Для того, чтобы выбрать и купить определенную автоматическую смену инструмента, необходимо четко понимать задачу, которая поставлена и ограничена определенными условиями эксплуатации станков, экономической целесообразностью, требованиями заказчика или своеобразием компоновок обрабатывающего центра и др.
Наиболее важной задачей при организации крупномасштабного производства высокопроизводительных станков с ЧПУ, в том числе и обрабатывающих центров, является нахождение такого варианта базовой модели автоматической смены инструмента (АСИ), которая на своей основе сможет обеспечить оснащение наибольшего числа моделей обрабатывающих центров.
В ЭНИМСе была проведена работа по созданию системы модулей АСИ. В основу определения базовой модели были приняты положения методики экспертных оценок. В обсуждении приняли участие специалисты ведущих станкостроительных заводов, выпускающих обрабатывающие центры, ученые учебных заведений и НИИ. Специалистам были предложены для обсуждения частные критерии качества системы смены инструмента, учитывающие: x1 - производительность работы станка; х2 - факторы, влияющие на точность обработки соосно расположенных отверстий; х3 - влияние массы сменяемых инструментов на качество обработки поверхностей; x4 - удобство обслуживания АСИ; x5 - необходимость иметь дополнительную площадь; х6 - возможность автономного изготовления отдельных узлов АСИ; x7 - надежность работы АСИ.
На обрабатывающем центре необходимо свести к минимуму вспомогательное время при обработке, так как стоимость станко-часа очень велика. При проектировании устройства автоматической смены инструмента необходимо в той части цикла смены инструмента, которая не совмещена с временем обработки, иметь минимальное число движений самого устройства и узлов станка. При автоматической смене инструмента вспомогательное время равно времени «от реза до реза». Для оценки компоновок устройств смены инструмента это время можно определить только косвенно по числу движений исполнительных органов, т.е. при минимальном числе движений время смены инструмента минимально. Для определения числа движений строят циклы смены инструмента. Так, для компоновки 1.1 (см. Фрезерный станок с автоматической сменой инструмента, рис. 7) цикл смены учитывает:
- кантование гнезда магазина с новым инструментом на 90°;
- зажим фланцев инструментов захватами руки;
- выдвижение руки; поворот руки на 180°;
- установку инструмента в шпиндель;
- разжим захватов руки;
- кантование гнезда магазина на 90°.
Аналогично строят циклы смены инструмента и для остальных компоновок, анализируя которые можно сделать выводы:
- число движений узлов для смены инструмента, не совмещенных по времени с работой станка, приблизительно одинаково и зависит от исполнения системы смены инструмента;
- время смены инструмента зависит от наличия в цикле смены перемещений рабочих узлов станка, так как скорость их ускоренных перемещений в 2-3 раза меньше скорости перемещения вспомогательных механизмов устройства смены инструмента.
Следовательно, при оценке компоновок обрабатывающих центров будем принимать во внимание число координатных движений исполнительных органов станка и число движений рабочих органов, выполняющих эти движения. Оценка производится следующим образом: компоновка обрабатывающего центра с наименьшим числом движений дается наименьшая оценка равная 1 очку; за каждую пару движений механизмов АСИ добавляется еще 1 очко; за каждую пару движений узлов станка при смене инструмента в середине рабочего хода 2 очка; за каждую пару движений узлов станка при смене инструмента в конце рабочего хода 4 очка. Результаты оценки сводим в таблице на рис. 1.
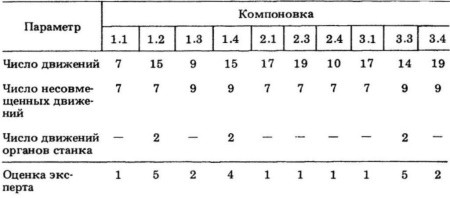
Рис. 1. Оценка систем смены инструмента по производительности
В цикле смены инструмента некоторых устройств автоматической смены инструмента предусмотрена постоянная позиция смены. При этом сход шпиндельной бабки с координаты обрабатываемого отверстия и возвращение ее обратно после смены инструмента дают ошибку на величину повторяемости движения при обработке соосного отверстия.
При обработке корпусных заготовок возникает необходимость обработки соосных отверстий различных диаметров. Расточка ведется борштангами. Следовательно, при переходе на другой размер расточки меняется инструмент. Если смена инструмента происходит на координате (шпиндель не меняет свое Положение относительно детали по осям X и Y), то на отклонение от соосности растачиваемых отверстий влияет только точность установки инструмента в шпиндель. Если для смены инструмента шпиндельная бабка должна сходить с координаты обработки, а затем возвращаться, то на отклонение от соосности Дополнительно влияет точность линейных координатных перемещений исполнительных узлов. Оценка компоновок обрабатывающих центров по этому критерию проводится следующим образом: компоновки, в которых смена инструмента осуществляется на координате, оценивается 1 очком. Если шпиндельная бабка сходит с координаты для смены инструмента, компоновка оценивается максимальным баллом 5 очков.
Работа магазина, поиск требуемого инструмента происходит во время обработки. При расположении магазина на рабочих органах станка процесс поиска оказывает влияние на качество обрабатываемой поверхности. Наиболее интенсивно это проявляется в момент пуска и торможения магазина. Возникающие при этом силы инерции воздействуют на станок и влияют на микрогеометрию обрабатываемой поверхности. Степень этого влияния при прочих равных условиях зависит от расположения магазина. При расположении магазина инструментов на шпиндельной бабке динамика его работы оказывает наибольшее влияние на процесс обработки, так как силы, возникающие при работе магазина, воздействуют на шпиндель. При расположении магазина инструментов на стойке динамика его работы оказывает меньшее влияние на процесс обработки, так как силы, возникающие при этом, воздействуют на стойку. При расположении магазина на стойке сверху она работает на кручение, а при расположении на стойке сбоку - на изгиб. Так как жесткость стоек в первом случае меньше, влияние работы магазина на обработку будет проявляться в большей степени. При расположении магазина инструментов рядом со станком его работа в наименьшей степени будет отражаться на шероховатости обрабатываемой поверхности. В этом случае на процесс обработки оказывают влияние колебания корпуса магазина, передаваемые через фундамент.
Результаты оценки влияния расположения магазина на качество обрабатываемой поверхности следующие (Компоновка - Оценка): 1.1-5; 1.2-4; 1.3-2; 1.4-1; 2.1-5; 2.3-2; 2.4-1; 3.1-5; 3.3-2; 3.4-1.
Под обслуживанием обрабатывающего центра понимается сумма действий, необходимых для нормальной его работы. Среди них выделим те, которые связаны с обслуживанием устройства смены инструмента:
- загрузка инструмента в магазин;
- наблюдение за работой устройства АСИ;
- наблюдение за работой станка;
- обслуживание устройства АСИ при неработающем станке (смазывание, осмотр и т.д.).
На обслуживание магазина влияет также вероятность попадания стружки, масла или СОЖ на неработающий инструмент. Следовательно, для оценки компоновок по данному критерию необходимо учесть перечисленные особенности. Степень удобства обслуживания определяем по тому, насколько компоновка обрабатывающего центра отвечает перечисленным требованиям. Для оценки все параметры сведены в таблице на рис. 2, где знаком «+» отмечено удобное обслуживание, знаком «-» неудобное.
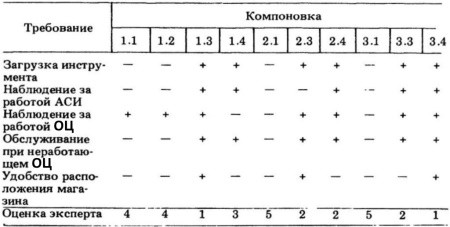
Рис. 2. Удобство обслуживания станка
Площадь, занимаемая устройствами автоматической смены инструмента, определяется в основном размерами магазина инструментов, которые зависят от его типа и расположения. Для оценки компоновок по этому критерию определим площадь, занимаемую магазином. Результаты расчетов выразим через число инструментов n и шаг t между ними (рис. 3). В таблице рассмотрены автономные магазины. Если они располагаются на стойке сбоку, то оценка в этом случае будет равна 1 очку, а если магазин расположен сверху на стойке или на шпиндельной бабке - 0 очков.
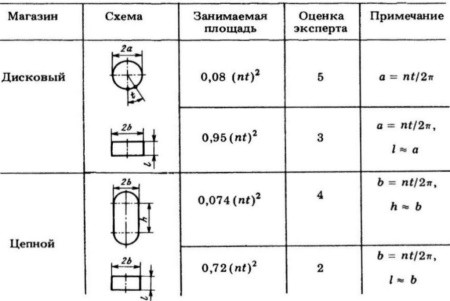
Рис. 3. Потребность в дополнительной площади обрабатывающих центров
Изготовление систем смены инструмента в виде отдельных узлов зависит от возможности использования устройства в станках с минимальными изменениями его конструкции и узлов. В связи с этим должны выполняться требования: возможность изменения вместимости магазина без изменения его конструкции; возможность изготовления автооператора в виде автономного узла. Оценку компоновок обрабатывающих центров проводим по выполнению этих требований, а результаты сводим в таблице на рис 4.
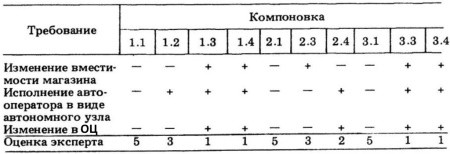
Рис. 4. Возможность изготовления автоматической смены инструмента из отдельных узлов
С точки зрения надежности большинство устройств АСИ можно рассматривать как системы с последовательным соединением элементов. Это означает, что для нормального функционирования устройства ее элементы должны быть работоспособными. При равной вероятности безотказной работы отдельных элементов надежность устройства тем выше, чем меньше в нем механизмов. Так как устройства автоматической смены инструмента являются цикловыми, то число механизмов можно определить по циклу работы (рис. 5), т.е. оценка компоновок по надежности проводится по количеству движений в цикле.
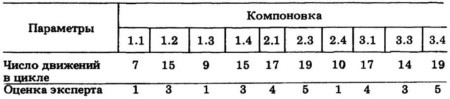
Рис. 5. Надежность работы автоматической смены инструмента
Оценив компоновки по каждому критерию в отдельности, необходимо провести комплексную оценку. Но так как критерии в разной степени влияют на выбор базовой компоновки, то необходимо определить коэффициенты весомости каждого критерия. Для определения относительной важности оценок используем метод анализа сложных неформализуемых проблем. Экспертиза проведена способом ранжирования критериев, который заключается в том, что всем критериям необходимо присвоить соответствующий ранг в зависимости от степени важности. Самый важный, с точки зрения эксперта, критерий получает ранг 1, следующий за ним - ранг 2 и т.д. После получения заполненных анкет для упрощения математической обработки результатов ответы были разбиты на 10 основных групп по степени совпадения. Эти результаты сведены в таблице на рис. 6. Опуская Известные математические выкладки, заметим, что полученные результаты проверялись на согласованность мнений экспертов с помощью коэффициента конкордации Кендэла.
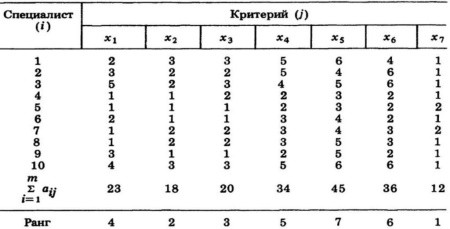
Рис. 6. Результаты экспертного опроса по отдельным критериям
Степень влияния каждого критерия на комплексную оценку компоновки AСИ характеризуется коэффициентом весомости. Комплексная оценка проводилась суммированием оценки по каждому критерию с учетом коэффициента весомости.
Компоновка, у которой комплексная оценка будет минимальна, в большей степени отвечает требованиям, предъявляемым к базовой компоновке. Результаты оценки компоновок представлены в таблице на рис. 7.
Для станков с горизонтальным шпинделем в большей степени отвечает предъявляемым требованиям компоновка 1.3, где инструментальный магазин располагается на стойке сбоку, а автооператор перемещается от магазина к шпинделю. Для станков с вертикальным шпинделем основным требованиям в большей мере отвечает компоновка 2.4, где инструментальный магазин и автооператор располагаются у станка, а направляющие автооператора крепятся на магазине. Но эта компоновка имеет ограничения по емкости магазина. Компоновка 2.3 существенно не отличается от 2.4. Для станков портального исполнения в одинаковой степени отвечают основным требованиям компоновки 3.3 и 3.4. Их отличие только в конструктивном исполнении автооператоров и возможности в компоновке 3.4 менять инструмент в любом месте по координате за счет перемещения носителя. Последнее особенно важно в координатных станках.
Из изложенного следует, что для станков горизонтальных и двухстоечных возможно использование одной компоновки с максимальной унификацией узлов. Для станков с вертикальным шпинделем также возможно использование этой компоновки устройства автоматической смены инструмента, но в этом случае будет несколько худшая экспертная оценка. Для этой группы станков возможно использование компоновки 1.3 с максимальной унификацией устройств АСИ для всех групп станков и компоновки 2.4. Для окончательного выбора компоновок систем смены инструмента для всех групп станков был произведен экономический расчет изготовления устройств из условия выпуска 1000 устройств АСИ. За базовую модель была принята компоновка 1.3.
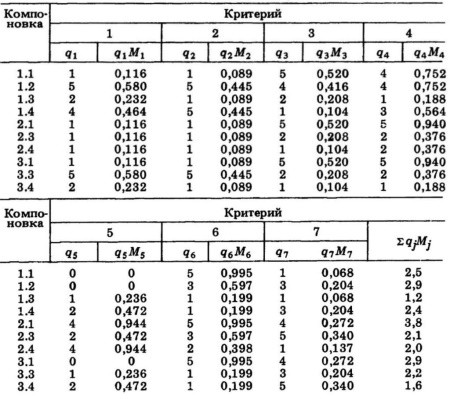
Рис. 7. Обработка результатов экспертного опроса
Кодирование инструментов
При небольшом числе инструментов и отсутствии повторного использования в одном цикле обработки их можно расположить в магазине, револьверной шпиндельной головке в соответствии с технологическим процессом. Однако в большинстве случаев желательно наличие системы автоматического поиска инструментов при любом расположении их в магазине, независимо от последовательности работы. Для осуществления такого поиска в многооперационных станках применяют различные методы кодирования: кодирование непосредственно оправки инструмента; кодирование гнезд магазина (постоянное, переменное); кодирование инструмента с использованием эффекта Холла (магнитное кодирование).
Кодирование инструментов осуществляется с помощью установки на оправки набора кодовых колец, от которого при движении магазина с оправками получает сигнал считывающее устройство (рис. 8). Эта система позволяет располагать инструменты в любом гнезде магазина, резко сокращает возможность ошибок при загрузке магазина, упрощает обслуживание станка. Для смены инструмента магазин поворачивается лишь один раз, что упрощает управление. Вместе с тем этот простой и надежный способ кодирования усложняет изготовление оправок и вызывает понижение их жесткости, точности обработки в связи с удлинением оправок. Это приводит также к некоторому увеличению массы оправок и ухудшению динамических качеств механизма поворота магазина. Кроме того, при большом числе инструментов увеличивается время поиска (при отсутствии реверса). Невозможна смена инструментов больших диаметров с пропуском двух соседних гнезд. Некоторые фирмы применяют кодирование оправки без увеличения их длины, делая проточки на хвостовой части.
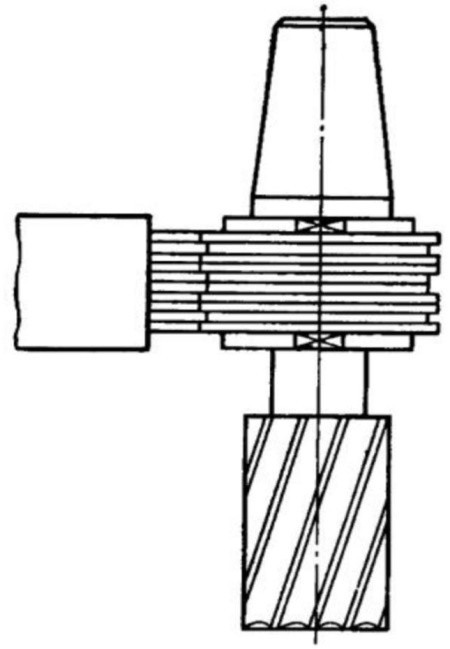
Рис. 8. Схема принципа кодирования инструмента
При кодировании гнезд магазина (рис. 9) команда для останова магазина в определенной позиции с необходимым инструментом подается ключом 1, вставленным в магазин против соответствующего инструмента, или комбинацией штифтов (кулачков) 1, воздействующих на микропереключатели, считывающие устройства. Ключи делают в виде пластин или валиков с проточками. Постоянное кодирование характеризуется тем, что во избежание ошибки при постановке инструмента в гнездо оправки имеются устройства для механической блокировки, т. с. Каждая оправка может быть вставлена только в свое гнездо.
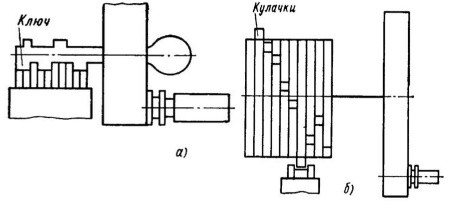
Рис. 9. Схема кодирования гнезд магазина с помощью ключей (а) и кулачков (б) на барабане, закрепленном на одной оси с магазином
При переменном кодировании в системе настраиваются коды гнезда и инструмента, который вставляется в это гнездо. Кодирование гнезд получило большее применение в обрабатывающих центрах в силу следующих преимуществ:
- удешевление инструментальных оправок и повышение их жесткости;
- некоторое уменьшение времени поиска инструмента в связи с возможностью выбора кратчайшего пути для вращения магазина;
- возможность применения увеличенных диаметров инструментов с пропуском двух соседних гнезд.
Тем не менее следует отметить, что кодирование гнезд имеет и некоторые недостатки:
- возможно перепутывание инструментов при установке их в несоответствующие гнезда, а следовательно, поломки механизма автоматической смены инструмента;
- затрудняется использование одного и того же гнезда магазина для установки в него вместо извлеченного инструмента только что отработавшего, необходим дополнительный поворот магазина для установки инструмента в нужное гнездо;
- при постоянном кодировании гнезд усложняется и удорожается изготовление оправок, поскольку каждая из них должна иметь индивидуальное средство блокировки;
- при переменном кодировании введение дополнительных средств кодирования инструментов усложняет систему и затрудняет обслуживание.
