На обрабатывающие центры с ЧПУ могут быть установлены следующие виды инструментальных головок, смена которых осуществляется автоматически от устройства числового управления:
- многоинструментальные и одноинструментальные головки с осью инструментов, параллельной оси шпинделя;
- угловые головки с фиксированным или изменяемым положением оси инструмента относительно оси шпинделя;
- плансуппортные головки;
- головки специального назначения.
Большинство сложных инструментальных головок имеют значительные габариты и вес, требуют жесткого крепления их на станке. Для базирования корпуса головки на торце шпиндельной бабки станка применяют прямолинейные направляющие и фиксаторы, а также цилиндрические и конические посадочные элементы. Закрепление головок осуществляется в четырех точках с помощью гидроцилиндров.
Хранение и смена инструментальных головок
Простейшим способом хранения и смены головок является использование инструментального магазина и автооператора обрабатывающего центра (см. Смена инструментов с помощью автооператоров). При этом практически не требуется никакого дополнительного оборудования, достигается универсальность и гибкость смены. Следует лишь обеспечить для многошпиндельных оправок подачу их в шпиндель в строго ориентированном положении по отношению к шпиндельной бабке станка. Этот способ оправдан при использовании небольших инструментальных головок, т. к. при значительных габаритах головок из-за перекрытий не используются соседние гнезда магазина, а из-за значительного веса перегружается барабан или цепь (особенно при горизонтальных осях оправок), возникают большие переменные по величине и направлению нагрузки на привод магазина и его отдельные элементы.
С учетом отмеченных недостатков, а также того обстоятельства, что сменные головки нужны для обработки ограниченного числа поверхностей, а большинство операций выполняются одиночными инструментами, целесообразно все сменные головки размещать неподвижно и независимо от основного магазина. Когда же возникает потребность в соответствующей головке, тем или иным способом ее подают на станок. Такая смена головок в настоящее время наиболее широко применяется на обрабатывающих центрах. Одним из простейших способов хранения и смены инструментальных головок является установка рядом со стойкой горизонтального обрабатывающего центра двухместного магазина с двумя позициями хранения головок, размещенным друг над другом. Подача головок на смену осуществляется по горизонтальным направляющим с помощью гидроцилиндров. При этом шпиндельная бабка подводится по вертикальным направляющим до совмещения с соответствующей головкой. Головка передвигается до совмещения осей оправки с осью шпинделя, после чего происходит ее фиксация и закрепление. Для соединения оправки со шпинделем он подается в осевом направлении. После окончания обработки головка возвращается на свободную позицию магазина, а для использования второй оправки шпиндельную бабку надо сместить к другой позиции магазина.
Для вращения шпинделей сменных головок используют либо основной шпиндель станка, либо отдельный шпиндель с приводом повышенной мощности.
Основная часть обработки сложных деталей осуществляется одиночными инструментами, размещенными в основном магазине обрабатывающих центров. Поэтому нашел применение способ хранения сменных головок в более простых однорядных магазинах головок (рис. 1), хотя такой способ и приводит к некоторому возрастанию времени автоматической смены. При этом инструментальный магазин имеет вид отдельной станины, на которой размещены в один ряд подставки с поворотными плитами П с установленными на них сменными головками СГ. Вдоль магазина по направляющим перемещается каретка К, предназначенная для транспортирования головок к шпиндельной бабке ШБ станка и возврата их в магазин. По команде на подачу необходимой сменной головки каретка смещается к соответствующей позиции магазина и на нее опускается нужная головка, предварительно повернутая с плитой в вертикальное положение. После фиксации и закрепления корпуса головки с кареткой она перемещается по направляющим к своему приводному шпинделю станка. Здесь головка закрепляется на станке, ее вал сцепляется со шпинделем, а каретка удаляется из рабочей зоны. После завершения обработки головка с помощью каретки возвращается на свободную позицию магазина, а вместо нее при необходимости на станок подается к шпиндельной бабке другая головка.
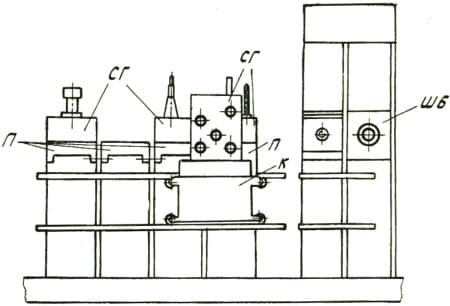
Рис. 1. Хранение сменных инструментальных головок в однорядном магазине
Из других компоновок магазинов сменных головок часто применяется особенно в тяжелых обрабатывающих центрах конструкция, выполненная в виде стойки или шкафа с полками или ячейками для инструментальных головок самого различного назначения. В связи с большой массой каждой головки, они извлекаются из магазина посредством поступательного перемещения горизонтально-подвижного ползуна или шпиндельной бабки. При этом стойка станка подается по своим горизонтальным направляющим к соответствующей позиции магазина. Шпиндельная бабка занимает положение на уровне нужной ячейки, выдвигается ползун и осуществляется надежное соединение корпуса головки с ползуном, а шпинделя станка с ведущим валом сменной головки. Затем ползун, вдвигаясь, извлекает головку из магазина, после чего стойка передвигается к столу станка, на котором закреплена обрабатываемая деталь. Как правило, вся конструкция магазина надежно закрыта корпусом от загрязнения посадочных мест и механизмов и закрыта со стороны зоны извлечения и возврата инструментальных головок подвижными дверями или щитками. Открытие магазина происходит автоматически от устройства ЧПУ при подходе стойки станка в позицию смены головок и после завершения смены также автоматически осуществляется закрытие магазина.
