Помимо того, что начали появляться обрабатывающие центры на базе расточных станков, другим направлением возникновения многооперационных станков явилось их развитие на базе координатно-сверлильных станков с ЧПУ. Возможность выполнения на таких станках фрезерных работ и оснащение устройствами для автоматической смены инструментов дало право назвать их обрабатывающие центры с ЧПУ, так как они теперь отвечают всем требованиям, содержащимся в этом определении.
Хорошим примером может служить выпущенный фирмой Kolb (ФРГ) станок модели KBN80RM, который производителем назван координатно-сверлильным станком. Это машина портального типа с наибольшим диаметром сверления по стали 80 мм. Рабочая подача при фрезеровании по осям X и Y может регулироваться бесступенчато. Обрабатывающий центры на базе сверлильного станка оснащен трехкоординатной системой позиционного ЧПУ, имеет магазин на 30 инструментов, устройство смены инструмента и двухпозиционную револьверную головку для уменьшения времени смены инструментов. Кроме сверления и фрезерования на станке можно также выполнять такие операции, как развертывание, нарезание резьбы, растачивание и зенкование. Магазин станка дискового типа выполнен в форме колеса большого диаметра и размещен позади поперечной траверсы. Он связан со шпиндельной головкой и перемещается вместе с ней вдоль траверсы.
Инструменты непосредственно не передаются из магазина в шпиндель. Вместо этого инструмент устанавливается в промежуточное положение в револьверную головку, которая имеет два положения (рис. 1). Она поворачивается на 180° в плоскости, расположенной под углом 45° к оси шпинделя. При быстром перемещении шпинделя вниз происходит захват вертикально расположенного инструмента. Гильза шпинделя диаметром 165 мм вместе со шпинделем и инструментом проходит через револьверную головку. По окончании обработки инструмент возвращается в револьверную головку, а шпиндель продолжает движение вверх до полного выхода из головки. К этому моменту в горизонтально расположенном гнезде револьверной головки уже установлен новый инструмент, и головка готова к повороту в положение, в котором этот инструмент будет захвачен шпинделем во время его следующего хода вниз. Время индексирования равно 3 с.
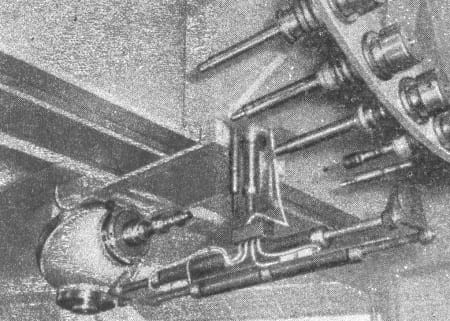
Рис. 1. Устройство для смены инструмента сверлильно-фрезерного обрабатывающего центра KBN80RM фирмы Kolb (ФРГ)
При повороте револьверной головки отработавший инструмент занимает горизонтальное положение, и затем заменяется следующий. Смена инструментов осуществляется двусторонним перегружателем с гидроприводом. Сверху перегружателя расположен инструментальный магазин. Он совершает перемещения вверх и вниз и поворот на 180°. На концах перегружателя находятся зажимные губки, движущиеся вдоль оси перегружателя по телескопическим направляющим. Зажимные губки извлекают и вставляют инструменты в гнезда магазина и револьверной головки. Инструменты закодированы, что позволяет устанавливать их в произвольном порядке. Кодирование осуществляется с помощью двоично-десятичных комбинаций электропроводящих и непроводящих колец и контактов.
Развертка валов шпиндельной бабки обрабатывающего фрезерно-сверлильного центра показана на рис. 2. Вращение шпинделя 1 осуществляется или непосредственно через ременную передачу 7, минуя коробку скоростей, что происходит при включенной полумуфте 2 и среднем положении блока шестерен 3, или через коробку скоростей при выключенной полумуфте 2 и включенном в зацепление блоке 3 с одной из шестерен 4 или 5, закрепленных на втулке 6, связанной со шпинделем шлицевым соединением. Таким образом, привод вращения шпинделя имеет сложенную структуру.
На развертке показан механизм перемещения вилки 12, включающей полумуфту 2 и передачу 8, 9. От электродвигателя 17 через зубчатую передачу 11 вращается винт 10, который перемещает вилку 12. Между гайкой и вилкой установлена пружина 18, которая сжимается в случае совпадения зубьев переключаемых элементов, а затем при их относительно медленном повороте досылает полумуфту 2 или блок 3 в требуемое положение. Конечные положения вилки определяют кулачками 13 и 14, воздействующими на микропереключатели 15 и 16. Аналогично устроен и механизм перемещения блока 3.
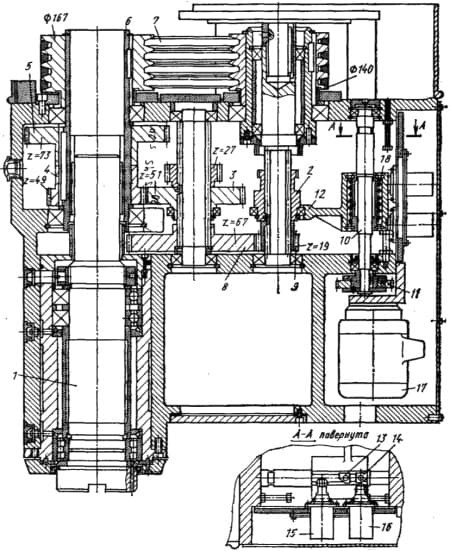
Рис. 2. Шпиндельная бабка фрезерно-сверлильного обрабатывающего центра
Вариант механизма перемещения скользящих блоков имеющих гидравлический привод приведен на рис. 3. В момент переключения двигатель главного движения затормаживается, и жидкость подается в полость 1 гидроцилиндра 2 с неподвижным штоком 3. При этом корпус гидроцилиндра перемещается и нажимает вначале на подпружиненный шток 8, который воздействует на микропереключатель 6. При этом электродвигатель включается на работу в режиме импульсного качательного движения. Затем корпус гидроцилиндра перемещает втулку 4, которая перемещает вал-шестерню 9. При дальнейшем движении втулки подпружиненный шток 7 западает в углубление втулки; при этом включается микропереключатель 5, и двигатель переходит в режим нормального вращения. Для обратного перемещения вала-шестерни 9 в полость 10 подается жидкость, корпус гидроцилиндра 2 перемещается в обратном направлении, шток 7 выходит из отверстия, срабатывает микропереключатель 5, и двигатель переходит на работу в режиме качательного движения. Втулка 4 перемещает вал-шестерню в противоположном направлении, освобождается шток 8, и микропереключатель 6 переключает двигатель главного движения на работу в режиме нормального вращения.
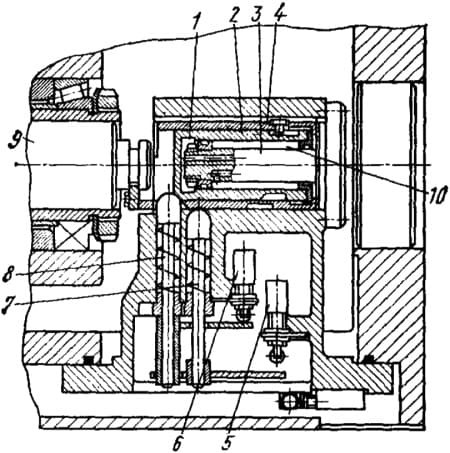
Рис. 3. Механизм переключения скользящих блоков с гидравлическим приводом
