крепления инструментов в шпинделях обрабатывающих центров предъявляются следующие требования:
- высокое быстродействие;
- надежность крепления инструмента на станках;
- минимальный увод оси инструмента после его закрепления.
В большинстве обрабатывающих центров инструмент в шпинделе закрепляется с помощью мощных пружин, а отжимается толкателем (шомполом) с гидро- или пневмоприводом, либо движением шпиндельной головки. Зажимное усилие пружины выбирается из условия нераскрытия стыка шпиндель - инструмент с учетом составляющих сил резания, возникающих при обработке плоскостей спиральными цилиндрическими фрезами либо при обратных цековках и др.
Имеются также конструкции механизмов крепления инструмента на станках, в которых зажим и отжим осуществляются резьбовым шомполом. К недостатку последних систем следует отнести большое время зажима, трудности отжима, а также износ резьбы. Существуют комбинированные механизмы крепления, в которых используется байонет для захвата инструмента и резьба для окончательного его зажима (рис. 3, б). Выбор схемы механизма зависит от расположения шпинделя. В случае горизонтального шпинделя инструмент после установки его в шпиндель не нуждается в предварительном закреплении, т. е. рука загрузки может без остановки продолжать цикл смены. В станках с вертикальным шпинделем рука остается под шпинделем до тех пор, пока инструмент не будет предварительно закреплен.
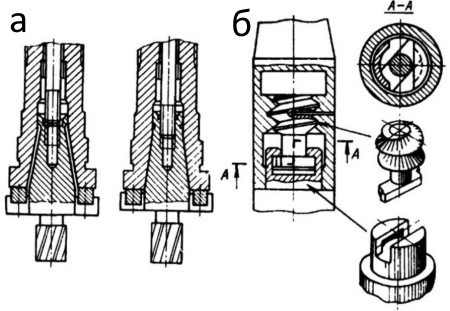
Рис. 3. Варианты крепления инструмента на станках: а - в переходных втулках с помощью винтов; б - комбинированная система зажима инструмента
Рассмотрим механизм крепления инструмента в станке модели 243ВМФ2. В отверстий шпинделя расположен шомпол 1 (рис. 4, а), на нижнем конце которого укреплена байонетная втулка 2, а на верхнем смонтирован пакет тарельчатых пружин 3, усилие которых регулируется гайками 4. Зуб планки 5, взаимодействуя с шестерней 6, закрепленной на шомполе 1, препятствует случайному провороту байонета.
В верхней части колонны 6 (рис. 4, б) крепится механизм вращения шомпола. Механизм представляет собой червячный редуктор, выходной вал 5 которого сцепляется с шомполом, когда шпиндельная головка и гильза шпинделя находятся в верхнем положении, контролируемом Микропереключателем 2, через втулку 8, штырь 7 и рычаг 1. Приводным электродвигателем механизма вращения шомпола командует микропереключатель, расположенный на механизме смены инструмента так, что приводной двигатель включается и выключается только в положении руки под шпинделем. Усилие прижима выходного вала к шомполу (величина деформации пакета пружин) настраивается гайкой 4 и контргайкой 3.
Зажим инструмента осуществляется в следующем порядке:
- гильза перемещается в крайнее верхнее положение, контролируемое микропереключателем, расположенным на шпиндельной головке;
- шпиндельная головка поднимается в верхнее положение до срабатывания микропереключателя 2; в этом положении шомпол 1 (см. рис. 4, а) упирается в торец выходного вала механизма вращения и отжимает отработавший инструмент из конуса; инструмент остается «висеть» на байонетном замке;
- при захвате рукой этого инструмента включается приводной двигатель вращения шомпола, инструмент выпадает из байонета и повисает в руке; при ходе руки вниз инструмент извлекается из шпинделя и зажимается в руке;
- после поворота руки на 180° новый инструмент подается в шпиндель; так как шомпол вращается, то зуб инструмента неизбежно западает в байонет; при дальнейшем совместном вращении ведущие выступы шпинделя западут в пазы инструмента.
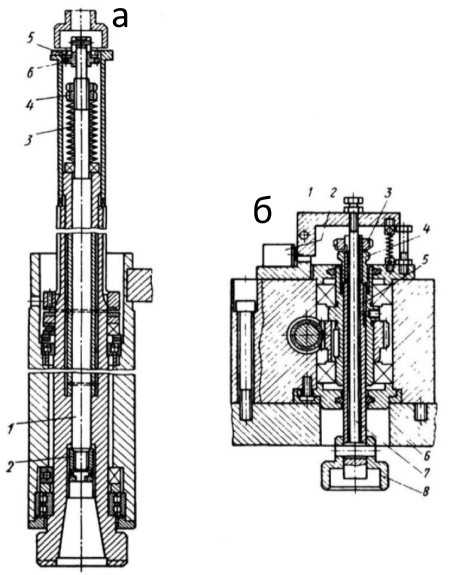
Рис. 4. Узел обрабатывающего центра 243ВМФ2 (СКБПС, г. Одесса): а - шпиндель; б - механизм вращения шомпола.
Таким образом, инструмент фиксируется в шпинделе, а шомпол, продолжая вращаться, замыкает байонетный замок и останавливается. До остановки приводного двигателя происходит проскальзывание между торцом шомпола и выходного вала 8. Рука, таким образом, достигает крайнего верхнего положения, которое контролируется микропереключателем 4 (рис. 5, а). Осевое перемещение руки 6 осуществляется рычагом 1, расположенным в поворотном корпусе автооператора механизма смены инструмента. Движение на рычаг 1 передается рейкой от шестерни 7, вращаемой от кулаков смены инструмента. Рычаг 1 разъединен от руки 6 в осевом направлении пружиной 5. Если при установке очередного инструмента в шпиндель его ведущие выступы сразу попадают в пазы инструмента, то осевое перемещение вверх рычага 1 стержня 3 и руки 6 будет синхронным, они одновременно коснутся рычага 2 и начнут его приподнимать. Микропереключатель 4 остается нажатым, т. е. цикл смены инструмента не прерывается. При попадании ведущих выступов шпинделя в поясок инструмента осевое перемещение руки 6 прекращается, а рычаг 1 продолжает перемещаться вверх, сжимая пружину 5. При этом рычаг 2 поворачивается вокруг точки Б и включает толчковое вращение шпинделя до тех пор, пока выступы шпинделя не совпадут с пазами инструмента и рука под действием пружины 5 не поднимется в крайнее верхнее положение. При этом под действием пружины 8 рычаг 2 поворачивается вокруг точки А, включает микропереключатель 4, и цикл смены инструмента продолжается.
Зажим инструментальной оправки в патроне вертикального шпинделя обрабатывающего центра (рис. 5, б) осуществляется четырьмя подвижными колодками 4, пазы которых охватывают с четырех сторон кольцевой выступ 3 оправки 1. Для зажима оправки эти колодки перемещаются по радиальным пазам в направлении центра шпинделя под действием четырех ползушек 2, которые могут перемещаться вниз, преодолевая усилия четырех пружин 7, при подаче сжатого воздуха в кольцевую полость 6. Воздух в камеру поступает через наклонное сверление в шпинделе и вмонтированный в его осевое отверстие трубопровод. Утечку воздуха предотвращают уплотнением в шпинделе и поршне. Для разжима оправки давление воздуха снимается, и ползушки 2 под действием пружин 7 скользят вверх. При движении шпинделя вверх после окончания процесса резания захват челнока механизма крепления инструмента 9 нажимает на фланец оправки и вынимает оправку из шпинделя, колодки 4 разводятся выступами оправки 1. Для передачи вращения инструментальной оправки 1 на планшайбе 8 имеется внутренняя зубчатая поверхность 5, которая контактирует с соответствующей наружной зубчатой поверхностью, нарезанной на хвостовике оправки 1.
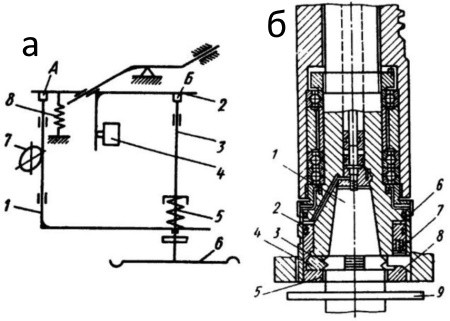
Рис. 5. Схема контроля положения инструмента в шпинделе (а); зажим инструмента в шпинделе обрабатывающего центра фирмы Giddings and Lewis (б).
Автоматический зажим инструмента в шпинделе горизонтального обрабатывающего центра 6906ВМФ2 (рис. 6) осуществляется аналогично зажиму в станке 243ВМФ2, однако конструктивно его удается выполнить проще, так как отпадает необходимость в предварительном закреплении инструмента. Здесь требуется лишь вставить инструмент в шпиндель, а затем, вращая шпиндель, добиться совпадения ведущих шпонок с пазами инструмента, после чего рука может продолжать цикл смены. При движении шпиндельной головки вверх рычаг 1, упираясь в упор колонны, поворачивается и через рычаг 2 производит перемещение шомпола 3 и гильзы 6 вправо на 10 мм. При этом сжимается пакет тарельчатых пружин 4, собачки 5 выходят из взаимодействия с нажимной втулкой 7 и инструмент правым торцом шомпола выжимается из конуса шпинделя; подходит рука и извлекает его из шпинделя. Собачки 5 при этом приподнимаются, так как на них давит грибок инструмента 8. При установке последующего инструмента его грибок захватывается собачками 5 под действием втулки 7 и пружины 9 и рука уходит. При движении шпиндельной головки вниз рычаг 1 отходит от упора колонны, шомпол под действием пакета пружин 4 смещается влево, собачки под действием скосов втулки 7 получают дополнительное радиальное смещение, полностью захватывают инструмент, и при дальнейшем осевом смещении происходит окончательная затяжка инструмента в шпинделе.
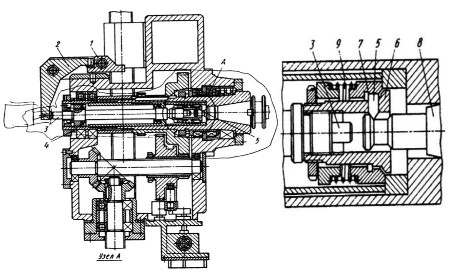
Рис. 6. Шпиндель обрабатывающего центра 6906ВМФ2 (СКБПС, г. Одесса)
На рис. 7 показано крепление инструмента в фрезерном обрабатывающем центре. Зажим инструмента производится пакетом тарельчатых пружин через шарики, а отжим - гидроцилиндром. смонтированным в шпиндельной головке; при отжиме инструмента механизм подачи шпиндельной головки не нагружается.
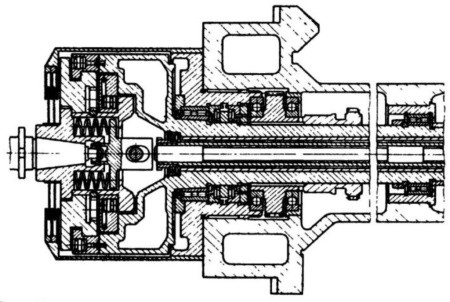
Рис. 7. Шпиндель обрабатывающего центра МС-Т (фирма Collet - Minor)
Фирма Berg (ФРГ) разработала гамму электромеханических зажимных устройств, легко встраиваемых в самые различные узлы станков. Основой силового агрегата зажимного устройства является электродвигатель и планетарный редуктор с регулируемым передаточным отношением. Приводной электродвигатель фирмы Demag снабжен системой эффективного торможения, срабатывающей в случае исчезновения напряжения. Диапазон крутящих моментов таких нормализованных устройств на вра. щающемся выходном звене в пределах 1-16 кгс/м, а в сочетании с трапецеидальной резьбой осевое усилие составляет 1-16 т с длиной хода 34 мм. На рис. 8 показан вариант встройки зажимного устройства для крепления инструмента на станке. Приводное колесо 1 планетарного редуктора (рис. 9) закреплено на валу электродвигателя. Оси сателлитов 3 закреплены в обойме 2, смонтированной на шарикоподшипниках. Первый ряд сателлитов зацепляется с эпициклическим колесом 5, а второй ряд - с эпициклическим колесом 4, связанным с выходным валом 7.
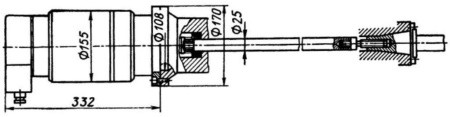
Рис. 8. Встройка зажимного устройства инструмента фирмы Berg
Величина крутящего момента, передаваемого редуктором, регулируется с помощью четырех пружин 6. Усилие пружин устанавливается поворотом кольца 8, на наружной поверхности которого имеются деления. На внутренней поверхности кольца 8 имеются спиральные поверхности, в которые упираются толкатели 9, сжимающие пружины 6, прижима втулки 10 к эпициклическому колесу 5. При возрастании нагрузки выше величины настройки пазы колеса 5 приподнимают втулки 10 и отключают электрическую цепь двигателя.
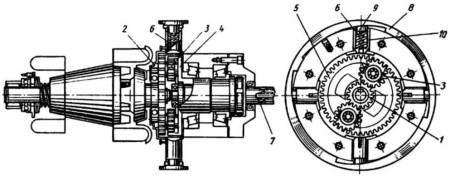
Рис. 9. Привод зажимного устройства
