Разнообразие типов и конструкций устройств автоматической системы смены инструмента затрудняет организацию их серийного производства, усложняет наладку, эксплуатацию, ремонт, снижает производительность многооперационных станков. Поэтому понятно стремление инженеров создать на основе обобщения накопленного опыта такой тип или ограниченное количество типов устройств автоматической смены инструмента, которые можно было бы использовать на разных обрабатывающих центрах с различным относительным расположением инструментов в шпинделе станка и магазине, надежным в работе, ремонтопригодным.
Большая научно-исследовательская и опытно-конструкторская работа в этой области проведена в последние годы в СССР в связи с разработкой комплекса многооперационных станков AKM-26. ЭНИМС разработал унифицированную систему хранения и автоматической смены инструмента, изготовление которой можно организовать в условиях крупносерийного производства с использованием высокопроизводительного оборудования и прогрессивных технологических процессов и обеспечить сравнительно невысокую стоимость системы, возможность централизованного снабжения заводов запасными частями для ремонта систем и т. д.
Новая система получила название АКМ-26-АСИ (система автоматической смены инструмента для комплекса АКМ-26). Она спроектирована в нескольких модификациях, отличающихся компоновками устройств автоматической системы смены инструмента и размерами составных элементов.
Емкость цепных магазинов, входящих в систему, может изменяться от 20 до 100 шт., максимальная масса одного инструмента, устанавливаемого в магазин, 15 или 30 кг, длина 400 или 500 мм. Вспомогательный инструмент (оправки) может вставляться в шпиндели с консолью 7:24. Расположение шпинделя на станке может быть различным - горизонтальным, вертикальным, горизонтальным и вертикальным (для обрабатывающих центров с поворотным шпинделем или с двумя взаимно перпендикулярными шпинделями).
Система AKM-26-АСИ состоит из следующих основных элементов: инструментального магазина цепного типа, устанавливаемого вертикально на стойке станка или рядом с ним; автооператора, установленного на каретке, предназначенной для транспортирования инструментов от магазина к шпинделю и обратно; траверсы, по которой перемещается каретка автооператора; механизма слежения, служащего для вертикального перемещения траверсы с автооператором на станках с вертикально-подвижной шпиндельной бабкой (это позволяет менять инструменты при любом положении шпиндельной бабки); устройства управления.
Общая компоновка устройства смены инструментов принята близкой к той, которая достаточно хорошо проверена в ряде обрабатывающих центров (см. пример рис. 6, Устройства автоматической смены инструмента для инструментальных головок). Рассмотрим особенности системы АКМ-26-АСИ.
Устройство автоматической смены инструмента (рис. 1) универсально. Оно позволяет подавать инструмент из магазина в шпиндель как в горизонтальном, так и в вертикальном положении. Перемещение каретки автооператора по траверсе и поворот автооператора А производятся от общего привода.
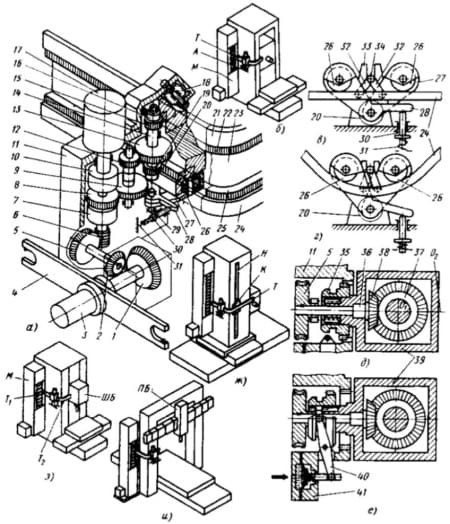
Рис. 1. Унифицированная автоматическая система смены инструмента
На корпусе 11 каретки установлен гидравлический или электрический высокомоментный регулируемый двигатель 17, вращающий вал с расположенными на нем электромагнитными муфтами 10 и 7. При включении муфты 10 вращение вала двигателя через зубчатое колесо 8 передается промежуточному валу и зубчатым колесам 9, 12, 13 и 14. На концах вала закреплены зубчатые колеса 15 и 19, сцепленные с верхней 22, расположенной на направляющей 21 и нижней 25 зубчатыми рейками траверсы 23. Зубчато-реечные передачи обеспечивают перемещение каретки по траверсе.
Если вместо муфты 10 включить муфту 7, тот же двигатель 17 будет вращать червяк 6 и червячное колесо 5, связанное конической передачей 2-1 с автооператором А. Произойдет поворот автооператора относительно горизонтальной оси О1.
Расположение автоматической системы смены инструмента на станке горизонтальной компоновки показано на рис. 1, б. Автооператор А переносит инструмент от магазина М к шпинделю по траверсе Т, состоящей из трех частей: двух прямолинейных и средней криволинейной.
Базирование каретки автооператора на направляющих траверсы обеспечивают верхний опорный ролик 18, два боковых 16 и 20 и два ролика 26 поджимных (рис. 1, а, б, г). Эти ролики расположены на оси 29 качающихся рычагов 27 и 28, связанных тягами 32 с роликом 34, находящимся в пазу кронштейна 33.
Для устранения зазоров в подвижных сопряжениях каретки и направляющих пружина 31, воздействующая через толкатель 30 на выступающий конец рычага 28, поджимает оба ролика к направляющей 24. Шарнирная система, связывающая прижим 26 и боковой 20 ролик, обеспечивает устойчивое положение каретки при движении по прямолинейным и криволинейному участкам траверсы 24 (сравните рис. 1, в и г).
Для станков с вертикальным или комбинированным шпинделем необходимо обеспечить поворот инструмента перед сменой в вертикальное положение. В этом случае вместо простой конической передачи используют механизм, показанный на рис. 1, д, е. Поворотный корпус 39 автооператора надет ступицей на вал 36 конической шестерни 38 привода. На ступице находится муфта 35 с наружными (справа) и внутренними (слева) зубьями. В правом положении муфты ее наружные зубья сцеплены с внутренними зубьями корпуса 11 каретки автооператора, а внутренние - с наружными зубьями ступицы корпуса 39. При вращении червячного колеса 5 вместе с ним поворачиваются конические шестерни 37 и 38, и автооператор А поворачивается относительно горизонтальной оси от так же, как на рис. 1, а. Если же муфту 35 сдвинуть влево (рис. 1, e), она своими внутренними зубьями Соединит ступицы червячного колеса 5 и поворотного корпуса 39. Одновременно муфта выйдет из зацепления с корпусом 11 каретки автооператора. Теперь при повороте червячного колеса 5 вместе с ним будет поворачиваться относительно оси О2 корпус 39 автооператора. После поворота на 90° ось инструмента, находящегося в захвате 4 автооператора, расположится вертикально.
Как видно, рассмотренный механизм позволяет выполнять поворот автооператора относительно двух взаимно перпендикулярных осей. Переключение муфты 35 обеспечивается гидравлической диафрагменной камерой 41, шток которой связан с муфтой рычагом 40.
Осевое перемещение автооператора во всех вариантах устройства обеспечивается гидроцилиндром 3, корпус которого несет автооператор, а шток скреплен с конической шестерней. Подача масла под давлением в полости гидроцилиндра обеспечивается через отверстия, имеющиеся в его штоке.
Захват инструмента из магазина или из шпинделя происходит в крайних положениях каретки автооператора на траверсе. Для этого губки захватов 4 подпружинены.
На рис. 1 б, ж-и показаны некоторые варианты компоновок системы АКМ-26-АСИ. Устройство АСИ-11 (рис. 1, б) предназначено для горизонтальных станков с размещением шпиндельной бабки в проеме портала. Цепной магазин М закрепляется на боковой стенке портала, траверса Т, несущая каретку автооператора, - на шпиндельной бабке ШБ. Смена инструмента в шпинделе может выполняться при любом положении шпиндельной бабки по высоте.
Устройство АСИ-2 (рис. 1, ж) рекомендуется для станков с консольным расположением шпиндельной бабки. Правая часть траверсы Т здесь удлинена, а для перемещения траверсы с кареткой вверх - вниз используется каретка К механизма слежения, размещенная на вертикальных направляющих Н. Механизм слежения обеспечивает подъем или опускание траверсы с автооператором для смены инструмента в положение, занимаемое шпиндельной бабкой по окончании очередного перехода.
Устройство АСИ-3 (рис. 1, з) предназначено для вертикальных обрабатывающих центров. Магазин М закрепляется на стойке станка слева, а траверса делается составной (T1, T2). Прямолинейная ее часть Т1 закрепляется неподвижно на стойке. Здесь находится каретка автооператора в ожидании команды на смену инструмента. Закругленная часть 12 траверсы прикрепляется к шпиндельной бабке ШБ и перемещается по вертикали вместе с ней. Смена инструментов производится всегда при крайнем положении шпиндельной бабки, когда обе части траверсы совмещены.
Устройство АСИ-4 (рис. 1, и) - один из вариантов компоновок для продольно-обрабатывающих многооперационных станков. Цепной магазин большой емкости установлен на полу рядом со станком. Траверса устройства АСИ находится на левой стойке станка, под поперечиной.
Для смены инструмента ползунковая бабка ПБ должна подняться в верхнее положение и сместиться в крайнее левое положение по поперечине.
Разработаны и другие варианты компоновок автоматических систем смены инструмента для крупных горизонтальных и продольно-обрабатывающих станков.
Поиск инструмента в магазине в системе АКМ-26-АСИ может выполняться любым способом - как при кодировании гнезда магазина, так и при кодировании инструментальных оправок. В обоих случаях поиск осуществляется по кратчайшему пути, для чего цепь магазина может перемещаться в любую сторону.
В зависимости от выбранного способа кодирования применяется Один из двух типов гнезд инструментальной оправки, различающихся типом и расположением датчиков, регистрирующих код гнезда или оправки. Гнезда закрепляют на стандартной втулочно-роликовой цепи с шагом, зависящим от максимального диаметра применяемого инструмента. При наименьшем шаге (38,1 мм) в любое гнездо можно устанавливать инструменты диаметром до 75 мм, а если соседние гнезда оставляют пустыми - инструменты диаметром до 225 мм. При наибольшем шаге цепи (50,8 мм) максимальные диаметры устанавливаемых в магазин инструментов увеличиваются соответственно до 100 и 300 мм. Разработка системы АКМ-26-АСИ создает предпосылки для широкой унификации автоматических систем смены инструмента и организации их серийного производства.
Вместе с тем это не означает, что все проблемы автоматизации смены инструментов решены. Для небольших обрабатывающих центров, в том числе консольных и инструментальных, нужно продолжать поиск более простых ремонтопригодных автоматических систем смены инструмента, пригодных для универсального применения.
Упрощенные способы автоматической смены инструмента
В обрабатывающем центре модели 2000 компании Vего (Англия) инструменты к шпинделю поступают непосредственно от дискового магазина емкостью 20 инструментов без какого-либо промежуточного устройства. Обрабатывающий центр с ЧПУ имеет стол размером 1168х610 мм, наибольший диаметр отверстий, которые могут быть просверлены в стальных деталях, равен 51 мм, при прямолинейном фрезеровании можно снимать металл в количестве 98 см3/мин. Инструментальный магазин расположен под шпиндельной головкой, между шпинделем и колонной. Он смонтирован на каретке, движущейся в поперечном направлении и, кроме того, может перемещаться вдоль вертикальной оси. Во время цикла автоматической смены инструмента магазин вместе с кареткой подходит к шпинделю, своей впадиной (гнездом) входит в кольцевую выточку держателя инструмента и затем, опускаясь, удаляет инструмент из шпинделя.
После поворота и индексации магазина он снова поднимается, вставляет в отверстие шпинделя следующий инструмент и вместе с кареткой отходит от шпинделя. Последовательность операций при смене инструмента регулируется специальным электрогидравлическим устройством и сблокирована с работой электрогидравлических командных устройств станка. Смена инструмента занимает 7 с. Инструменты устанавливаются в магазин в определенном порядке и всегда возвращаются на свои места, так как в магазине кодированы гнезда под инструмент.
Обрабатывающие центры на базе сверлильных станков встречаются довольно часто, один из них, выпущенный в США компанией Gidding and Lewis-Fraser. Это станок с автоматической сменой инструмента модели 70a-NC-15Y «NumeriCenter» (рис. 2) построен как раз на базе сверлильного. Два поворотных магазина расположены по обе стороны от шпинделя. Установка инструментов в магазины и другие подготовительные операции могут легко производиться с лицевой стороны станка. Магазины имеют независимые приводы от гидравлических двигателей, обеспечивающих как быстрое перемещение, так и медленную подачу, необходимую для точного позиционирования инструмента под шпинделем. На смену инструмента из разных магазинов затрачивается 5 сек., из одного и того же - 8 сек. с учетом наиболее удаленного инструмента. Положение инструмента и направление вращения определяется вращающимся трансформатором, который всегда выбирает кратчайший путь, необходимый для подвода инструмента в положение замены.
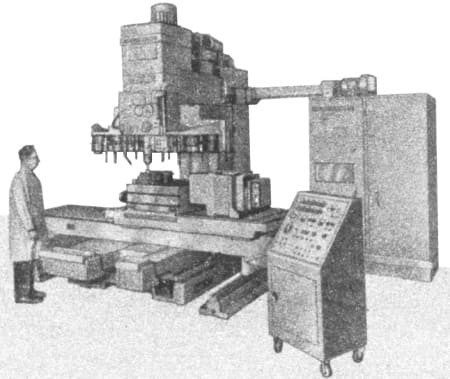
Рис. 2. Обрабатывающий станок 70a-NC-15Y «NumeriCenter» компании Gidding and Lewis-Fraser (США) с автоматической сменой инструмента
Обрабатывающий центр работает с системой ЧПУ «Numeripoint SS 70», обеспечивающей как позиционное, так и прямоугольное управление с плавающим нулем в пределах всего перемещения каретки. Для корректировки запрограммированных скоростей и подач, ввиду разных свойств обрабатываемых материалов, имеются переключатели перегрузок. Специальные переключатели позволяют получить автоматически информацию с зеркальным изображением траектории (для изготовления правых и левых деталей). Подвод инструмента к обрабатываемой детали происходит со скоростью 3,2 м/мин до момента контакта, затем с помощью специальных датчиков скорость автоматически изменяется и начинается обработка на запрограммированную глубину. Такая система позволяет устранить потери времени и исключить необходимость в использовании инструментов определенной длины.
Станок имеет стол размерами 965х1981 мм, который установлен на роликовых танкетках с закаленными опорами. Привод шпинделя осуществляется от двухскоростного электродвигателя мощностью 15 hp. Наибольший диаметр отверстий, которые могут быть просверлены в чугуне, равен 76 мм.
