Одним из последних значительных примеров инновационной практики МГТУ «СТАНКИН» может служить выполнение в качестве головного исполнителя научно-исследовательской и опытно-конструкторской работе (НИОКР) «Разработка модельных рядов наукоемких импортозамещающих комплектующих изделий, их внедрение и апробация в рамках создания модельного ряда обрабатывающих центров модульной конструкции». НИОКР направлена на решение важнейшей задачи, стоящей перед российской промышленностью - импортозамещение наукоемкой продукции в области станкостроения и финансируется Министерством промышленности и торговли РФ в рамках договора о предоставлении субсидии из средств федерального бюджета. Для выполнения указанной НИОКР, МГТУ «СТАНКИН» сформировал консорциум из ведущих российских станкостроительных предприятий - заводов, входящих в группу СТАН (НПО «Станкостроение», АО «Станкотех» и ООО «Ивановский завод тяжелого станкостроения»), а также ООО «ПИМЕК» и ВСЗ «Техника».
В проекте можно выделить несколько областей с принятыми в них инновационными решениями, такие как: формирование наукоемких унифицированных комплектующих изделий (далее модулей) для вертикально фрезерных обрабатывающих центров с ЧПУ российского производства, устройство модулей, компоновка станков модельного ряда на базе разработанных модулей, технология изготовления направляющих, технология обработки деталей.
Формирование модулей для российских обрабатывающих центров
Ведущие мировые производители станков широко используют модульный принцип создания обрабатывающих центров, как наиболее перспективный на современном этапе развития металлообрабатывающего оборудования. В экономическом аспекте существуют разные подходы создания модулей для подобных металлообрабатывающих центров. Один из подходов предполагает создание модулей производителем, выпускающим на их базе станки без реализации самих модулей отдельно. Второй подход предполагает создание модулей как конечного продукта для реализации их на рынке в качестве комплектующих для проектирования обрабатывающих центров по металлу. У каждого подхода есть свои преимущества и недостатки, однако для данного проекта был принят второй подход, обладающий преимуществом производства модулей без больших капитальных вложений на уже существующих предприятиях, специализирующихся на выпуске схожей продукции и имеющих соответствующие мощности, персонал и компетенции.
В ходе выполнения проекта и разработки технологии определены предприятия-разработчики и изготовители всех типов модулей. Преимущество технологии проектирования обрабатывающих центров с чпу из модулей заключается в том, что проектировщик разрабатывает только базовые (несущие) узлы станка: станину, стойки, другие корпусные детали, а функциональные узлы (модули) выбирает по каталогам предприятий, специализирующихся на их изготовлении.
В итоге, проектирование новых станков становится намного проще, а сроки разработки и постановки новой техники на производство становятся намного короче, что уменьшает риск морального старения новой модели еще до начала ее выпуска или отсутствия спроса на данную компоновку как таковую. Кроме того, использование в новых проектах функциональных и размерных модельных рядов модулей открывает перед проектировщиком дополнительные возможности:
- применение однотипных, но различающихся по габаритным размерам модулей позволяет разрабатывать модельные размерные ряды вновь создаваемого оборудования;
- применение однотипных, но различающихся по своим техническим характеристикам модулей позволяет наилучшим образом обеспечить требуемые режимы обработки, т. е. позволяет увеличить технологическую гибкость оборудования путем создания нескольких моделей оборудования, различающихся по своим техническим характеристикам.
На основе проведенного анализа данных по импорту в Россию наиболее востребованных наукоемких обрабатывающих центров с ЧПУ от ведущих мировых производителей станков таких как MIKRON (Швейцария), DMG MORI (Германия – Япония), HERMLE (Германия), OKUMA (Япония), ZAYER (Испания), HAAS (США), TONGTAI (Тайвань), RÖDERS (Германия) определен состав и технические характеристики разрабатываемой модульной системы обрабатывающих центров с чпу.
Как видно из рис. 1 модульная система МГТУ «СТАНКИН» состоит из следующих шести модулей:
- комплектные мотор-шпиндели;
- ползуны для перемещения мотор-шпинделей;
- поворотные столы с вертикальной осью вращения планшайбы;
- наклонно-поворотные (глобусные) столы;
- инструментальные магазины;
- станция подачи СОЖ высокого давления (для возможности осуществления высокоскоростной обработки).

Рис. 1. Модульная система обрабатывающих центров МГТУ «СТАНКИН»
При разработке модельного ряда мотор-шпинделей (рис. 2) обрабатывающих центров по металлу использовались расчеты сил резания для различных металлов. Модули мотор-шпинделей образуют функциональный модельный ряд, обеспечивающий высокоскоростную обработку разных металлов и состоящий из трех моделей с параметрами (номинальная мощность кВт, номинальный момент Н·м, максимальная частота вращения об/мин), соответствующими условиям их работы:
- мотор-шпиндели для обработки легких сплавов (35/200/18000);
- мотор-шпиндели для обработки черных металлов и конструкционных сталей (45/300/12000);
- мотор-шпиндели для обработки титановых сплавов и жаропрочных сталей (37/1000/4000).

Рис. 2. Мотор-шпиндель обрабатывающего центра с ЧПУ
Поворотные и наклонно-поворотные (рис. 3) столы образуют соответствующие размерные модельные ряды. Величины диаметров планшайб столов взяты из ряда R10 предпочтительных чисел ГОСТ 8032-84 и имеют следующие значения: 630, 800 и 1250 мм.
Для возможности осуществления на разработанных российских обрабатывающих центрах с чпу токарно-карусельной операции, назначены следующие скорости вращения планшайбы стола вокруг вертикальной оси С:
- планшайба диаметром 630 мм – 480 об/мин;
- планшайба диаметром 800 мм – 360 об/мин;
- планшайба диаметром 1250 мм – 180 об/мин.

Рис. 3. Поворотные и наклонно-поворотные столы обрабатывающих центров
Вышеуказанные скорости вращения планшайб разработанных столов в разы превышают скорости вращения планшайб столов ближайших зарубежных аналогов, например, немецкой фирмы HERMLE с диаметром планшайбы 650 мм и частотой вращения планшайбы – 30 и 65 об/мин, что дает преимущество в производительности разработанных в России обрабатывающих центров. Анализ опыта применения вертикально фрезерных центров по металлу в различных производствах показывает, что для выполнения всех операций механической обработки в соответствии с требованиями чертежа в большинстве случаев достаточен набор из 30 инструментов, хотя отдельные виды станков оснащаются инструментальными магазинами (рис. 4) с количеством инструментов до 258. В ходе выполнения проекта был установлен модельный ряд модулей инструментальных магазинов с количеством инструментов от 24 до 120.

Рис. 4. Инструментальный магазин обрабатывающих центров с ЧПУ
Одним из обязательных условий успешного проведения высокоскоростной обработки является полное и быстрое удаление стружки из зоны резания. Проще всего это достигается подачей в зону резания струи воздуха под большим давлением, выдувающей стружку из зоны резания. Недостаток этого способа – малая смазывающая способность струи воздуха и недостаточное охлаждение рабочей кромки инструмента вследствие малой теплоемкости струи воздуха. В значительном количестве случаев более эффективна подача в зону резания смазочно охлаждающей жидкости (СОЖ) под большим давлением и в больших объемах, достаточных для препятствия быстрого испарения СОЖ и отсутствия перегрева инструмента со всеми вытекающими из него отрицательными последствиями. Руководствуясь этими соображениями установлены следующие технические характеристики для станции подачи СОЖ (рис. 5), единой для всех моделей разрабатываемого модельного ряда вертикально-фрезерных центров:
- максимальное давление подачи СОЖ 60 бар;
- максимальный расход подачи СОЖ 70 л/мин.
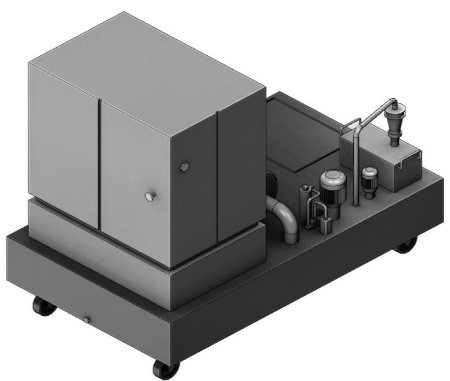
Рис. 5. Станция СОЖ
Устройство модулей обрабатывающих центров
Инновационные решения в устройствах модулей заключаются в создании и применении в приводах мотор-шпинделей, поворотных и наклонно-поворотных столов интегрируемых (бескорпусных) прямых (безредукторных) асинхронных и синхронных электродвигателей соответственно. До настоящего времени такие электродвигатели можно приобрести только у иностранных производителей, поэтому их разработка необходима для решения задачи импортозамещения.
Прямые асинхронные электродвигатели в мотор-шпинделях с водяным охлаждением обеспечивают необходимую для технологии высокоскоростной обработки и повышения производительности российских обрабатывающих центров с чпу высокую частоту вращения, а также широкий диапазон скоростей вращения, высокий КПД, простоту в изготовлении и из-за отсутствия трущихся деталей продолжительный срок службы. В мотор-шпинделях предусмотрена система принудительной смазки подшипников и подача СОЖ к инструменту.
На рис. 6 представлена мотор-шпиндельная головка с интегрируемым прямым асинхронным двигателем с водяным охлаждением.
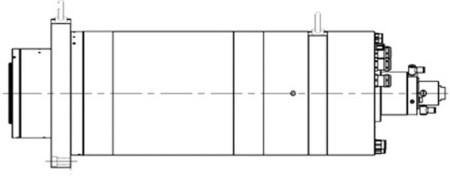
Рис. 6. Мотор-шпиндельная головка с интегрированным прямым асинхронным двигателем с водяным охлаждением
Бескорпусные прямые высокомоментные синхронные электродвигатели, интегрированные в поворотные и наклонно-поворотные столы, помимо указанных выше преимуществ для асинхронных электродвигателей, обеспечивают также необходимую для повышения производительности высокую динамику, широкий диапазон скоростей подач, точное позиционирование, высокую жесткость на кручение и отсутствие люфтов. На рис. 7
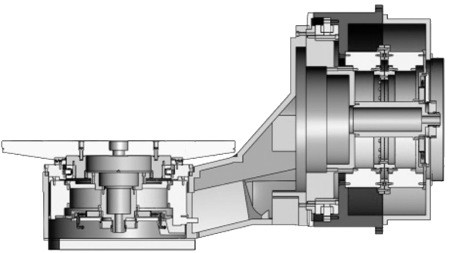
Рис. 7. Наклонно-поворотный стол фрезерного центра с интегрированными прямыми высокомоментными синхронными двигателями с водяным охлаждением
Компоновка российских обрабатывающих центров на базе разработанных модулей
На рис. 8 показаны разработанные базовые компоновки обрабатывающих центров с чпу модульной конструкции.
Высокие технические характеристики обрабатывающих центров данных базовых компоновок достигаются инновационными конструктивными решениями несущей системы. Двухстоечный портал и основание связаны в жесткую литую термосимметричную конструкцию коробчатой формы. На двух стойках портала расположен сдвоенный привод оси Y. По оси Х повышенная точность перемещений обеспечивается благодаря применению конструкции типа DCG (Drivenat the Centerof Gravity), т. е. расположение привода в центре приложения тяговых сил. Такое размещение привода значительно снижает вибрации при разгоне и изменении направления перемещения, что уменьшает погрешности на криволинейных траекториях.

Рис. 8. Базовая компоновка портального фрезерного обрабатывающего центра: а - четырехкоординатный; б - пятикоординатный.
Разъемная термосимметричная коробчатая форма салазок оси Х обеспечивает устойчивость конструкции, технологичность изготовления и сборки.
Присущая большинству обрабатывающих центров иностранного производства традиционная консольная установка шпиндельной бабки (ползуна) имеет недостатки, связанные с тем, что возникают погрешности точности обработки из-за изгибных деформаций от усилий резания и температурного изменения размеров несимметричной конструкции, которые не всегда успешно можно компенсировать программным способом.
Инновационные решения в этой области связанные с применением конструкции типа Box-in-Box («коробка в коробке» рис. 9, а) для всех элементов несущей системы, а также установка ползуна с помощью четырех направляющих, расположенных оппозитно по двум сторонам корпуса ползуна, значительно компенсируют данные погрешности благодаря повышению жесткости симметричного расположения шпинделя относительно опор ползуна.
Продольное расположение наклонно-поворотного стола (вдоль оси Y) дает возможность производить автоматическую смену инструменту слева или справа через проем в соответствующей стойке, а автоматическую смену детали – спереди обрабатывающего центра.
Интегрирование наклонно-поворотного стола в коробчатую монолитную конструкцию основания и стоек по наибольшему диаметру стола значительно повышает жесткость его установки.
При необходимости высокоточной обработки деталей массой более 300 кг на ось В дополнительно устанавливается поддерживающая бесприводная опора (рис. 9, б).

Рис. 9. Обрабатывающий центр с ЧПУ: а - конструкция обрабатывающего центра типа «коробка в коробке»; б - наклонно-поворотный стол с поддерживающей опорой.
Технология изготовления направляющих
Для прецизионных направляющих скольжения по осям X, Y и Z разработана инновационная технология изготовления и покрытия специальным износостойким высокотвердым полимерным составом, позволяющим увеличить срок службы направляющих.
Технологии обработки
С технологической и производственной точки зрения, использование обрабатывающих центров с чпу произведенных в России на машиностроительных предприятиях является рациональным и целесообразным. Прежде всего, это связано с тем, что этот тип станков имеет возможность интеграции в автоматические линии и гибкие производственные системы, а это, в свою очередь, влечет за собою повышение эффективности работы механообрабытывающего участка или всего цеха.
Использование обрабатывающих центров для обработки сложных деталей имеет ряд преимуществ:
- обрабатывающий центр практически всегда будет иметь максимальный коэффициент загрузки оборудования;
- высокий коэффициент загрузки станка разгрузит ряд станков сверлильно фрезерно расточной группы, что позволит дозагрузить эти станки другими менее ответственными технологическими операциями;
- обслуживание одного центра, с экономической точки зрения, более целесообразно, чем ряд сверлильно фрезерно расточных станков выполняющих те же технологические операции, но каждый в отдельности;
- использование металлообрабатывающих центров, позволяет сократить цеховой грузопоток и время перемещения заготовки по цеху.
В разработанном модельном ряду российских обрабатывающих центров предусмотрены следующие инновационные способы обработки:
- высокоскоростное фрезерование;
- токарно-карусельная обработка заготовок на вращающемся столе;
- высокоскоростное фрезоточение заготовок на вращающемся столе.
Данные способы обработки расширяют технологические возможности нового поколения вертикально фрезерных обрабатывающих центров, созданных по инновационной технологии с применением вышеперечисленных модулей.
По имеющимся оценкам свыше 50% выпускаемой продукции механических цехов машиностроительных предприятий относятся к деталям типа тел вращения или имеют их конструктивные элементы. Значительную долю в этом количестве составляют детали типа массивных колец с многочисленными расточками, сверлениями, фрезеровками пазов, плоскостей и пр. По существующим в настоящее время технологиям заготовки таких деталей сначала обрабатываются на токарно-карусельном станке, где из заготовок формируются кольца требуемого наружного и внутреннего диаметров, а затем на фрезерном станке проводят необходимые сверлильные, расточные и фрезерные операции.
Эта общепринятая в настоящее время технология имеет два существенных недостатка:
- перенос массивных деталей с карусельного станка на фрезерный станок и выставление детали на столе фрезерного станка для последующих сверлильно-фрезерно-расточных операций – это трудоемкий и подчас достаточно длительный процесс, который значительно увеличивает общее время изготовления детали;
- при переносе детали на другой станок неминуемо нарушается принцип обязательного соблюдения постоянства установочных (технологических) баз на протяжении всего цикла обработки, что приводит к снижению размерной точности обрабатываемой детали.
Технические характеристики разработанных обрабатывающих центров с чпу в России позволяют проводить на них токарно-карусельные операции, что позволяет устранить вышеуказанные недостатки старой технологии.
Токарно-карусельные операции на разработанном оборудовании с чпу можно проводить как классическим методом – расточкой резцом, так и с помощью фрезы, т. е. используя метод фрезоточения. Конкретные режимы резания (глубина резания, подача, скорость резания) при обработке деталей из разных материалов и геометрических форм можно подбирать из справочных материалов производителей режущего инструмента.
При точении резцом скорость резания обеспечивается частотой вращения планшайбы стола, на которой закреплена обрабатываемая деталь. Согласно табличным данным наибольшая скорость резания, обеспечиваемая на станке для тонкого растачивания деталей из алюминиевых сплавов и достижения шероховатости Ra 0,32 мкм, равна 600 м/мин. Минимальный диаметр растачивания детали для данной скорости резания при максимальной частоте вращения планшайбы 480 об/мин можно рассчитать по формуле:
D=V/(π n) = 0,4 м,
где D – диаметр растачивания, м; V – скорость резания, м/мин; n – максимальная частота вращения планшайбы, об/мин.
Однако, классический способ проведения токарно-карусельной операции имеет ряд недостатков:
- Образование сливной стружки, возникающей при точении пластичных материалов, что портит уже обработанную поверхность детали и оборудование, а также представляет опасность для оператора станка. Кроме того, утилизация сливной стружки тоже является проблемой. Особенно остро эти недостатки проявляются при обработке титановых сплавов. Существующие способы борьбы со сливной стружкой путем ее дробления с помощью стружколомающих уступов и канавок на инструменте, а также уменьшения скорости резания, неэффективны из-за повышения стоимости инструмента и увеличения времени изготовления детали.
- Большие силы резания, приводящие к отжиму режущего инструмента, деформации элементов конструкции металлорежущего станка и, в конечном счете, к понижению размерной точности обработки.
- Действие возникающей в зоне резания высокой температуры на режущий инструмент и обрабатываемый материал при обработке жаропрочных и коррозионностойких сталей, сплавов на основе титана, приводящее к резкому снижению стойкости режущего инструмента и термическому отпуску закаленных конструкционных сталей. Кроме того, при высоких температурах титан начинает взаимодействовать с веществами из окружающей среды, что отрицательно сказывается на механических и эксплуатационных свойствах поверхностных слоев обработанных деталей.
- Усложнение конструкции шпинделя из-за необходимости приведения и фиксации его в «нулевом» положении с одновременной разгрузкой подшипников. В противном случае необходимо применение ручной смены резца на дополнительном фланце ползуна, что увеличивает время обработки и не соответствует требованиям «безлюдной технологии».
Замена точения резцом высокоскоростным фрезоточением решает вышеперечисленные проблемы, так как при данной операции обработки:
- образуется только элементная стружка;
- снижаются силы резания;
- идет перераспределение тепла в зоне резания в стружку, что способствует сохранению высокой стойкости режущего инструмента и ограничению процессов структурных изменений в поверхностных слоях обрабатываемых деталей;
- автоматическая смена инструмента не требует дополнительных конструктивных изменений и производится стандартно. При фрезоточении режим высокоскоростной обработки более эффективно можно осуществлять регулированием скорости вращения фрезы, чем регулированием скорости вращения планшайбы стола при обработке резцом.
Частоту вращения планшайбы стола при высокоскоростном фрезоточении детали типа кольца на вертикально-фрезерном обрабатывающем центре можно рассчитать по формуле:
n1 = (Sn2)/(π D),
где D – диаметр растачивания, мм; n1 – наибольшая частота вращения планшайбы, об/мин.; n2 – частота вращения фрезы, об/мин.; S – подача в мм/об.
Например, для обработки титановых сплавов фрезой (количество зубов z=10; скорости подачи на зуб Sзуб=0,6 мм/зуб; n2=4000 об/мин; D=600 мм) n1 будет 12,7 об/мин.
Результаты исследований российских разработчиков
В ходе выполнения НИОКР «Разработка модельных рядов наукоемких импортозамещающих комплектующих изделий, их внедрение и апробация в рамках создания модельного ряда обрабатывающих центров модульной конструкции» выполнены следующие работы с наличием в них инновационных решений:
- сформированы модельные ряды модулей обрабатывающих центров по принципу функциональности и размерности;
- разработан модельный ряд мотор-шпинделей с применением в них прямых асинхронных двигателей;
- разработан модельный ряд поворотных и наклонно-поворотных столов с применением в них прямых высокомоментных синхронных двигателей;
- разработан модельный ряд металлообрабатывающего оборудования с ЧПУ на базе сформированных модулей с применением таких современных конструктивных решений, как: DCG (Drivenat the Centerof Gravity – привод в центре тяжести); Box-in-Box («коробка в коробке»); симметричное расположение шпинделя относительно опор ползуна; продольное расположение наклонно-поворотного стола (вдоль оси Y) и его интегрирование в монолитное основание; использование дополнительной бесприводной опоры для работы с заготовками весом свыше 300 кг;
- разработана инновационная технология изготовления и покрытия специальным износостойким высокотвердым полимерным составом, позволяющим увеличить срок службы направляющих;
- предусмотрены следующие инновационные способы обработки: высокоскоростное фрезерование; токарно-карусельная обработка заготовок на вращающемся столе; высокоскоростное фрезоточение заготовок на вращающемся столе.
В целом, разработанные опытные образцы модулей и российских обрабатывающих центров на их основе, позволяют наладить серийное производство подобного металлообрабатывающего оборудования мирового уровня и достичь следующих результатов:
- сократить критическую зависимость российских стратегических важных организаций машиностроительного и оборонно-промышленного комплексов (авиастроительного, ракетно-космического, судостроительного и энергомашиностроительного) от поставки зарубежных технологических средств машиностроительного производства;
- обеспечить технологическое перевооружение организаций российского машиностроения и процесса постоянного воспроизводства и совершенствования применяемых ими технологий производства;
- увеличить объем производства востребованных отечественных станков с числовым программным управлением и увеличить их долю на внутреннем рынке.
Создание модельных рядов модулей для вертикально-фрезерных обрабатывающих центров с технически обоснованными характеристиками, отвечающими современному уровню развития металлообработки, значительно упрощает проектирование нового поколения вертикально-фрезерных обрабатывающих центров, ускоряет процесс постановки их на производство, обеспечивает расширение их технологических возможностей.
