Для высокопроизводительной обработки с достаточной точностью обрабатывающий центр должен удовлетворять требованиям, которые предъявляются в отдельности к каждому станку, предназначенному для выполнения операций, аналогичных выполняемым на обрабатывающем центре. В настоящее время еще не проявились какие-то особые компоновочные решения, которые имеет только обрабатывающий центр с ЧПУ. В основном эти станки создаются на базе известных, зарекомендовавших себя решений и компоновок.
Рассмотрим некоторые особенности станков для фрезерно сверлильно-расточных работ. Эти станки в основном проектируются с учетом восприятия достаточно больших нагрузок при фрезерных работах и достижения сравнительно высоких точностей при расточных.
Наиболее широко распространенные компоновки можно разделить на две группы: с горизонтальным и с вертикальным расположением основного шпинделя. Первые обычно более пригодны для осуществления высокопроизводительной обработки плоскостей деталей с четырех или пяти сторон на жестких режимах резания, точность вторых часто несколько выше. В соответствии с этим и несколько различается область их наиболее эффективного использования, определяемая в каждом отдельном случае технологом.
Естественным требованием является достижение в процессе обработки требуемой точности и шероховатости поверхности детали за минимальное время. Точность обработки на обрабатывающем центре с ЧПУ определяется очень многими факторами и, в конечном итоге, потребителей интересуют характеристики станка в условиях его промышленной эксплуатации.
Для изучения и устранения факторов, отрицательно влияющих на точность, для целей контроля станка при изготовлении и ремонте и прогнозирования его точности в эксплуатации используются методы изучения погрешностей отдельных параметров в специальных условиях. Методики измерений, предельные погрешности и условия испытаний оговариваются специальными нормативными материалами. Ниже рассмотрены принципы, которые, вероятнее всего должны быть положены в основу построения норм точности на обрабатывающие центры.
В соответствии с условиями испытаний, т. е. с характером факторов, определяющих наблюдаемые погрешности, различают следующие.
Геометрическая точность обрабатывающего центра
Геометрическая точность, определяется отклонением траектории перемещения (положения) рабочих органов и их исполнительных элементов от заданного. Испытание при этом проводят без снятия стружки на «холодном» или «прогретом» станке, с деталью на столе или без нее, и т. п., что обязательно должно оговариваться. При этом выявляется влияние погрешностей изготовления направляющих, поверхностей, базирующих деталь, деформаций элементов станка под влиянием веса перемещаемых узлов и т. п. Такие испытания составляют основную часть проверок норм точности.
Нормы геометрической точности обрабатывающего центра должны обеспечивать контроль всех параметров траектории перемещения и положение базовых поверхностей рабочих органов, влияющих на точность перемещения и положения детали. Дублирование поверок одного и того же параметра при разных испытаниях удлиняет и удорожает контроль. Желательно также, чтобы результаты проверки того или иного параметра зависели от строго определенного элемента или узла станка для возможности его исправления или регулировки. Для составления полной и систематизированной системы проверок геометрической точности станка предварительно рассмотрим возможные погрешности перемещения отдельно взятого рабочего органа.
Каждый рабочий орган станка, рассматриваемый как твердое тело в пространстве, имеет шесть степеней свободы. Следовательно, для описания точности его перемещения либо положения необходимо и достаточно шести параметров.
Пусть рабочий орган 2 (рис. 1, а) перемещается вдоль оси X'. Ось Z' направлена перпендикулярно оси X' и лежит в плоскости направляющих. Ось Y' перпендикулярна плоскости направляющих и оси X'. Положительные направления осей соответствуют правой системе координат.
Возникающие при перемещении рабочего органа углы поворота: φx относительно оси X' назовем перекосами, φz относительно оси Z' - наклонами и φy относительно оси Y' - уклонениями. Погрешности перемещения δx вдоль оси X' назовем погрешностью позиционирования, смещения δz вдоль оси Z' - боковыми смещениями и смещения δy, вдоль оси Y' - нормальными смещениями.
Углы поворота при перемещении рабочего органа можно измерять в любой его точке, если пренебречь деформациями самого рабочего органа. Результаты же измерения линейных смещений δx, δz, и δy могут зависеть от места измерения, вследствие влияния угловых смещений рабочего органа. Для определенности условимся производить все измерения в одной точке - «центре аттестации» (Ц. А.).
Положение центра аттестации будем определять на уровне, соответствующем ⅓ максимального расстояния от поверхности стола до оси или торца шпинделя. Располагается центр аттестации над центром стола при среднем положении последнего. Для вертикального и горизонтального положений наклонного стола центры аттестации различны.
Погрешности перемещения вращающихся рабочих органов удобнее определять несколько иначе, чем для поступательного перемещения.
Пусть Y' (рис. 1, б) - ось вращения поворотного стола 1. Вектор ρ характеризует нулевую отметку стола. Угол поворота стола в отсчитывается от начального положения, совпадающего с осью X'. Погрешность установки угла B' равна δв. Нормаль поверхности стола N отклонена от оси вращения - Y' на угол φу.
Итак, δв, φу, δу и δR - четыре параметра, определяющих предельные погрешности поворотного стола. Четыре вместо шести параметров получились в данном случае потому, что положение оси вращения принято неизменным, и наклоны относительно осей X' и Z', а также боковые смещения вдоль осей X' и Z' связаны попарно функциональной зависимостью через угол поворота стола В'.
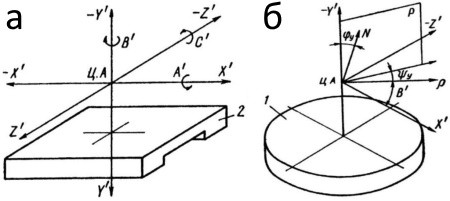
Рис. 1. Оси координат обрабатывающего центра: а - при поступательном перемещении стола; б - при вращательном перемещении стола
Кинематическая точность фрезерного центра
Кинематическая точность, определяется погрешностью обработки деталей при минимальной глубине обработки, практически не вызывающей деформаций узлов и элементов станка силами резания. Это наивысшая достижимая точность обработки на обрабатывающем центре безотносительно к его производительности. Кинематическая погрешность определяется суммированием геометрических погрешностей и погрешностей резания при тонких стружках (деформации резца, упругого восстановления материала и т. п.).
Технологическая точность
Технологическая точность обрабатывающего центра, определяется погрешностью обработки на заданных режимах при строгом соблюдении заданных условий обработки и настройки станка, качества инструмента и т. п. В этом случае к кинематическим погрешностям добавится влияние деформаций системы СПИД под действием сил резания.
Эксплуатационная точность обрабатывающего центра
Эксплуатационная точность, определяется погрешностями в реальных условиях эксплуатации. Она ниже технологической в связи с дополнительными погрешностями из-за возможных отклонений в качестве инструмента, недостаточно квалифицированной настройкой и уходом за станком, наличием грязи, пыли и т. п.
При изготовлении и после капитального ремонта производится проверка станков на соответствие их нормам геометрической и кинематической точности. Рассмотрим нормы точности на примере обрабатывающего центра с горизонтальным шпинделем (рис. 2), предназначенного для обработки деталей с пяти сторон.
Обрабатываемая деталь устанавливается на поворотный стол 1. Поворотом стола 1 вокруг оси Y' можно обработать четыре стороны детали либо любые вертикальные плоскости на ней. Поворотный стол 1 установлен на собственно столе 2, который может перемещаться вдоль оси X' по наклонному столу 3. Поворачиваясь на угол А' относительно оси X', наклонный стол позволяет обработать верхнюю плоскость детали либо наклоненную к основанию детали плоскость (в сочетании с поворотом стола относительно оси Y'). Салазки 4 перемещают установленные на них наклонный стол 3, стол 2 и поворотный стол 1 вдоль оси Z'. Бабка 5 со шпинделем перемещается вдоль оси Y. Все узлы смонтированы на жесткой станине 6, выполненной по технологическим соображениям составной из основания и колонны.
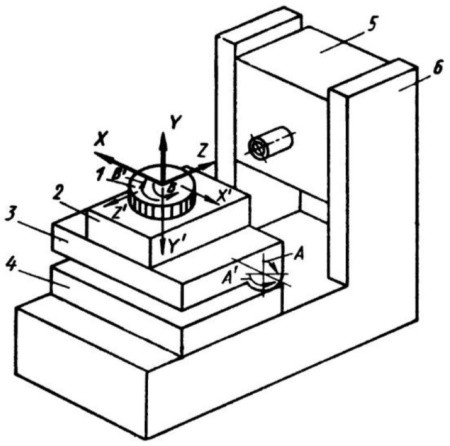
Рис. 2. Схема расположения и перемещений рабочих органов обрабатывающего центра с горизонтальным шпинделем
