Одним из условий высокого динамического качества станка является возможно более низкий уровень относительных колебаний инструмента и заготовки при его работе.
По характеру своему колебания могут быть самовозбуждающимися (автоколебаниями) и вынужденными.
В числе причин, вызывающих усиление относительных колебаний инструмента и заготовки работающего станка, можно назвать различные внешние силовые и кинематические воздействия, оказывающие при устойчивой системе вредное влияние на качество обрабатываемой поверхности и являющиеся одним из источников повышенного шума станков. К этим воздействиям относятся периодические силы из-за неуравновешенности роторов электродвигателей, шлифовальных кругов, шкивов, заготовок и т. д.; периодические силы из-за погрешностей зубчатых зацеплений (например, погрешность шага зацепления может проявиться с частотой nz/60, где n и z - соответственно число оборотов в минуту и число зубьев колеса), погрешностей и влияния ременных передач (например, с частотой поперечных вибраций ветви ремня), погрешностей зубчатых (шлицевых) и шпоночных соединений, несоосности муфт, волнистости дорожек в подшипниках качения (здесь возможны также случаи резонанса при совпадении одной из вынужденных частот с собственной частотой одного из колец Подшипника, в связи с чем важное значение имеет характер посадки подшипника в корпус и на вал и величина предварительного натяга) и т. д.
Все эти возмущения, наряду с воздействиями на фундамент станка от внешних источников (см. Устройство фундаментов под станок с ЧПУ по металлу) и изменением настройки системы станка приводят к вынужденным колебаниям, проявляющимся на поверхности детали в виде волнистости и микронеровностей. Наибольшее влияние вынужденные колебания оказывают на работу отделочных станков.
Влияние такого рода периодических и непериодических воздействий, являющихся следствием дефектов изготовления станка и в первую очередь - его привода, особенно заметно на холостом ходу станка. Поэтому уровень колебаний холостого хода станков удобно использовать для оценки качества их изготовления и сборки: при одинаковом частотном спектре колебаний холостого хода двух станков погрешности будут большими у того, амплитуды колебаний которого больше.
В настоящее время непрерывно возрастает мощность и быстроходность металлорежущих станков, с одновременным ужесточением требований к точности и шероховатости обработанных поверхностей. При этом все более существенной становится роль динамических процессов в станках. Поэтому возможность расчета колебательных явлений на стадии проектирования и анализа путей, устраняющих нежелательные колебания в металлорежущих станках, является весьма актуальной.
В станках происходят колебания двух видов:
- вынужденные колебания, причинами которых в металлорежущих станках являются периодически возникающие внешние воздействия;
- автоколебания, которые обуславливаются источниками энергии неколебательного характера, находящимися внутри системы.
При расчете динамических характеристик металлорежущих станков решаются следующие основные задачи:
- определение частот собственных колебаний системы и сравнение с частотами возмущающих воздействий;
- определение амплитуд вынужденных колебаний;
- расчет параметров переходных процессов;
- расчет амплитудно-фазовых частотных характеристик и определение форм колебаний;
- расчет устойчивости динамической системы.
Обычно расчеты производятся по следующим этапам:
- приведение реальной системы к динамической модели;
- составление уравнении движения модели (или использование типовых готовых решений);
- определение параметров системы (модели): жесткости, инерционных характеристик, демпфирования;
- решение уравнений движения (использование готовых решений).
Динамическая модель станка по металлу
Динамическая модель - это расчетная схема, с той или иной степенью достоверности отображающая динамические свойства системы. При разработке динамической модели приходится находить компромиссное решение по отношению к противоречивым требованиям - максимальной простоты и достаточной достоверности. Модель, близкая к идеальной, оказывается, как правило, слишком сложной и требует для подготовки данных и решения больших затрат времени. Динамическая модель при моделировании станка или его узла должна быть максимально простой и соответствовать реальной конструкции с достаточной для практики точностью по следующим показателям:
- статической жесткости;
- низших частотам собственных колебаний;
- амплитудам колебаний на этих частотах.
Основные виды динамических моделей (в порядке возрастания сложности):
- с дискретными (сосредоточенными) параметрами. Дискретная модель представляется в форме линейной системы со многими степенями свободы, состоящей из сосредоточенных масс, связанных между собой упругими и диссипативными элементами. Простые дискретные модели (с числом масс не более 2 - 4) используют для оценочных расчетов механизмов приводов, деталей типа балок, несущих систем и т.д.;
- с распределенными параметрами. Модель с распределенными параметрами применяют, в частности, для уточненных расчетов деталей типа балок, валов, шпинделей, несущих систем.;
- на базе метода конечных элементов (МКЭ). Модель на базе метода конечных элементов является наиболее достоверной, но и трудоемкой. При использовании МКЭ система разбивается на множество конечных элементов, имеющих стандартное описание. Решение осуществляется с помощью персональных компьютеров. Применяют такие модели для уточненных расчетов характеристик несущих систем и станков в целом.
При подготовке расчетной модели необходимо определить исходные параметры ее элементов: инерционность, жесткость, демпфирование, силы трения, люфты в связях и т.д.
Вынужденные колебания станка и пути их устранения
Основными источниками, обуславливающими вынужденные колебания в станках, являются:
- периодические силы от неуравновешенности вращающихся деталей;
- периодические силы от погрешностей зубчатых зацеплений и передач других видов;
- периодические силы, возникающие в процессе резания;
- периодические возмущения, передаваемые фундаменту через грунт от посторонних источников.
Влияние источников вынужденных колебаний станков наиболее опасно при значительных амплитудах воздействий, а также при малых амплитудах, но при совпадении или близости частот воздействия с частотами собственных колебаний С (явлении резонанса). Моделирование вынужденных колебаний станков фрезерной, токарной и других групп в настоящее время проводят на персональных компьютерах с помощью специальных программ.
Мероприятия по снижению интенсивности вынужденных колебаний станков по металлу делятся на три основные группы:
- Уменьшение интенсивности воздействия источника колебаний (снижение его виброактивности). В эту группу входят умөньшение величин неуравновешенности вращающихся деталей при помощи балансировки, повышение точности изготовления передач, применение двигателей с пониженным уровнем вибраций, использование режущего инструмента с винтовыми зубьями и т.д. Сюда же можно отнести изменение режимов резания (частот вращения шпинделя) для предотвращения явления резонанса.
- Установка между источником колебаний и объектом дополнительной защитной системы (виброизоляции). Эффект виброизоляции основан на частотных свойствах системы. В качестве примера здесь можно привести установқу станка на виброизолирующие опоры, снижающие интенсивность воздействий от посторонних источников колебаний.
- Присоединение к объекту дополнительных устройств, изменяющих характер его колебаний. Такими устройствами являются динамические гасители, поглотители колебаний, демпферы.
Автоколебания при резании на станках по металлу
Автоколебания при резании возникают вследствие наличия определенных свойств (нелинейных характеристик) замкнутой системы станок-инструмент-деталь. Одним из объяснений физического смысла возникновения автоколебаний при резании лезвийным инструментом (точений, фрезеровании) является запаздывание изменения силы резания от изменения толщины срезаемого слоя и запаздывание изменения силы трения стружки о режущий инструмент от изменения силы резания. При определенных сочетаниях параметров станка и процесса резания происходит потеря устойчивости системы, приводящая к ее раскачке и следовательно, к некачественной обработке поверхности, а в пределе - к поломке инструмента или станка.
Устойчивость процесса резания лезвийным инструментом определяется следующими группами параметров:
- Параметрами упругой системы металлорежущего станка: жесткостью, частотой собственных колебаний, демпфированием.
- Геометрическими параметрами режущего инструмента: главным углом в плане, задним углом и т.д.
- Свойствами обрабатываемого материала: коэффициентом трения стружки о резец, величинами запаздывания, коэффициента или сопротивления и усадки.
- Технологическими параметрами процесса резания: скоростью, глубиной резания, подачей.
На базе теории разработана методика расчета, позволяющая на стадии проектирования станков построить области, устойчивости при точении одним резцом и фрезеровании для различных сочетаний указанных параметров и, таким образом, оценить возможности создаваемого станка с точки зрения производительности и ее ограничений по критерию виброустойчивости. Расчеты могут быть произведены как вручную, так и с помощью электронных систем.
Исследование колебаний станков на холостом ходу
С целью разработки отраслевой нормали допустимых колебаний станков на холостом ходу в ЭНИМСе под руководством В. А. Кудинова и Т. С. Воробьевой велась, начиная с 1960 г., работа по исследованию колебаний холостого хода.
Нормы явились результатом статистической обработки данных измерения уровня колебаний холостого хода станков, удовлетворительно прошедших испытания на точность, жесткость и виброустойчивость.
Наибольший интерес представляют измерения относительных колебаний инструмента и заготовки, как непосредственно влияющих на точность обработки, и изучение влияния разного рода возмущений на уровень этих колебаний.
Так как изучению в данном случае подлежат возмущения, вызываемые дефектами станка или его узлов, то какие-либо иные возмущения (например, передаваемые через фундамент) должны иметь значительно более низкий уровень. В некоторых случаях после соответствующей проверки размаха колебаний фундамента можно ввести дополнительную виброизоляцию станка. Для станков нормальной точности такой виброизоляции обычно не требуется.
Так как колебания измеряют при работающем на разных числах оборотов в минуту станке, большое влияние на показания приборов оказывает биение оправки, укрепляемой в конусном отверстии шпинделя станка и выполняющей роль заготовки. ЭНИМС рекомендует использовать при исследовании токарных станков специальную регулируемую оправку с биением не более 5 мкм, при исследований шлифовальных станков - оправку с доведенными центрами и отбалансированным хомутиком.
Относительные колебания оправки измеряют, как правило, при помощи головки виброщупа К61-А или индукционного датчика ЛДС-13, которые устанавливают и закрепляют в резцедержателе (в случае исследования токарного станка) или на столе (если исследуется круглошлифовальный станок). Игла датчика (рис. 1) через прокладку из алюминиевой или латунной фольги толщиной в несколько сотых миллиметра касается цилиндрической шейки вращающейся оправки. Прокладка уменьшает износ иглы датчика, а наносимая на поверхность оправки графитовая смазка предотвращает быстрое протирание прокладок. Ни прокладка, ни смазка существенных искажений в характер записанных кривых не вносят. При исследовании круглошлифовальных станков дополнительно измеряют относительные колебания стола и шлифовальной бабки. При измерении вибро щупом сигнал от него поступает через усилитель на шлейфовый осциллограф, где фиксируется на пленку. Полученные кривые часто имеют негармонический характер, и возбудитель вынужденных колебаний удается выявить лишь последовательным отключением различных элементов привода или изменением характера их влияния с одновременным фиксированием на пленку и анализом полученных таким способом результатов.
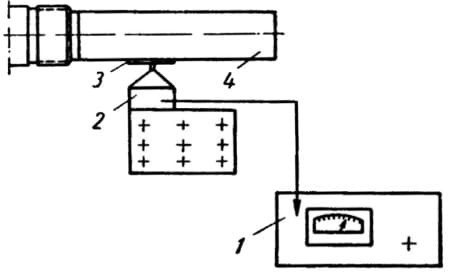
Рис. 1. Схема измерения уровня относительных колебаний заготовки на холостом ходу: 1 - прибор AB-1 (или ИВ-2); 2 - Индукционный датчик ЛДС-13; 3 - прокладка из фольги; 4 - оправка
На рис. 2 приведены осциллограммы, показывающие влияние на уровень относительных колебаний токарного станка колебаний электродвигателя при разном натяжении приводных ремней. Хорошо видно, Что если при нормальном натяжении ремней уровень относительных колебаний почти такой же, как и при отсутствии ремней, то сильное их натяжение приводит к резкому (в 3-4 раза) возрастанию амплитуды этих колебаний, причем несколько меняется и их частота.
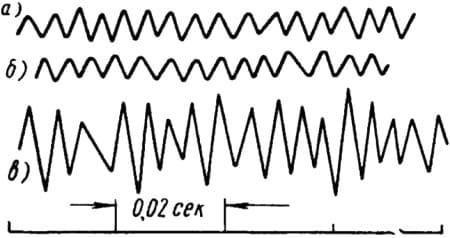
Рис. 2. Осциллограммы относительных колебаний инструмента и заготовки токарно-винторезного станка 1К62: а - при снятых приводных ремнях; б - при нормальном натяжении приводных ремней; в - при сильном натяжении приводных ремней
Удобен для измерения относительных колебаний и разработанный В ЭНИМС Индукционный датчик ЛДС-13 (рис. 3). Корпус датчика, представляющий собой стальной цилиндр 7 диаметром 50 и длиной 110 мм, закрепляется на суппорте или столе станка. Игла 9 датчика при помощи винта 8 связана с двумя катушками 6, подвешенными на плоских круглых пружинах 1 с дугообразными вырезами. Катушки 6 при нажатии на иглу перемещаются в кольцевых зазорах, образованных изнутри полюсными наконечниками 2 постоянного магнита 3, запрессованного в центре датчика в силуминовой втулке 4, и снаружи - полюсами 5, концентричными полюсным наконечникам. Катушки соединены последовательно навстречу друг другу, и концы их выведены из корпуса. При перемещениях катушек в кольцевых зазорах в них появляется ток, напряжение которого пропорционально скорости перемещений. Индукционный датчик, являясь генераторным довольно мощным датчиком, не требует специального усилителя, как проволочные датчики, что особенно ценно при работе в цехе.
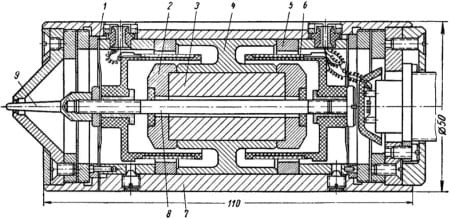
Рис. 3. Индукционный датчик ЛДС-13 (конструкции ЭНИМС) для измерения относительных перемещений
Датчик ЛДС-13 может работать в комплекте с электронным прибором AB-1 (конструкции ЭНИМСа) для анализа вибраций. В схеме прибора имеется интегрирующая ячейка, что дает возможность по величине отклонения стрелки микроамперметра прибора определять непосредственно амплитуду какой-либо составляющей относительного колебания. Анализатор достаточно портативен и удобен для быстрого проведения анализа сложного колебания с определением уровней отдельных частотных составляющих по показаниям стрелочного прибора. При одинаковом уровне составляющих сложного колебания прибор позволяет выделить колебания, отличающиеся по частоте на 5%.
На рис. 4. приведен примерный вид частотного спектра колебаний холостого хода токарного станка 1К62, построенного при помощи прибора AB-1. Частотный спектр колебаний холостого хода определяется в основном наиболее мощными возбудителями и собственными колебаниями упругих элементов системы. Для контроля качества изготовления станка ЭНИМС предложил нормировать уровень колебаний холостого хода по частотным диапазонам.
В основе этого предложения лежат разработанные В. А. Кудиновым теоретические положения о связи между динамической погрешностью обработки при внешнем силовом или кинематическом воздействии и амплитудой относительных колебаний инструмента и заготовки на холостом ходу Аx.x.
Согласно этим положениям амплитуды Аx.x вынужденных относительных колебаний холостого хода при резании увеличиваются, если длина радиуса-вектора Азн амплитудно-фазовой характеристики разомкнутой системы для их частот меньше единицы (рис. 4), и тем сильнее, чем ближе частоты этих колебаний к собственным частотам неустойчивых форм колебаний системы и чем меньше устойчивость системы. Амплитуды Аx.z относительных колебаний с частотами, для которых величина коэффициента Азн>1, наоборот, уменьшаются.
Обычно амплитуда колебания, кратного числу оборотов шпинделя при холостом ходе значительно больше амплитуды колебаний неустойчивой формы. При обработке же на повышенных режимах резания увеличивается амплитуда колебаний неустойчивой формы вплоть до возникновения автоколебаний. Амплитуда колебаний неустойчивой формы при этом может значительно превысить амплитуду более низкочастотных колебаний.
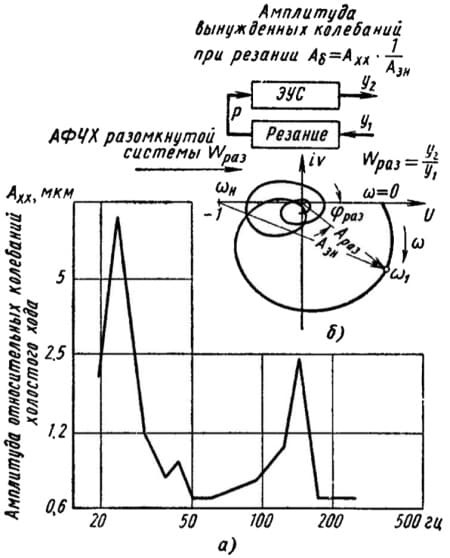
Рис. 4. Частотный спектр колебаний холостого хода эталонного станка 1К62 [nшп=1250 об/мин; биение оправки 0,010 мм (а); определение амплитуды вынужденных колебаний при резании (б)]
Из сказанного выше видно, во-первых, то, что для разных моделей станков очень важно определять собственные частоты неустойчивых форм колебаний (например, при испытаниях на виброустойчивость резанием), а во-вторых, то, что нормы по уровню колебаний на холостом ходу для составляющих, частоты которых в спектре лежат ближе к частотам возможных в системе автоколебаний, должны быть более жесткими, чем для других частотных диапазонов, т. е. нормирование должно проводиться дифференцированно, по частотным диапазонам.
Для возможности быстрой проверки уровня колебаний холостого хода станков по частотным диапазонам в ЭНИМС был разработан электронный прибор-измеритель вибраций ИВ-2 для работы с датчиком ЛДС-13. Прибор ИВ-2 при помощи переключателя настраивается на пропускание заданного диапазона частот; при этом частоты, лежащие вне этого диапазона, ослабляются. Как и анализатор АВ-1, прибор ИВ-2 имеет интегрирующую ячейку и поэтому позволяет непосредственно по показаниям микроамперметра определять среднее значение амплитуд относительных колебаний в микрометрах в заданном диапазоне частот.
Из спектра относительных колебаний холостого хода видно, что очень высокие пики колебаний наблюдаются и на частотах, сравнительно далеких от опасных (в смысле усиления колебаний при резаний) частот. Среди этих пиков, как правило, наибольшим по высоте является пик на частоте, определяемой числом оборотов электродвигателя (при nэ=1500 об/мин - 25 гц). Даже при ослаблении уровня этих колебаний, которое произойдет при резании, амплитуда их может оказаться недопустимо большой. Поэтому ЭНИМС предложил дополнительно измерять и нормировать уровень колебаний наиболее вероятных и мощных источников внешних возмущений и, в частности, уровень колебаний узла электродвигателя.
Найдя соответствие между уровнем абсолютных колебаний электродвигателя и реакцией системы на эти колебания - в виде повышения уровня относительных колебаний инструмента и заготовки (своего рода коэффициент передачи) - для проверяемых станков, можно проверять и нормировать непосредственно колебания самого электродвигателя еще до установки его на станок.
Для измерения колебаний электродвигателя можно пользоваться сейсмическим индукционным датчиком ЛДС-13С, построенным на базе датчика ЛДС-13. После сравнительно несложной реконструкции (которая сводится к удалению иглы, увеличению податливости пружин 1 (см. рис. 3), увеличению массы, подвешенной на этих пружинах, и изменению наконечника корпуса) датчик ЛДС-13С в комплекте с теми же регистрирующими приборами дал возможность сравнительно просто измерять уровень абсолютных колебаний в интересующих нас точках.
В качестве примера использования описанных выше приборов приведем некоторые данные о колебаниях электродвигателей и их влиянии на уровень относительных колебаний в зоне обработки, полученные В ЭНИМСе при проверках круглошлифовальных станков 3110М.
Электродвигатель, являясь одним из наиболее вероятных источников возмущений, совершает колебания в горизонтальной и вертикальной плоскостях, причем первые по величине - наибольшие и достигают 6-15 мкм, а в отдельных случаях 25 мкм (без ременной передачи). В спектре колебаний электродвигателя особенно выделяются составляющие на частоте, равной числу его оборотов (основная составляющая из-за неуравновешенности ротора), и на частоте 100 гц (из-за несимметричности электромагнитного поля). Ременная передача обычно повышает уровень колебаний электродвигателя на 20-30% в направлении передачи. Исследования круглошлифовальных станков, проведенные в ЭНИМСе, показали, что колебания электродвигателя сильно влияют на уровень относительных колебаний между столом и корпусом шлифовальной бабки. Величины колебаний находятся в вероятностной зависимости (рис. 5). Это указывает на наличие явно выраженной положительной корреляции между измеряемыми величинами.
Исследования большого количества станков, проведенные ЭНИМСом при помощи этих приборов, подтвердили основные теоретические положения, лежащие в основе работы по изучению колебаний холостого хода станков. У всех без исключения станков, у которых наблюдался повышенный уровень колебаний на холостом ходу и особенно на частотах, близких к частотам собственных неустойчивых форм колебаний станка, виброустойчивость при резании оказалась пониженной; однако не все станки, удовлетворительно прошедшие испытания по уровню колебаний холостого хода, оказывались достаточно виброустойчивыми при резании. Это не только подтверждает необходимость проведения таких испытаний для каждого станка с целью более полной оценки качества его изготовления и сборки, но и одновременно доказывает, что испытания на холостом ходу ни в коей мере не исключают проведение испытаний на виброустойчивость станков (резанием или по АФЧХ).
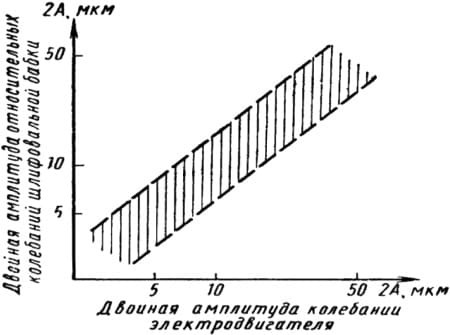
Рис. 5. Зависимость относительных колебаний шлифовальной бабки станка 3110М от уровня колебаний электродвигателя (по данным ЭНИМСа)
