У фрезерных станков с цикловым программным управлением программа содержит информацию только о последовательности включения рабочих органов, скоростях и направлениях их движения. Перемещения же рабочих органов определяются системой настраиваемых упоров, располагаемых на специальных линейках, параллельных направлениям движения соответствующих движущихся элементов станка. Цикловые системы программного управления достаточно просты в эксплуатации, однако по сравнению с числовыми системами они обладают меньшими технологическими возможностями, требуют больших затрат времени на переналадку. Программа у фрезерных станков с цикловым программным управлением задается с помощью штепсельного (или шпоночного) коммутатора и системы упоров. Штекерная наборная панель коммутатора обычно выполняется в виде барабана (рис. 1).
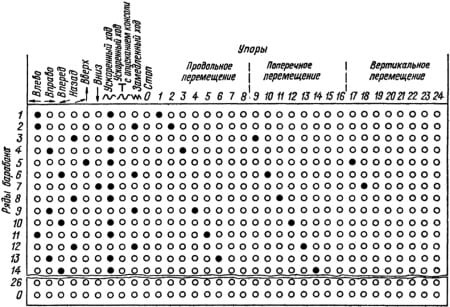
Рис. 1. Развертка штекерного барабана системы циклового управления фрезерным станком
Первые гнезда барабана предназначены для программирования направления и скорости движения рабочих органов станка. Остальные гнезда каждого ряда (от 1 до 24) служат для задания команд на включение продольного, поперечного или вертикального перемещения стола, салазок, консоли. Система управления позволяет программировать в каждом элементе цикла одно из трех возможных движений. Поэтому на станках рассматриваемого типа можно программировать обработку поверхностей деталей, располагаемых параллельно движениям станка, т. е. деталей прямоугольной формы.
Основным документом для составления программы является эскиз обрабатываемой детали (рис. 2, а), на котором указывается исходная точка. С этой точкой совмещается центр фрезы перед началом работы станка по программе. По эскизу устанавливают направления и величины перемещений элементов станка, характер движения на отдельных участках цикла (ускоренный или рабочий ход). Это позволяет составить цикл движения заготовки (рис. 2, б), наметить схему расстановки упоров, определяющих величины перемещений элементов станка по соответствующим направлениям - продольному, поперечному, вертикальному.
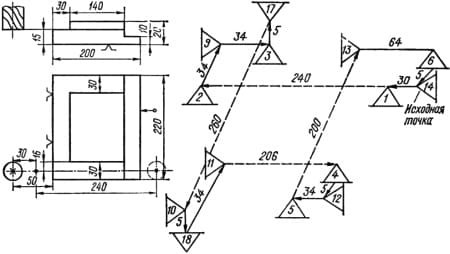
Рис. 2. Программирование обработки детали на фрезерном станке с цикловым программным управлением: а - эскиз детали; б - цикл обработки и схема расстановки упоров
Наладка фрезерного станка на работу по составленному циклу заключается в расстановке штекеров в рядах барабана (см. рис. 1) и установке упоров на соответствующих линейках станка.
В рассматриваемом примере при включении станка расставленным в первом ряду барабана штекерам (на рис. 1 закрашенные окружности) будут выданы команды приводу на ускоренный ход стола влево, т. е. на продольное перемещение. При этом ограничение хода длиной 30 мм (рис. 2) осуществляется упором 1 линейки упоров продольного перемещения (см. рис. 1). При наладке станка этот упор закрепляется по линейке упоров на соответствующем расстоянии относительно контакта первого микровыключателя блока управления приводом продольного перемещения. При перемещении стола в продольном направлении (от исходного положения на расстояние 30 мм) упор после воздействия на контакт микровыключателя выдаст команду на останов стола и одновременно на поворот штекерного барабана на один угловой шаг. Работа станка будет продолжена уже в соответствии с командами второго ряда штекерного барабана (см. рис. 1 и 2), т. е. произойдет продольное перемещение стола влево на замедленной (рабочей) подаче на расстояние 240 мм. При этом отключение привода продольного перемещения в конце хода стола осуществляется предварительно настроенным упором 2 (на линейке продольного хода), который взаимодействует с контактом второго микровыключателя блока управления приводом продольного перемещения.
Расстановка штекеров третьего ряда барабана обеспечивает включение привода поперечной подачи и ускоренный ход. Команду на останов поперечного перемещения (в положении 34 мм от исходного) выдает настроенный упор 9 (на линейке поперечного перемещения) и соответствующий микровыключатель блока управления приводом этого перемещения (см. рис. 2). Всего в каждом виде движения может быть запрограммировано восемь ходов - по количеству программных упоров на каждой линейке и соответственно микровыключателей блоков управления приводами.
