Бесступенчатый привод главного движения станка с ЧПУ и движений подачи получил довольно значительное распространение в современных металлорежущих станках. Основные преимущества его - возможность настройки режима обработки с большей точностью, чем при ступенчатом (прерывистом) приводе, и, что практически еще важнее, - возможность изменения скорости главного движения или подачи во время работы станка без остановки его для переключений. Вследствие этого оператор может установить или подобрать наиболее целесообразный режим обработки в каждом отдельном случае. При обтачивании ступенчатых валиков, фасонных деталей, торцовых поверхностей и при отрезке бесступенчатое регулирование дает возможность сохранять постоянную скорость резания (при наличии автоматического управления вариатором) путем изменения угловой скорости в зависимости от поперечного перемещения суппорта.
Сохранение постоянства скорости резания способствует повышению не только производительности, но и долговечности режущего инструмента, особенно минералокерамического и оснащенного пластинками твердого сплава (чувствительного к варьированию скорости), а также однородности качества обработанной поверхности. Возможность работы на оптимальной скорости резания важна потому, что при превышении скорости затраты времени на смену инструмента и средств на замену его возрастают, а при работе со скоростью резания ниже оптимальной снижается производительность, а некоторые твердые сплавы выходят из строя быстрее, чем при работе с оптимальной скоростью резания.
Легкость и плавность изменения скорости на ходу станка позволяют также выходить из области резонансных колебаний.
Применяемые в станках фрикционные бесступенчатые вариаторы работают значительно спокойнее и тише, чем зубчатые и цепные передачи; при нормальном состоянии и должном уходе такие передачи работают практически бесшумно. В тех случаях, когда требуется тонкая градация ступеней скорости (φ=1,06 или 1,12), конструкция привода получится нередко более компактной и дешевой, если вместо сложной многоступенчатой шестеренной коробки передач применить простую коробку этого типа в сочетании с устройством для бесступенчатого варьирования скорости.
Начиная со знаменателя φ=1,26, замена ступенчатого регулирования бесступенчатым дает ощутимый выигрыш в скорости резания (скорости подачи), следовательно, и в величине машинного времени. Возможность быстрого изменения скорости на ходу обеспечивает экономию вспомогательного времени на управление станком. Вследствие этого применение в станках бесступенчатого привода способствует повышению производительности.
Способы бесступенчатого регулирования скоростей резания и подачи
В станках применяют различные способы бесступенчатого регулирования скоростей рабочих движений. Выбор способа зависит от многих факторов: назначения станка (станок общего назначения, специализированный, специальный; для черновой, чистовой, отделочной обработки); требуемой мощности резания и вида механической характеристики; необходимого диапазона регулирования; допустимого удорожания станка и др. Каждое из возможных решений - электрическое, гидравлическое, механическое, комбинированное регулирование - имеет свои специфические эксплуатационные достоинства и недостатки и соответственно этому свою область предпочтительного применения.
Электрическое регулирование
Электрическое регулирование производится изменением числа оборотов электродвигателя, который приводит в движение соответствующую цепь станка.
Двигатели постоянного тока с шунтовым регулированием применяют главным образом в крупных станках. Для тяжелых станков удобен привод по системе генератор - двигатель с диапазоном регулирования Д=10÷15.
Применение электромашинных усилителей в системе генератор - двигатель (система Леонарда) позволяет сильно расширить диапазон регулирования скоростей привода. Эти системы привода особенно пригодны для таких станков, где требуются большие диапазоны регулирования - порядка 500, 1000 и выше.
Электроприводы с бесступенчатым регулированием позволяют автоматизировать управление скоростями главного движения и подач.
Недостаток указанных систем - относительно большие габариты и себестоимость.
Бесступенчатое регулирование при помощи гидравлического привода
Для бесступенчатого регулирования скоростей прямолинейных движений в станках широко используют гидравлический привод, главным образом подач, но также и главного движения (в строгальных, долбежных, протяжных станках).
Для бесступенчатого регулирования скорости гидравлический привод имеет ряд существенных преимуществ: широкий диапазон регулирования, быстрое изменение величины и направления скорости, плавное реверсирование, удобство дистанционного управления и его автоматизации, автоматическое предохранение от перегрузок, самосмазываемость.
Недостаток гидравлического привода - недостаточно жесткая характеристика вследствие утечек и влияния температуры на вязкость масла. При малых скоростях (v=12÷15 мм/мин) работа гидравлического привода становится неустойчивой.
Для вращательного движения гидравлический привод применяют в станках редко ввиду высокой его стоимости и снижения КПД при износе. Он уступает здесь место другим видам приводов с бесступенчатым регулированием.
Регулирование при помощи механических вариаторов
Большинство механических вариаторов, применяемых в станках, относится к типу фрикционных, поэтому работа их связана с потерями на трение.
Различают следующие виды таких потерь:
- вызванные неблагоприятными кинематическими условиями в зоне контакта и возникающей поэтому разностью скоростей в сопряженных точках рабочих поверхностей. Кинематические потери на трение уменьшаются, если рабочие поверхности в зоне контакта приближаются по форме к двум цилиндрам с параллельными осями или к двум конусам с общей вершиной;
- вызванные деформациями рабочих поверхностей в зоне контакта; эти потери невелики (2-3%) и уменьшаются при увеличении модуля упругости материала контактирующих тел, например, при замене пластмассы сталью;
- вызванные проскальзыванием рабочих тел вариатора (буксование), аналогичным проскальзыванию в ременных передачах; эти потери увеличиваются при уменьшении запаса силы сцепления рабочих тел вследствие непостоянства силы резания, влияния сил инерции при пуске и реверсировании привода и т. п.
Возможность регулирования скорости вращения ведомого вала на ходу является большим преимуществом бесступенчатых механических вариаторов, но оно обычно связано с невозможностью или затруднительностью установки скорости при остановленном вариаторе.
К недостаткам механического бесступенчатого регулирования относятся также нежесткая кинематическая характеристика фрикционных вариаторов и изменение максимальной передаваемой мощности при регулировании скорости у большинства вариаторов.
Способы увеличения диапазона бесступенчатого регулирования скорости приводов
Диапазон регулирования механических бесступенчатых вариаторов зависит от схемы и конструкции вариатора и может составлять от Дб≈2÷4 (вариаторы с широким клиновым ремнем и раздвижными конусами) до Дб≈10÷25 (цепные, шариковые вариаторы). Чаще всего Дб=4÷6. Такой диапазон регулирования позволяет заменить вариатором основную и первую переборные группы передач приводов со ступенчатым регулированием; поэтому применение устройств с бесступенчатым регулированием значительно упрощает (подобно группам со сменными колесами) структуру привода, что также является преимуществом устройств с бесступенчатым регулированием.
Хотя в некоторых случаях диапазон Дб»4÷6, все же для получения необходимого диапазона Д регулирования всего привода требуется бесступенчатое устройство дополнить переборным устройством со ступенчатым регулированием.
Конструкции механических вариаторов, применяемых в станках
В станках применяют разнообразные механические вариаторы, преимущественно фрикционные, различающиеся как по конструкции, так и по эксплуатационным параметрам, к числу которых относятся: тип, мощность Nэ, и число об/мин nэ приводного электродвигателя; предельные скорости вращения выходного (ведомого) вала n max, n min, следовательно, и диапазон регулирования Д; значения мощности N max и N min на ведущем валу при n min и n max; величина КПД η; габаритные размеры и вес. На основании сопоставления технических характеристик и выбирают тип и типоразмер вариатора, наиболее подходящего для проектируемого станка.
Из большого числа существующих моделей механических вариаторов в современных станках используются:
Вариаторы с непосредственным контактом ведущего и ведомого элементов, в том числе лобовые вариаторы с ведущим роликом или ведущим диском и вариаторы, регулируемые изменением угла между осями дисков за счет поворота шарнирно подвешенного электродвигателя. Для примера на рис. 1 показан лобовой вариатор в приводе подач тяжелого поперечно-строгального станка КУ-39 Коломенского завода тяжелого станкостроения (КЗТС). Привод подач бабки ползуна состоит из асинхронного двигателя, трехступенчатой коробки подач с диапазоном регулирования Дк=16 и бесступенчатого вариатора с Дб=4; таким образом получается необходимый диапазон регулирования подач Дs=64.
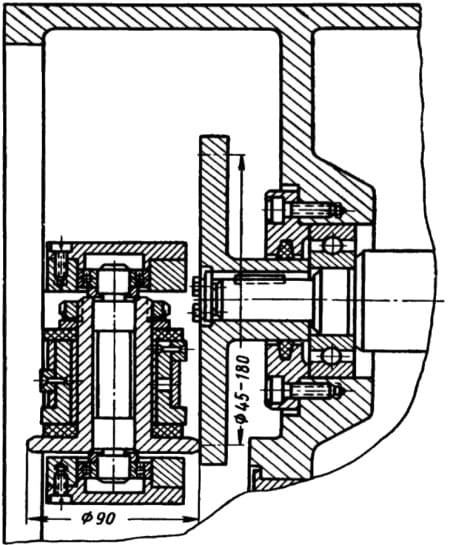
Рис. 1. Лобовой вариатор привода подач тяжелого поперечно-строгального станка КУ-39
Вариаторы с двумя парами раздвижных конических дисков, образующих попарно шкивы с регулируемым рабочим диаметром, связанные ремнем. Ряд типоразмеров подобного вариатора с широким клиновым ремнем разработан ЭНИMСом. Они имеют диапазон регулирования чисел оборотов выходного вала Дn = 4 (n max / n min = 3000 / 750 или 2000 / 500) и Дn = 2 (n max / n min = 3000 / 1500). Мощность на ведущем валу при n min составляет для разных типоразмеров от 2,8 до 7 кВт. Предусмотрены варианты для работы с постоянной мощностью или с постоянным моментом на ведомом валу. На рис. 2 дан продольный разрез такого вариатора, встроенного в привод главного движения зубофрезерного станка 5К301.
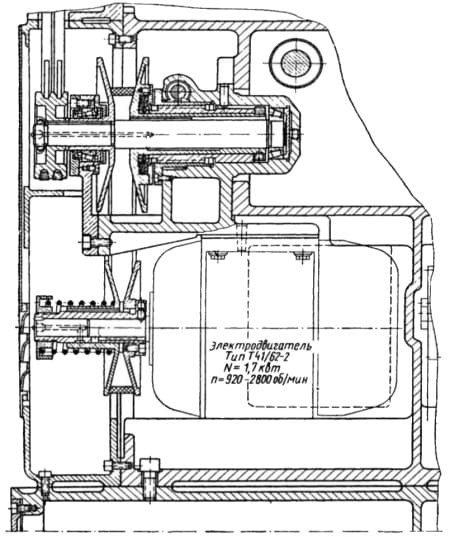
Рис. 2. Продольный разрез вариатора, встроенного в привод главного движения зубофрезерного станка 5К301
В некоторых конструкциях вариаторов этой группы раздвижной сделана лишь одна пара дисков, другой шкив - обычного типа (рис. 3, а, б).
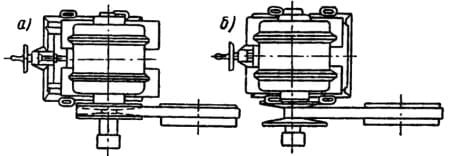
Рис. 3. Вариатор с одним раздвижным шкивом
Вариатор с двумя парами раздвижных конических дисков, образующих шкивы с регулируемым рабочим диаметром, связанные вместо ремня стальным кольцом. Такой вариатор, встроенный в переднюю бабку круглошлифовального станка, показан на рис. 4. Он применен также в приводе подач координатно-расточного станка 2В440.
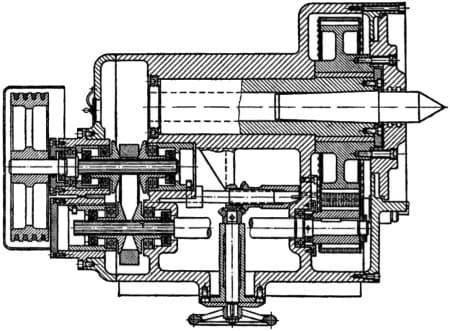
Рис. 4. Передняя бабка круглошлифовального станка
Торовый вариатор с наклоняющимися роликами системы ЦНИИТМАШa (В. А. Светозарова). В исполнении завода «Красный пролетарий» (рис. 5) вариатор нашел применение в одной из моделей токарно-винторезных станков этого завода.
В некоторых моделях станков зарубежных фирм для бесступенчатого регулирования скоростей используется вариатор, основными частями которого являются две пары раздвижных конических желобчатых дисков и цепь специальной конструкции с выдвижными в поперечном направлении пластинками (вариатор PIV). В отечественном станкостроении вариатор этого типа распространения не получил.
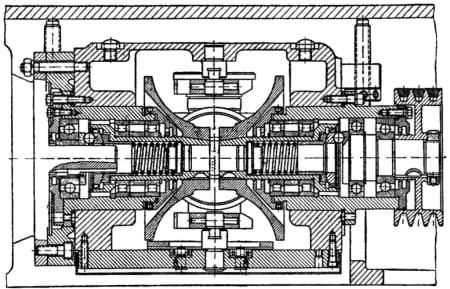
Рис. 5. Торовый вариатор системы ЦНИИТМАШ (В. А. Светозарова) в исполнении завода «Красный пролетарий»
Основные достоинства приводов с бесступенчатым регулированием - повышение производительности обработки за счет точной настройки скорости, имея оптимальные режимы резания. Также на скорость влияет возможность плавного изменения скорости во время работы, простота автоматизации процесса переключения скоростей. Для бесступенчатого изменения скорости применяют иногда фрикционные вариаторы, чаще - регулируемые двигатели. Принцип действия фрикционного вариатора поясним на примере простейшей лобовой передачи. При смещении ролика вдоль образующей диска изменяется величина радиуса, что позволяет изменять передаточное отношение. Однако при передаче вращения в вариаторе неизбежно возникает проскальзывание, так как только в одной точке скорость на поверхности диска совпадает со скоростью на поверхности ролика. Вверх от этой точки скорости на диске выше, чем на ролике, а вниз - ниже. Наличие проскальзывания приводит к изменению передаточного отношения вариатора и к его изнашиванию.
Величина проскальзывания зависит от типа вариатора и увеличивается с увеличением передаточного отношения, поэтому для большинства типов механических вариаторов диапазон бесступенчатого регулирования R6=4÷6. Следует учитывать также, что с увеличением передаваемой мощности уменьшается надежность механических вариаторов, поэтому их применяют только в приводах малых и средних по размерам станков.
