Анализ мирового выпуска обрабатывающих центров, с учетом ценности получаемой информации о компоновке по ее новизне, конкурентоспособности и удельному весу в выпуске, представляется трудоемкой и малоосуществимой задачей. Получение информации методом малых выборок исключается из-за отсутствия критериев формирования этих выборок, в частности данных об объеме выпуска обрабатывающих центров.
Поэтому был использован метод естественного представительства выборки, формируемой специалистами при организации выставок и симпозиумов. С большой вероятностью можно допустить, что участники и организаторы выставок и симпозиумов формируют представительство именно из тех соображений, которые определяют наибольшую информативную ценность при статистическом анализе тенденций развития современного станкостроения.
Для анализа использовались материалы, собранные за последние десять лет международных и европейских выставок, выставок и симпозиумов, проведенных в СССР. При этом по аналогии с методом анализа событий-предвестников, принятым в прогностике, компоновки обрабатывающих центров учитывались только один раз, в год поступления первой информации о них. Всего было проанализировано 230 обрабатывающих центров горизонтального исполнения и 200 станков вертикального исполнения, т.е. практически все хорошо известные на мировом рынке станки этого класса. Полученная информация использовалась для определения тенденции применяемости компоновок обрабатывающих центров (рис. 1) и определения связи между размерными и компоновочными характеристиками обрабатывающих центров (рис. 2).
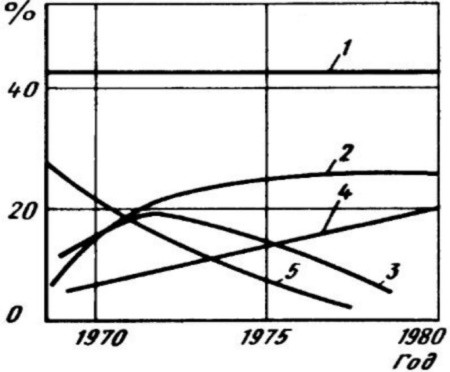
Рис. 1. Применяемость обрабатывающих центров по годам: 1 - с неподвижной стойкой и крестово-подвижным столом; 2 - с поперечно-подвижной стойкой и продольно-подвижным столом; 3 - с продольно-подвижной стойкой и поперечно-подвижным столом; 4 - с крестово-подвижной стойкой; 5 - с неподвижной стойкой, с крестово-подвижным шпинделем на стойке и подвижным столом
Представительность компоновок обрабатывающих центров по годам показывает отсутствие статистического равновесия в применимости ряда компоновок, и наблюдается тенденция к увеличению или уменьшению их применяемости, за исключением компоновок обрабатывающих центров (см. кривые 1, 2, рис. 1), применяемость которых стабилизировалась. Относительная представительность компоновок центров в зависимости от ширины рабочей части стола показывает в некоторых случаях существенную вероятностную зависимость применимости той или иной компоновки от размера B обрабатывающего центра.
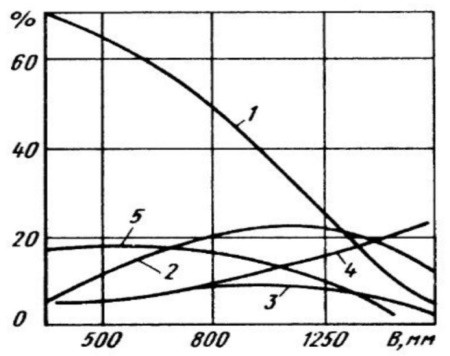
Рис. 2. Применяемость обрабатывающих центров различных компоновок в зависимости от В (позиции 1...5, как на рис. 1)
Были также проанализированы некоторые основные характеристики, определяющие особенности установочной части обрабатывающих центров, которые рассматривались отдельно для станков горизонтального и вертикального исполнений. Установочная часть характеризуется формой рабочего пространства (ФРП), представляющую область, ограниченную наибольшими размерами обрабатываемых деталей на обрабатывающих центрах.
На рис. 3 показана классификация форм координатного пространства (ФКП), образованная сочетанием координатных перемещений, где величина поперечного хода, оказывающая наибольшее влияние на размеры узлов станка, принята за единицу. Продольное и вертикальное перемещения выражены в относительных единицах. Возможные соотношения размеров прямоугольных ФКП описываются совокупностью условных форм координатного пространства (УФКП), примыкающих друг к другу. Границы форм установлены с учетом стандартных геометрических рядов, принятых в станкостроении.
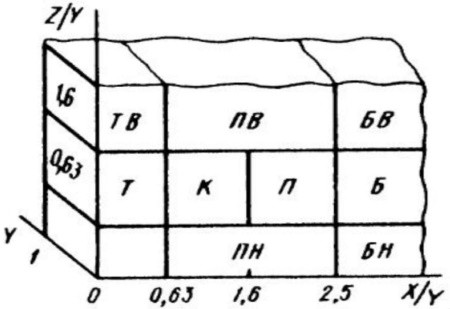
Рис. 3. Классификация условных форм координатного пространства установочной части обрабатывающего центра: Т - торец; ТВ - высокий торец; К - куб; П - призма; ПН - низкая призма: ПВ - высокая призма; Б - брус; БH - брус низкий; БB - брус высокий
На рис. 4 и 5 представлены в относительных величинах зависимости L = f(В), Н = f(В) и гистограммы распределения обрабатывающих центров по параметру в отдельно для станков горизонтального и вертикального исполнений. Анализ полученных результатов позволяет сделать следующие выводы. Во-первых, подавляющее число обрабатывающих центров горизонтального исполнения имеет В от 400 до 1250 мм, а вертикального от 320 до 1000 мм. Во-вторых, для станков горизонтального исполнения в основном приняты размеры с соотношениями L/B не более 1,4, и лишь для столов с В > 1000 мм становится заметно резкое увеличение длины. Учитывается также возможность обеспечения обработки корпусных деталей на обрабатывающих центрах с высотой равной ширине рабочей поверхности стола. В-третьих, столы станков вертикального исполнения отличаются от горизонтального большей длиной и размерами Н; однако характер их изменения одинаков - с уменьшением в размеры L и Н увеличиваются.

Рис. 4. Размеры форм рабочего пространства и гистограмма распределения обрабатывающих центров (%) горизонтального исполнения
Корпусные детали, обрабатываемые на обрабатывающих центров, можно рассматривать как параллелепипед, у которого обрабатывают от одной до шести сторон; при этом имеется в виду параллелепипед, который может иметь самые различные выступы. Иными словами, корпусная деталь представляется как сочетание элементарных геометрических поверхностей.
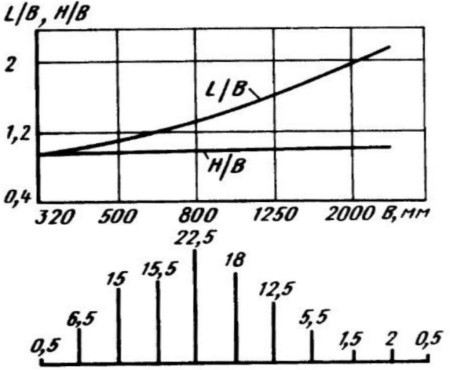
Рис. 5. Размеры форм рабочего пространства и гистограмма распределения обрабатывающих центров (%) вертикального исполнения
Для систематизации большого разнообразия корпусных деталей воспользуемся анализом ФКП. Приведенную выше классификацию УФКП можно использовать для обрабатываемых деталей (условные формы деталей - УФД), обозначив соответственно: Tд, Kд, Пд, Бд, ТВд, ПВд, БВд, ПНд, БНд.
Для установления соответствия компоновок обрабатывающих центров и их размерных характеристик в зависимости от УФД воспользуемся полученными выше материалами статистического анализа по применяемости станков и результатами статистического анализа УФКП от исполнения MC (24), приведенными в таблицу на рис. 6.
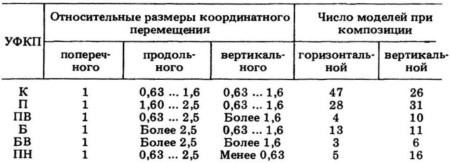
Рис. 6. Статистический анализ УФКП в зависимости от исполнения обрабатывающих центров
Число обрабатываемых сторон призматических деталей на обрабатывающих центрах устанавливает исполнение станка по расположению шпинделя. Если их больше единицы (рис. 7), то для обработки деталей, УФД которых Кд, следует использовать обрабатывающие центры с горизонтальным расположением шпинделя. Для обработки деталей Кд станки имеют поворотно-делительный стол. В зависимости от размера детали компоновка обрабатывающего центра рекомендуется с крестово-подвижным столом для В ≤ 630 мм, а для B > 400 мм - с подвижной стойкой и подвижным столом. Если обрабатывается только одна сторона детали Кд, то используют станок с вертикальным расположением шпинделя. Рабочий стол такого исполнения обрабатывающего центра в подавляющих случаях не оснащен поворотно-делительным столом, и обработка детали осуществляется в полярных координатах. Анализ обрабатываемых деталей позволил установить, что их основная масса вписывается в размеры стола станка, для которых В ≤ 630 мм.
Для деталей Кд с размером Вд до 200...250 мм в последние годы используют компоновки обрабатывающих центров, поворотный стол которых устанавливают на вертикальных направляющих стойки станка.

Рис. 7. Применяемость обрабатывающих центров
Детали, УФД которых Пд, отличаются от Kд увеличенными размерами Lд, что, собственно, и накладывает некоторый отпечаток па особенность выбора станка. Чаще из-за увеличенной длины детали не удается обработать ее за один установ. Поэтому для таких обработок обрабатывающие центры выполняют без поворотно-делительного стола с удлиненным размером L и соответственно с увеличенным координатным перемещением по оси Х. Компоновка обрабатывающих центров для обработки деталей с Вд до 500 мм может иметь крестово-подвижный стол или подвижные столы и стойки. Для вертикального исполнения с Вд > 500 мм следует выбирать портальные фрезерные станки с ЧПУ.
Детали, имеющие УФД типа Бд (станины, основания и т.д.), отличаются от выше рассмотренных большими размерами по длине, поэтому основное исполнение обрабатывающих центров для обработки деталей Бд - портальное. При этом нет признака деления станков по исполнению в зависимости от числа обрабатываемых сторон, поскольку сложную обработку подобных деталей с нескольких сторон можно производить комбинированными шпиндельными бабками, обеспечивающими вертикальное и горизонтальное расположение шпинделя.
Детали, УФД которых БВд, отличаются от Бд увеличенной высотой. В зависимости от размера Вд и массы типа БBд устанавливают на плите-стенде или фундаменте, а обработка одной стороны осуществляется на обрабатывающем центре, у которого стойка подвижная в двух направлениях - крестово-подвижная стойка. Удельный вес обрабатываемых на обрабатывающих центрах деталей, УФД которых ПВд и ПНд, незначительный, и поэтому они специально не рассматриваются.
Естественно, что такой подход носит характер укрупненного выбора, поскольку при обстоятельном анализе вариантов выбора обрабатывающих центров вышеизложенные принципы могут оказаться противоречивыми. Например, корпусные детали головки цилиндров средних и крупных дизельных моторов требует черновое и чистовое сверление отверстий в нижней и верхней сторонах. Первое впечатление такое, что надо использовать станки с горизонтальным исполнением шпинделя, чтобы за один установ на поворотном столе обеспечить весь цикл технологических операций. При выборе обрабатывающего центра оказалось, что целесообразно применить вариант с вертикальным расположением шпинделя, так как при этих условиях обеспечивается свободное падение стружки вниз и исключается ее скопление (и связанное с этим возможное повреждение поверхности при чистовой обработке). Подобные случаи могут встречаться, и нередко, однако они не исключают общего подхода выбора оборудования, отраженного в таблице на рис. 7.
